一种高速3D打印的大口径喷头的制作方法
本技术涉及3d打印,特别是一种高速3d打印的大口径喷头。
背景技术:
1、3d打印也叫增材制造,通过连续的物理层叠加,逐层增加材料来生产三维实体,3d打印属于快速成型技术的一种,3d打印机又称三维打印机(3dp),即快速成形技术的一种机器,现阶段三维打印机被用来制造产品。
2、随着医疗行业对医用器械的需求越来越高,而3d打印技术的发展也为医疗行业提供了一个全新的解决方案。然而,现阶段的3d打印机都以高精度、小喷头的方向发展,目前市场上的3d打印机器大多数只能制作小型医疗器械,如植入物、模型等。而对于大型医疗器械,如人体骨骼、假肢等康复支具,小喷头3d打印机的打印速度,打印及时性上有很大的缺陷,而采用现有打印头增加尺寸的方式,在打印过程中停顿/回抽等操作时,无法保证材料不泄露,可能出现停顿后卡料、以及出料不均匀等情况,对于这些问题,目前还没有一个高效、精准的解决方案。
技术实现思路
1、本实用新型的目的在于:提出一种高速3d打印的大口径喷头,通过在出口腔内部设置阻流棒,实现阻流与分流作用,解决打印头漏料与出料不均的问题,通过阻流棒对出口腔内部的材料均匀加热,在停顿操作之后,保证材料不会固化,堵塞出料口。
2、本实用新型采用的技术方案如下:
3、本实用新型是一种高速3d打印的大口径喷头,包括材料导向导热管,所述材料导向导热管内具有材料流通的通道、以及靠近材料出口的出口腔,并且出口腔的口径大于通道的直径,所述出口腔内径向设置有多个阻流棒,还包括有加热套,所述加热套套设在材料导向导热管外壁,将材料导向导热管整体包裹住,传递热量给材料导向导热管。
4、进一步的,多个阻流棒在出口腔的径向和轴向均匀交错分布。
5、进一步的,所述阻流棒的一端沿材料流动方向垂直插入出口腔内,所述阻流棒的一端位于材料导向导热管外壁,并设置有凸起。
6、进一步的,所述阻流棒的凸起表面平整,并与加热套内壁紧贴,通过加热套向阻流棒传递热量。
7、进一步的,所述出口腔为中部大、两端小口径小的腔体,并且其两端的口径均大于通道的直径。
8、进一步的,所述出口腔的出料口口径为4mm~10mm。
9、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
