矫正系统及应用其的成型模具的制作方法
本技术涉及模具领域,特别涉及一种矫正系统及应用其的成型模具。
背景技术:
1、目前,在针对于带磁铁的塑料零部件的成型过程中,主要通过模具对此类零部件进行成型。在加工的过程中,通常是通过人工将磁铁带至模具的型腔,并通过模具将磁铁埋入于塑料件内。然而,人工放入在放入磁铁时容易发生放置不到位的问题,此种情况下不仅容易压坏模具,而且容易导致产品磁场错乱。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种矫正系统,能够对磁铁和型腔之间进行校正。
2、本实用新型还提出一种具有上述矫正系统的成型模具。
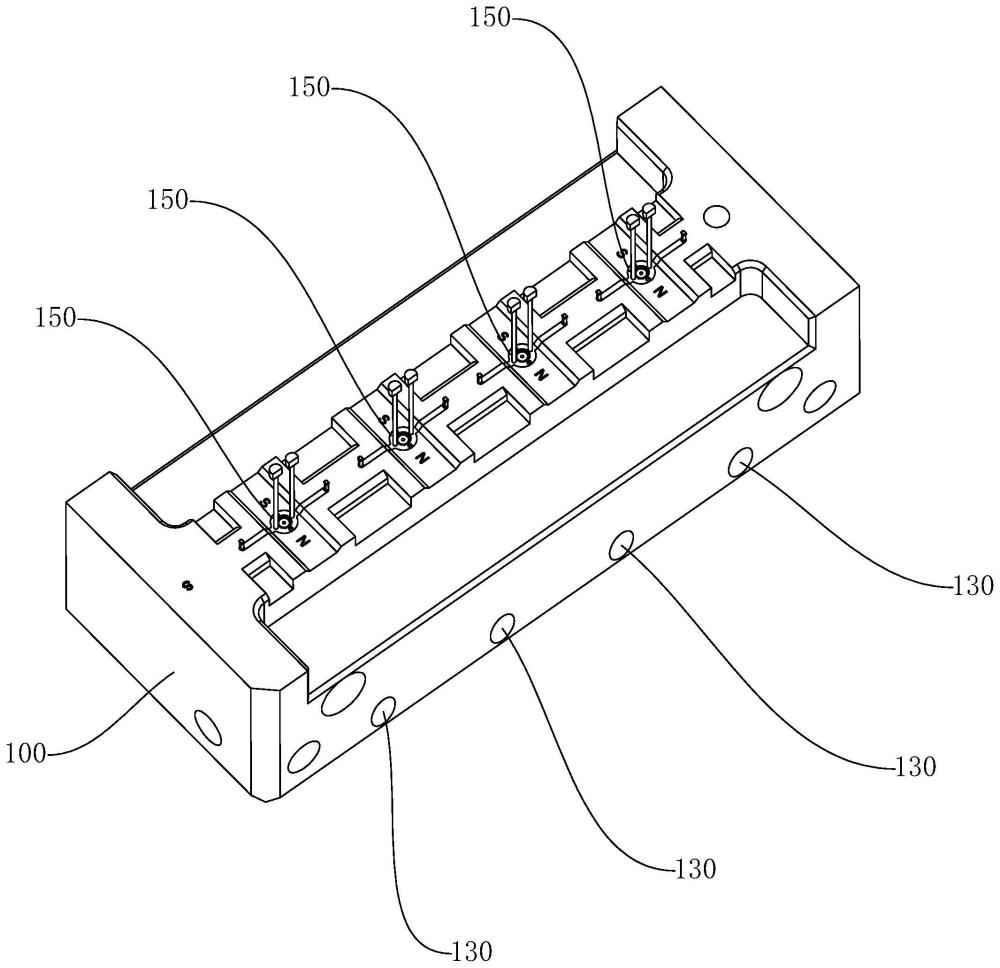
3、根据本实用新型的第一方面实施例的矫正系统,包括:定模座、磁吸件和动模座,所述定模座设置有型腔,所述型腔用于放置工件;磁吸件设置于所述定模座,所述磁吸件为多个,各个所述磁吸件环绕分布所述型腔的旁侧并能够对所述型腔处施加定向磁场;动模座活动连接于所述定模座,所述动模座能够运动靠近所述定模座并覆盖于所述型腔,所述动模座能够运动远离所述定模座。
4、根据本实用新型实施例的矫正系统,至少具有如下有益效果:磁吸件将会在型腔的周围形成定向的磁场,由此,通过人工或者机械手将磁铁工件放置于型腔内之后,具有磁性的工件便会在磁场的作用下发生偏移。因此,便可以通过对磁吸件的朝向等状态进行预设,从而确定工件被磁场所引导的运动轨迹,进而得以直接、有效地通过磁吸件所形成的磁场对工件和型腔之间进行自动地引导,以便于工件能够在放置入型腔后自动地实现和型腔之间的校正效果,并避免发生因工件错位而导致的模具和工件损坏的问题。
5、根据本实用新型的一些实施例,所述磁吸件为两个,两个所述磁吸件对称分布于所述型腔的两侧,两个所述磁吸件的磁极朝向相反。
6、根据本实用新型的一些实施例,所述定模座的两侧均设置有安装孔,所述安装孔由所述定模座的外侧壁延伸至所述型腔处,所述磁吸件安装于所述安装孔内。
7、根据本实用新型的一些实施例,所述型腔设置于所述定模座的顶端中部,所述安装孔由所述定模座的底端外侧部倾斜延伸至所述定模座的顶端中部。
8、根据本实用新型的一些实施例,所述定模座设置有落料孔,所述型腔与所述落料孔连通,各个所述磁吸件环绕所述落料孔分布。
9、根据本实用新型的一些实施例,所述定模座的顶部设置有定位斜面,所述型腔设置于所述定位斜面的底部。
