滑块内斜顶脱模机构的制作方法
本技术涉及成型模具,尤其涉及成型模具中滑块内斜顶脱模机构。
背景技术:
1、随着时代的飞速发展,科学技术的提升,汽车内饰件产品结构种类日新月异,更加的多样化、结构化、产品结构也越来越复杂。同样也推进着模具结构的不断创新,对应模具结构也越来越复杂,产品质量的合格与模具结构的合理性有直接性挂钩。
2、常规的滑块抽芯结构只能解决简单的无遮挡的产品倒扣结构,当产品存在小于90°的水平倒扣结构时,常规采用多套模具,分批成型方式进行,无法实现倒扣结构一次成型的要求。
技术实现思路
1、本实用新型针对以上问题,提供了一种结构紧凑合理,一次实现倒扣结构成型的滑块内斜顶脱模机构。
2、本实用新型的技术方案是:
3、滑块内斜顶脱模机构,包括:
4、后模仁,固定设置在底座上,其顶面设有与胚料适配的成型部一;
5、前模仁,位于所述后模仁的上方,与a板的底面固定连接;所述前模仁的底面设有与与胚料适配的成型部二;
6、斜顶座,水平滑动设置在所述后模仁的侧部;所述斜顶座的顶部设有向后模仁方向向下倾斜的斜面;
7、斜顶,设有用于胚料侧部成型的成型部三;所述斜顶倾斜滑动设置在斜顶座的斜面上。
8、具体的,所述斜顶的顶部设有倒扣角。
9、具体的,所述底座上设有水平滑动设置的滑块座;
10、所述滑块座通过滑块弹簧与后模仁的侧部连接;通过斜顶弹簧与所述斜顶连接。
11、具体的,所述斜顶的侧部设有可调节固定设置的限位螺钉一;
12、所述滑块座上设有与斜顶下滑方向适配的滑道孔一;所述限位螺钉一在滑道孔一内倾斜滑动。
13、具体的,所述斜顶座的侧部设有可调节固定设置的限位螺钉二;
14、所述滑块座上设有与限位螺钉二适配的滑道孔二;所述限位螺钉二在滑道孔二内水平滑动。
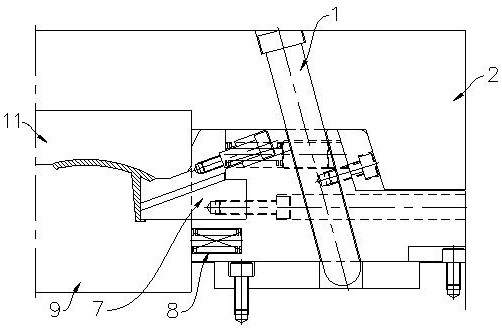
15、具体的,所述a板上设有向下倾斜设置的斜导柱;
16、所述滑块座上设有与斜导柱适配的斜导向孔。
17、具体的,所述底座上设有限位螺丝;
18、所述滑块座的底部设有与限位螺丝适配的限位槽。
19、本实用新型包括围成成型腔的后模仁、前模仁和斜顶;斜顶的前端顶部设有倒扣结构(本案所说的成型部三);通过斜顶向下、后退动作,实现小于90°水平倒扣产品模具的脱模。即a板带斜导柱向上运动,滑块弹簧和斜顶弹簧同时开始弹开,此时滑块座带动斜顶座向后移动,斜顶开始在斜顶座燕尾槽的作用力下开始向下运动,脱离扣位,当限位螺钉到达止动面时,斜顶完成向下脱倒扣动作。
技术特征:
1.滑块内斜顶脱模机构,其特征在于,包括:
2.根据权利要求1所述的滑块内斜顶脱模机构,其特征在于,所述斜顶(10)的顶部设有倒扣角。
3.根据权利要求1所述的滑块内斜顶脱模机构,其特征在于,所述底座上设有水平滑动设置的滑块座(4);
4.根据权利要求3所述的滑块内斜顶脱模机构,其特征在于,所述斜顶(10)的侧部设有可调节固定设置的限位螺钉一(6);
5.根据权利要求3所述的滑块内斜顶脱模机构,其特征在于,所述斜顶座(7)的侧部设有可调节固定设置的限位螺钉二;
6.根据权利要求3所述的滑块内斜顶脱模机构,其特征在于,所述a板上设有向下倾斜设置的斜导柱(1);
7.根据权利要求3所述的滑块内斜顶脱模机构,其特征在于,所述底座上设有限位螺丝(5);
技术总结
滑块内斜顶脱模机构,涉及成型模具。包括:后模仁,固定设置在底座上,其顶面设有与胚料适配的成型部一;前模仁,位于所述后模仁的上方,与A板的底面固定连接;所述前模仁的底面设有与与胚料适配的成型部二;斜顶座,水平滑动设置在所述后模仁的侧部;所述斜顶座的顶部设有向后模仁方向向下倾斜的斜面;斜顶,设有用于胚料侧部成型的成型部三;所述斜顶倾斜滑动设置在斜顶座的斜面上。本技术包括围成成型腔的后模仁、前模仁和斜顶;斜顶的前端顶部设有倒扣结构(本案所说的成型部三);通过斜顶向下、后退动作,实现小于90°水平倒扣产品模具的脱模。
技术研发人员:侯晨
受保护的技术使用者:扬州恒生精密模具有限公司
技术研发日:20240409
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!