10、1、本实用新型是一种高速3d打印的大口径喷头,通过加热套对导热导向管内的材料加热,保证材料维持粘稠状液态,并且,在出口腔内部设置阻流棒,通过加热套向阻流棒传递热量,使得阻流棒对出口腔内部的材料均匀加热,在停顿操作之后,保证材料不会固化,堵塞出料口;而阻流棒还可以实现阻流和分流作用,使大口径打印头出口腔出料口区域均布材料,增加材料通过阻力,解决打印头漏料与出料不均的问题。
技术特征:
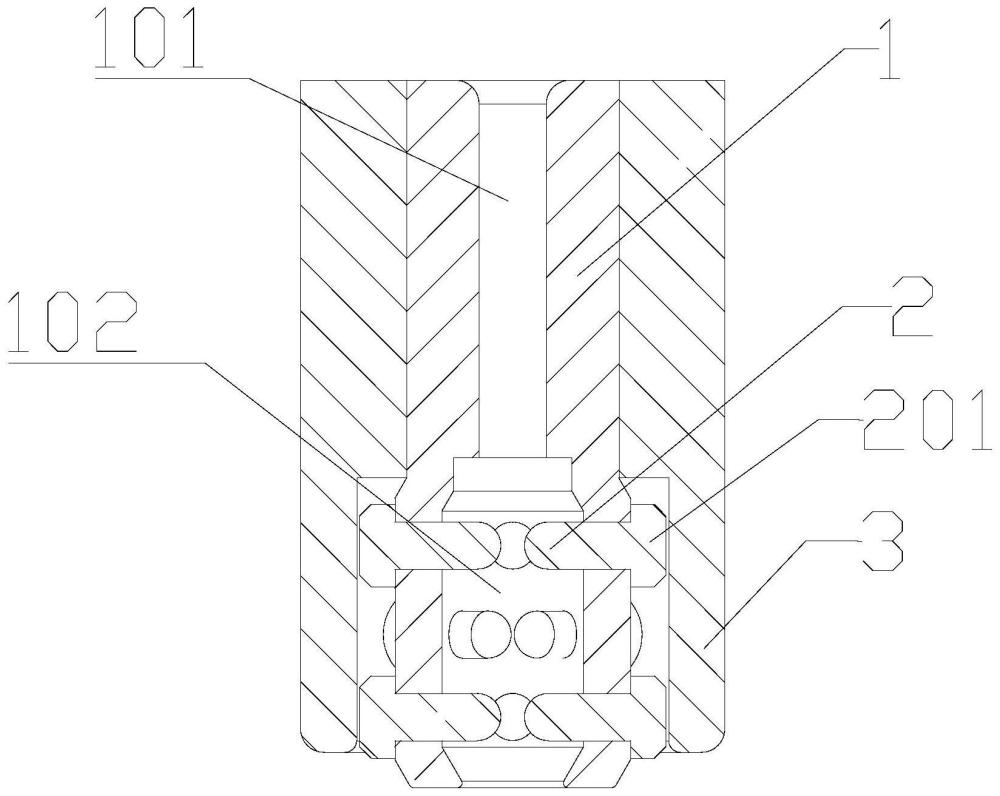
1.一种高速3d打印的大口径喷头,包括材料导向导热管(1),其特征在于:所述材料导向导热管(1)内具有材料流通的通道(101)、以及靠近材料出口的出口腔(102),并且出口腔(102)的口径大于通道(101)的直径,所述出口腔(102)内径向设置有多个阻流棒(2),还包括有加热套(3),所述加热套(3)套设在材料导向导热管(1)外壁,将材料导向导热管(1)整体包裹住,传递热量给材料导向导热管(1)。
2.根据权利要求1所述的一种高速3d打印的大口径喷头,其特征在于:多个阻流棒(2)在出口腔(102)的径向和轴向均匀交错分布。
3.根据权利要求1所述的一种高速3d打印的大口径喷头,其特征在于:所述阻流棒(2)的一端沿材料流动方向垂直插入出口腔(102)内,所述阻流棒(2)的一端位于材料导向导热管(1)外壁,并设置有凸起(201)。
4.根据权利要求3所述的一种高速3d打印的大口径喷头,其特征在于:所述阻流棒(2)的凸起(201)表面平整,并与加热套(3)内壁紧贴,通过加热套(3)向阻流棒(2)传递热量。
5.根据权利要求1所述的一种高速3d打印的大口径喷头,其特征在于:所述出口腔(102)为中部大、两端小口径小的腔体,并且其两端的口径均大于通道(101)的直径。
6.根据权利要求5所述的一种高速3d打印的大口径喷头,其特征在于:所述出口腔(102)的出料口口径为4mm~10mm。
技术总结
本技术公开了一种高速3D打印的大口径喷头,涉及3D打印技术领域,包括材料导向导热管,所述材料导向导热管内具有材料流通的通道、以及靠近材料出口的出口腔,并且出口腔的口径大于通道的直径,所述出口腔内径向设置有多个阻流棒,还包括有加热套,所述加热套套设在材料导向导热管外壁,将材料导向导热管整体包裹住,传递热量给材料导向导热管。本技术的大口径打印喷头出料均匀,在回抽与停顿后操作后,大口径打印喷头不会堵塞卡料,能够快速打印。
技术研发人员:吴文韬
受保护的技术使用者:成都精创浩达医疗科技有限公司
技术研发日:20240514
技术公布日:2024/12/26
- 还没有人留言评论。精彩留言会获得点赞!