10、根据本实用新型的一些实施例,所述定模座具有多个所述型腔,每个所述型腔的旁侧均分布有多个所述磁吸件,各个所述型腔所对应的磁吸件具有相同的数量和分布方式。
11、根据本实用新型的一些实施例,各个所述型腔之间的距离相等。
12、根据本实用新型的一些实施例,各个所述型腔沿同一直线方向排列于所述定模座的中部,位于所述型腔同一侧的各个所述磁吸件具有相同的磁极方向。
13、根据本实用新型第二方面实施例的成型模具,包括根据本实用新型上述第一方面实施例的矫正系统。
14、根据本实用新型实施例的成型模具,至少具有如下有益效果:磁吸件将会在型腔的周围形成定向的磁场,由此,通过人工或者机械手将磁铁工件放置于型腔内之后,具有磁性的工件便会在磁场的作用下发生偏移。因此,便可以通过对磁吸件的朝向等状态进行预设,从而确定工件被磁场所引导的运动轨迹,进而得以直接、有效地通过磁吸件所形成的磁场对工件和型腔之间进行自动地引导,以便于工件能够在放置入型腔后自动地实现和型腔之间的校正效果,并避免发生因工件错位而导致的模具和工件损坏的问题。
15、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种矫正系统,其特征在于,包括:
2.如权利要求1所述的矫正系统,其特征在于:
3.如权利要求2所述的矫正系统,其特征在于:
4.如权利要求3所述的矫正系统,其特征在于:
5.如权利要求4所述的矫正系统,其特征在于:
6.如权利要求4所述的矫正系统,其特征在于:
7.如权利要求1所述的矫正系统,其特征在于:
8.如权利要求7所述的矫正系统,其特征在于:
9.如权利要求7所述的矫正系统,其特征在于:
10.一种成型模具,其特征在于,包括权利要求1至9任一项所述的矫正系统。
技术总结
本技术公开了一种矫正系统及应用其的成型模具,其包括:定模座、磁吸件和动模座,所述定模座设置有型腔,所述型腔用于放置工件;磁吸件设置于所述定模座,所述磁吸件为多个,各个所述磁吸件环绕分布所述型腔的旁侧并能够对所述型腔处施加定向磁场;动模座活动连接于所述定模座,所述动模座能够运动靠近所述定模座并覆盖于所述型腔,所述动模座能够运动远离所述定模座。磁吸件可以直接、有效地通过磁吸件所形成的磁场对工件和型腔之间进行自动地引导,以便于工件能够在放置入型腔后自动地实现和型腔之间的校正效果,并避免发生因工件错位而导致的模具和工件损坏的问题。
技术研发人员:王一波
受保护的技术使用者:中山立佳欣塑胶制品有限公司
技术研发日:20240312
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!