一种衬氟球阀球体热流道热合注塑成型模具的制作方法
本技术属于热流道注塑成型,具体涉及一种衬氟球阀球体热流道热合注塑成型模具。
背景技术:
1、热流道注塑成型采用热流道模具进行模塑的方法、热流道模具是一种分流道与模腔彼此用绝热材料隔离的注射模具。
2、专利文件cn202020753128.6公开了一种小口径衬氟球阀球体热流道热合注塑成型模具,包括“下模座,所述下模座的顶部中心处开设有成型腔,所述下模座的顶部卡接固定有上模座,所述上模座的顶部中心处安装有注塑端头,所述注塑端头的底端设置有与成型腔连通的注塑通道,所述注塑通道的外壁缠绕有电热丝,所述成型腔的外壁套接固定有电热板,所述下模座的底部卡接固定有与电热板接触的卡板,所述卡板上开设有若干个散热孔,所述下模座的底部一侧安装有电流调节模块,所述电流调节模块的一侧安装有时间继电器。本实用新型结构新颖,构思巧妙,可以提高了成型率,保障了衬氟球阀球体热流道热合注塑成型模具的结合强度,降低了生产成本,减少了压注时间,有效提高了生产效率”。
3、上述装置采用提高成型率的技术手段,然而在使用上述装置时,在球阀注塑冷却成型后,需要人为的对球阀进行脱模,不但容易损坏到刚成型的球阀,还会消耗大量的人力和时间成本,因此,需要对上述装置加以改进。
技术实现思路
1、为解决现有技术中存在的上述问题,本实用新型提供了一种衬氟球阀球体热流道热合注塑成型模具,具有自动脱模的特点。
2、为实现上述目的,本实用新型提供如下技术方案:一种衬氟球阀球体热流道热合注塑成型模具,包括底板,所述底板的顶部固定安装有自动脱模结构,所述自动脱模结构包括电机支撑套,所述电机支撑套的内腔固定套接有伺服电机,所述伺服电机的输出轴一端固定套接有电机轴,所述电机轴的外表面固定套接有半边齿轮,所述半边齿轮的顶部啮合安装有传动齿轮,所述传动齿轮的内腔固定套接有旋转轴,所述旋转轴的外表面中部固定套接有异形凸块,所述旋转轴的外表面一侧活动套接有支撑套板,所述异形凸块的底部设置有第一异形套杆,所述第一异形套杆的一侧固定套接有第一连接柱,所述第一连接柱的外表面中部活动套接有第一支撑套杆,所述第一连接柱的外表面一侧固定套接有第二异形套杆。
3、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述第二异形套杆的一侧固定套接有第二连接柱,所述第二连接柱的另一端固定安装有相同的第一异形套杆、第一连接柱、第一支撑套杆、第二异形套杆,所述第一连接柱的外表面一侧固定套接有第一异形连接杆,所述第一异形连接杆的一侧活动套接有第三连接柱,所述第三连接柱的外表面两侧均固定套接有连接套板。
4、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述连接套板的外表面顶部固定套接有第四连接柱,所述第四连接柱的外表面活动套接有第二异形连接杆,所述第二异形连接杆的外表面一端活动套接有第二固定柱,所述第二固定柱的外表面固定套接有第二支撑套杆。
5、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述第二支撑套杆的底部固定安装有垫块,所述第二异形连接杆的外表面一端活动套接有第一固定柱,所述第一固定柱的一端固定安装有连接套柱。
