一种汽车格栅饰条注塑模具的制作方法
本技术涉及汽车格栅饰条加工,尤其涉及一种汽车格栅饰条注塑模具。
背景技术:
1、在汽车格栅的生产中,通常是使用注塑模具注塑后使用顶针或者倒钩机构将产品顶出模具。然而格栅由于其体积大且具有栅栏和格子,当出现部分顶针脱模顺利,部分发生粘连时,由于塑料件重量大而发生部分栅栏或者格子扭曲的情况,影响成品品质。
2、现有技术cn207578928u中,包括动模、塑料顶针、边路顶针和边框,所述静模设有一成型腔,所述静模配合成型腔还设有一注塑机构,所述成型腔内设有边框,所述边框内壁设有通孔,所述动模对应成型腔中部设置有多个塑料件顶针,所述动模对应边框设有多个边路顶针,注塑完毕后通过向后拉动动模,塑料件以及边框一并随动模脱离静模,最后塑料件顶针和边路顶针同时顶出,由于边框的限位作用,塑料件必然整体脱落且发生扭曲的幅度非常小,一般不会产生品质问题。
3、但现有技术中,格栅注塑完毕后需要等待汽车格栅冷却后才能从静模中取出,等待时间过长,取出格栅的过程缓慢,导致汽车格栅加工速率减缓。
技术实现思路
1、本实用新型的目的在于提供一种汽车格栅饰条注塑模具,解决了现有技术中,格栅注塑完毕后需要等待汽车格栅冷却后才能从静模中取出,等待时间过长,取出格栅的过程缓慢,导致汽车格栅加工速率减缓的问题。
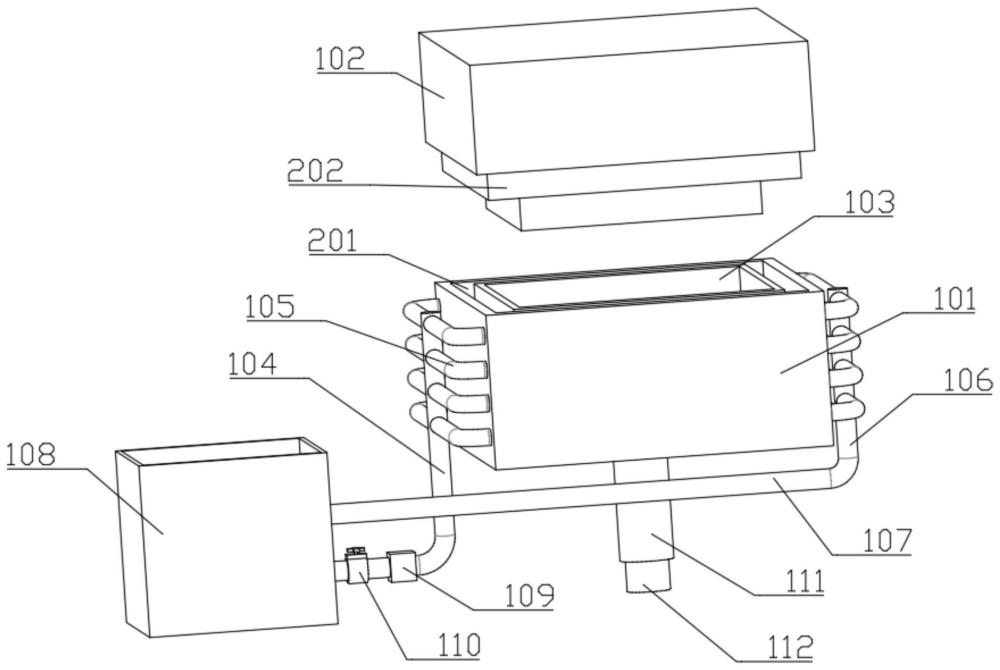
2、为实现上述目的,本实用新型提供了一种汽车格栅饰条注塑模具,包括静模、动模、成形腔和快速下料机构,所述快速下料机构包括冷却组件和抬升组件,所述冷却组件包括多个冷却管、进水管、水泵和出水管,所述抬升组件包括推板、安装筒、移动架和驱动套件,所述动模位于所述静模的上方,所述成形腔设置于所述静模上,多个所述冷却管与所述静模固定连接,并相连通,所述进水管与多个所述冷却管固定连接,并相连通,且位于所述静模的一侧,所述水泵与所述进水管固定连接,所述出水管与多个所述冷却管固定连接,并相连通,且位于所述静模的另一侧,所述安装筒与所述静模固定连接,并位于所述静模的下方,所述驱动套件设置于所述安装筒内,所述移动架设置于所述驱动套件上,所述推板与所述移动架固定连接,并位于所述成形腔内。
3、其中,所述冷却组件还包括冷却箱、降温器和输水管,所述冷却箱与所述进水管远离多个所述冷却管的一端固定连接,并相连通,所述降温器与所述冷却箱固定连接,所述输水管的两端分别与所述出水管和所述冷却箱固定连接,并相连通。
4、其中,所述冷却组件还包括阀门,所述阀门与所述进水管固定连接,并位于所述水泵和所述冷却箱之间。
5、其中,所述驱动套件包括电机和丝杆,所述电机与所述安装筒固定连接,并位于所述安装筒外侧壁,所述丝杆与所述电机固定连接,并延伸至所述安装筒内,所述移动架与所述丝杆螺纹连接。
