一种胶体注塑模具的制作方法
本技术涉及注塑模具,具体为一种胶体注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、目前存在一种胶体,胶体包括壳体,壳体的两端分别开设有连接槽和安装槽,安装槽与所述连接槽相连通,连接槽内壁的两侧均开设有多个引脚槽。
3、胶体包括壳体连接槽内壁的引脚槽数量不同,一般情况下,传统注塑模具的模仁采用相对仿形的结构,引脚槽数量变化时,需要更换相匹配的一套仿形模具进行注塑成型,致使模具的适用加工情况的范围小。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种胶体注塑模具,解决了上述背景中提到的问题。
2、本实用新型提供如下技术方案:一种胶体注塑模具,包括:用于胶体成型的注塑模具;
3、所述胶体包括壳体,所述壳体的两端分别开设有连接槽和安装槽,且所述安装槽与所述连接槽相连通,所述连接槽内壁的两侧均开设有多个引脚槽;
4、所述注塑模具包括开合位移的第一模座和第二模座,所述第一模座上设有第一模仁,所述第一模仁上设置有多个第一注塑工位,所述第二模座上设有第二模仁,所述第二模仁上设置有多个第二注塑工位,所述第一注塑工位与第二注塑工位之间形成注塑腔,所述第一模座上安装有注塑组件;
5、所述第一注塑工位包括第一安装块、第二安装块和内槽成型组件,所述第一安装块和第二安装块均安装在第一模仁的内部,且内槽成型组件安装至第一安装块和第二安装块均之间;
6、所述第二注塑工位包括两个外壁成型组件和槽口成型组件,两个外壁成型组件和槽口成型组件均安装在第二模仁的内部,且槽口成型组件设置在第两个外壁成型组件之间。
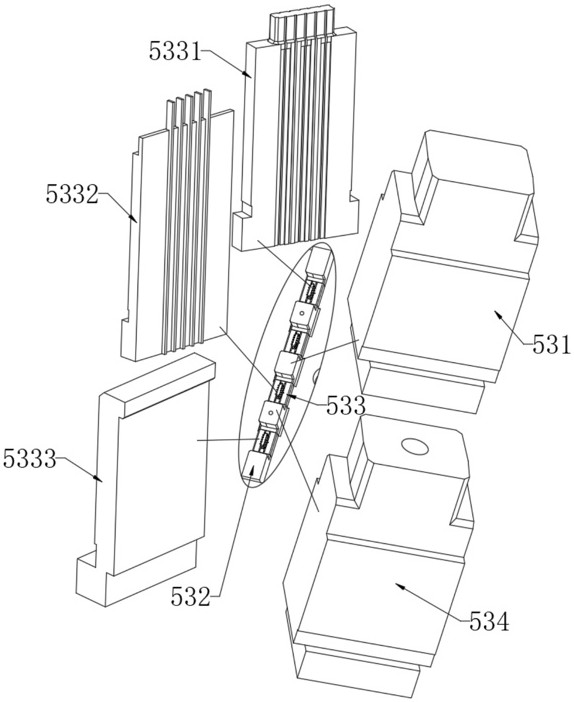
7、优选的,所述内槽成型组件包括第一定位柱、两个安装柱和多个内槽成型柱,所述第一定位柱、两个安装柱和多个内槽成型柱均安装在第一模仁的内部,多个所述内槽成型柱分为两组分别设置在第一定位柱的两侧,两个相邻所述内槽成型柱之间设置有分隔柱,所述安装柱安装在端部成型柱远离第一定位柱的一侧。
8、优选的,所述内槽成型柱包括连接柱,所述连接柱的两侧安装有引脚槽成型柱,且引脚槽成型柱的表面连接有固定柱。
9、优选的,所述外壁成型组件包括安装座和安装板,所述安装板的表面开设有多个凹槽,且凹槽的内壁安装有外壁成型块,所述安装板安装在安装座的表面,所述安装座安装在第二模仁上。
10、优选的,所述槽口成型组件包括第二定位柱、两个限位柱和多个成型座,第二定位柱安装在第二模仁的内部,多个所述成型座分为两组分别设置在第二定位柱的两侧,每个所述成型座的内壁均安装有槽口成型柱,两个相邻所述成型座之间设置有导流块,所述限位柱安装在成型座远离第一定位柱的一侧。
11、优选的,所述成型座的表面连接有导流道,且导流道与成型座的内壁相连通。
12、优选的,所述注塑组件包括注塑管,所述第一模座的顶部开设有注塑口,所述注塑管安装在注塑口的内壁,且注塑管的底端延伸至第一模仁的内部。
13、与现有技术对比,本实用新型具备以下有益效果:
14、该胶体注塑模具,通过设置第一注塑工位和第二注塑工位,采用第一安装块、第二安装块和内槽成型组件组装至第一模仁内,同时选择对应外壁成型组件和槽口成型组件组装至第二模仁内,在需要加工不同数量引脚槽时,替换连接柱、引脚槽成型柱和槽口成型柱,满足不同数量引脚槽的壳体,实现接外壳的引脚槽不同数量灵活加工,降低组装配合需求,可适应不同加工情况,不同更换整套仿形注塑模具,提高模具的适用范围。