6、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述连接套柱的内腔两侧均活动套接有升降柱,所述升降柱的外表面底部活动卡接有卡槽,所述升降柱的顶端固定安装有承接板,所述承接板的顶部固定安装有挤压块。
7、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述旋转轴的外表面一端固定套接有连接套块,所述连接套块的外表面底部固定套接有固定轴,所述固定轴的外表面固定卡节有方形限位槽,所述方形限位槽的顶部固定安装有旋转套筒,所述方形限位槽的内腔活动套接有立柱,所述立柱的底端固定安装有底块,所述旋转套筒的顶部固定安装有旋转盘,所述旋转盘的顶部均固定安装有多个模具储放槽。
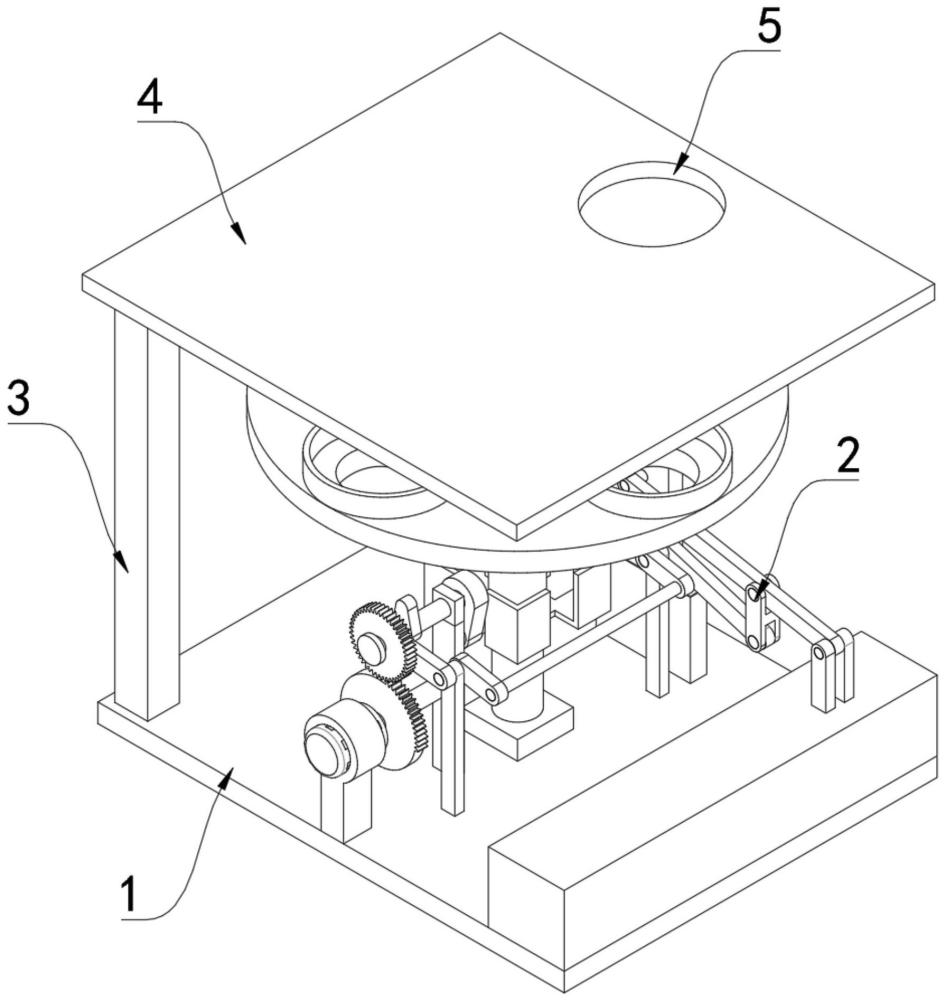
8、作为本实用新型的一种衬氟球阀球体热流道热合注塑成型模具优选技术方案,所述底板的顶部两侧均固定安装有支撑杆,两个所述支撑杆的顶部固定安装有顶板,所述顶板的外表面开设有阀球出口。
9、与现有技术相比,本实用新型的有益效果是:
10、本实用新型在使用时,通过自动脱模结构,在阀球注塑成型后,启动伺服电机可以使得半边齿轮旋转,然后通过半边齿轮和传动齿轮的啮合传动,由于半边齿轮只有四分之一的齿牙,从而半边齿轮旋转一周会让传动齿轮旋转一周,从而使得旋转轴带着连接套块和固定轴旋转,从而让方形限位槽带着旋转套筒和旋转盘旋转,从而让模具储放槽停在的顶部,同时旋转轴会带动异形凸块旋转,从而让异形凸块压向第一异形套杆的一端,从而让第一连接柱带着第二异形套杆和第二连接柱旋转,从而让第一异形连接杆的一端带着第三连接柱旋转,从而拉动第二异形连接杆绕着第二固定柱旋转,其一端第一固定柱会带着连接套柱和升降柱上升,从而让挤压块向模具储放槽挤压,从而把成型的阀球挤出阀球出口,达到冷却后自动脱模的效果。
技术特征:
1.一种衬氟球阀球体热流道热合注塑成型模具,包括底板(1),其特征在于:所述底板(1)的顶部固定安装有自动脱模结构(2),所述自动脱模结构(2)包括电机支撑套(21),所述电机支撑套(21)的内腔固定套接有伺服电机(22),所述伺服电机(22)的输出轴一端固定套接有电机轴(24),所述电机轴(24)的外表面固定套接有半边齿轮(25),所述半边齿轮(25)的顶部啮合安装有传动齿轮(26),所述传动齿轮(26)的内腔固定套接有旋转轴(27),所述旋转轴(27)的外表面中部固定套接有异形凸块(28),所述旋转轴(27)的外表面一侧活动套接有支撑套板(29),所述异形凸块(28)的底部设置有第一异形套杆(210),所述第一异形套杆(210)的一侧固定套接有第一连接柱(211),所述第一连接柱(211)的外表面中部活动套接有第一支撑套杆(212),所述第一连接柱(211)的外表面一侧固定套接有第二异形套杆(213)。
2.根据权利要求1所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述第二异形套杆(213)的一侧固定套接有第二连接柱(214),所述第二连接柱(214)的另一端固定安装有相同的第一异形套杆(210)、第一连接柱(211)、第一支撑套杆(212)、第二异形套杆(213),所述第一连接柱(211)的外表面一侧固定套接有第一异形连接杆(215),所述第一异形连接杆(215)的一侧活动套接有第三连接柱(216),所述第三连接柱(216)的外表面两侧均固定套接有连接套板(217)。