6、其中,所述汽车格栅饰条注塑模具还包括密封机构,所述密封机构设置于所述动模和所述静模之间。
7、其中,所述密封机构包括密封条和密封槽,所述密封条与所述动模固定连接,所述密封槽设置于所述静模上,所述密封条与所述静模滑动连接。
8、本实用新型的一种汽车格栅饰条注塑模具,所述动模位于所述静模的上方,所述成形腔设置于所述静模上,多个所述冷却管与所述静模固定连接,并相连通,所述进水管与多个所述冷却管固定连接,并相连通,且位于所述静模的一侧,所述水泵与所述进水管固定连接,所述出水管与多个所述冷却管固定连接,并相连通,且位于所述静模的另一侧,所述安装筒与所述静模固定连接,并位于所述静模的下方,所述驱动套件设置于所述安装筒内,所述移动架设置于所述驱动套件上,所述推板与所述移动架固定连接,并位于所述成形腔内,格栅注塑完成后,启动所述水泵,所述水泵将水通过所述进水管输送到多个所述冷却管中,多个所述冷却管位于所述成形腔的外围,多个所述冷却管中流动的水源对格栅进行快速降温,降低到适当温度后,启动所述驱动套件,所述驱动套件控制所述移动架上移,所述推板缓慢上移将格栅顶出所述静模,从而将格栅快速取出,提高了格栅的生产效率。
技术特征:
1.一种汽车格栅饰条注塑模具,包括静模、动模和成形腔,所述动模位于所述静模的上方,所述成形腔设置于所述静模上,其特征在于,
2.如权利要求1所述的汽车格栅饰条注塑模具,其特征在于,
3.如权利要求2所述的汽车格栅饰条注塑模具,其特征在于,
4.如权利要求1所述的汽车格栅饰条注塑模具,其特征在于,
5.如权利要求1所述的汽车格栅饰条注塑模具,其特征在于,
6.如权利要求5所述的汽车格栅饰条注塑模具,其特征在于,
技术总结
本技术涉及汽车格栅饰条加工技术领域,具体涉及一种汽车格栅饰条注塑模具,包括静模、动模、成形腔和快速下料机构,快速下料机构包括冷却组件和抬升组件,冷却组件包括多个冷却管、进水管、水泵和出水管,抬升组件包括推板、安装筒、移动架和驱动套件,成形腔设置于静模上,多个冷却管与静模固定连接,进水管与多个冷却管固定连接,水泵与进水管固定连接,出水管与多个冷却管固定连接,安装筒与静模固定连接,并位于静模的下方,驱动套件设置于安装筒内,移动架设置于驱动套件上,推板与移动架固定连接,通过冷却机构将格栅快速冷却,再控制抬升组件将格栅顶出静模,从而将格栅快速取下,提高了格栅的生产效率。
技术研发人员:朱晓华,卞胜清,庞士兵
受保护的技术使用者:重庆北汽模塑科技有限公司
技术研发日:20240312
技术公布日:2024/11/7
- 还没有人留言评论。精彩留言会获得点赞!