技术特征:
1.一种胶体注塑模具,其特征在于,包括:用于胶体成型的注塑模具;
2.根据权利要求1所述的一种胶体注塑模具,其特征在于,所述内槽成型组件(53)包括第一定位柱(531)、两个安装柱(532)和多个内槽成型柱(533),所述第一定位柱(531)、两个安装柱(532)和多个内槽成型柱(533)均安装在第一模仁(4)的内部,多个所述内槽成型柱(533)分为两组分别设置在第一定位柱(531)的两侧,两个相邻所述内槽成型柱(533)之间设置有分隔柱(534),所述安装柱(532)安装在端部成型柱远离第一定位柱(531)的一侧。
3.根据权利要求2所述的一种胶体注塑模具,其特征在于,所述内槽成型柱(533)包括连接柱(5331),所述连接柱(5331)的两侧安装有引脚槽成型柱(5332),且引脚槽成型柱(5332)的表面连接有固定柱(5333)。
4.根据权利要求1所述的一种胶体注塑模具,其特征在于,所述外壁成型组件(71)包括安装座(711)和安装板(712),所述安装板(712)的表面开设有多个凹槽,且凹槽的内壁安装有外壁成型块(713),所述安装板(712)安装在安装座(711)的表面,所述安装座(711)安装在第二模仁(6)上。
5.根据权利要求4所述的一种胶体注塑模具,其特征在于,所述槽口成型组件(72)包括第二定位柱(721)、两个限位柱(722)和多个成型座(723),第二定位柱(721)安装在第二模仁(6)的内部,多个所述成型座(723)分为两组分别设置在第二定位柱(721)的两侧,每个所述成型座(723)的内壁均安装有槽口成型柱(724),两个相邻所述成型座(723)之间设置有导流块(10),所述限位柱(722)安装在成型座(723)远离第一定位柱(531)的一侧。
6.根据权利要求5所述的一种胶体注塑模具,其特征在于,所述成型座(723)的表面连接有导流道(9),且导流道(9)与成型座(723)的内壁相连通。
7.根据权利要求1所述的一种胶体注塑模具,其特征在于,所述注塑组件(8)包括注塑管(81),所述第一模座(2)的顶部开设有注塑口(82),所述注塑管(81)安装在注塑口(82)的内壁,且注塑管(81)的底端延伸至第一模仁(4)的内部。
技术总结
本技术涉及注塑模具技术领域,且公开了一种胶体注塑模具,用于胶体成型的注塑模具;所述胶体包括壳体,所述壳体的两端分别开设有连接槽和安装槽,且所述安装槽与所述连接槽相连通,所述连接槽内壁的两侧均开设有多个引脚槽。该胶体注塑模具,通过设置第一注塑工位和第二注塑工位,采用第一安装块、第二安装块和内槽成型组件组装至第一模仁内,同时选择对应外壁成型组件和槽口成型组件组装至第二模仁内,在需要加工不同数量引脚槽时,替换连接柱、引脚槽成型柱和槽口成型柱,满足不同数量引脚槽的壳体,实现接外壳的引脚槽不同数量灵活加工,降低组装配合需求,可适应不同加工情况,不同更换整套仿形注塑模具,提高模具的适用范围。
技术研发人员:邓庆标,董俊,汪园
受保护的技术使用者:昆山道功精密模具有限公司
技术研发日:20240410
技术公布日:2024/12/23
- 还没有人留言评论。精彩留言会获得点赞!