3.根据权利要求2所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述连接套板(217)的外表面顶部固定套接有第四连接柱(218),所述第四连接柱(218)的外表面活动套接有第二异形连接杆(219),所述第二异形连接杆(219)的外表面一端活动套接有第二固定柱(220),所述第二固定柱(220)的外表面固定套接有第二支撑套杆(221)。
4.根据权利要求3所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述第二支撑套杆(221)的底部固定安装有垫块(235),所述第二异形连接杆(219)的外表面一端活动套接有第一固定柱(23),所述第一固定柱(23)的一端固定安装有连接套柱(230)。
5.根据权利要求4所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述连接套柱(230)的内腔两侧均活动套接有升降柱(229),所述升降柱(229)的外表面底部活动卡接有卡槽(228),所述升降柱(229)的顶端固定安装有承接板(231),所述承接板(231)的顶部固定安装有挤压块(232)。
6.根据权利要求1所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述旋转轴(27)的外表面一端固定套接有连接套块(222),所述连接套块(222)的外表面底部固定套接有固定轴(223),所述固定轴(223)的外表面固定卡节有方形限位槽(224),所述方形限位槽(224)的顶部固定安装有旋转套筒(227),所述方形限位槽(224)的内腔活动套接有立柱(225),所述立柱(225)的底端固定安装有底块(226),所述旋转套筒(227)的顶部固定安装有旋转盘(233),所述旋转盘(233)的顶部均固定安装有多个模具储放槽(234)。
7.根据权利要求1所述的一种衬氟球阀球体热流道热合注塑成型模具,其特征在于:所述底板(1)的顶部两侧均固定安装有支撑杆(3),两个所述支撑杆(3)的顶部固定安装有顶板(4),所述顶板(4)的外表面开设有阀球出口(5)。
技术总结
本技术属于热流道注塑成型技术领域,尤其为一种衬氟球阀球体热流道热合注塑成型模具,包括底板,所述底板的顶部固定安装有自动脱模结构,所述自动脱模结构包括电机支撑套。通过自动脱模结构,启动伺服电机使半边齿轮旋转,半边齿轮和传动齿轮的啮合传动,使旋转轴带连接套块和固定轴旋转,从而让方形限位槽带旋转套筒和旋转盘旋转,让模具储放槽停在顶部,旋转轴会带动异形凸块旋转,从而让异形凸块压向第一异形套杆,第一连接柱带第二异形套杆和第二连接柱旋转,从而让第一异形连接杆的带第三连接柱旋转拉动第二异形连接杆绕第二固定柱旋转,其一端第一固定柱带连接套柱和升降柱上升,让挤压块向模具储放槽挤压,达到冷却后自动脱模的效果。
技术研发人员:吴建国
受保护的技术使用者:张家港维能泵阀有限公司
技术研发日:20240305
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!