一种密封圈成型装置的制作方法
本技术涉及注塑领域,特别是涉及一种密封圈成型装置。
背景技术:
1、目前,产品浇口经注塑成型后,产品和水口料的浇口将连接在一起,需要人工切除水口料。目前市场上大部分塑胶成型的模具都需要进行第二次加工来切断水口料与注塑件。而在加工密封圈时,由于密封圈为圆形且外径较小。人工切除水口料时需要伸进密封圈内部。受限于密封圈体积,剪切浇口时操作空间较小,难免会划害产品表面,水口料去除较困难,且浇口去除后痕迹比较明显。
技术实现思路
1、本实用新型的目的在于提供一种密封圈成型装置,以解决上述背景技术中提出的问题。
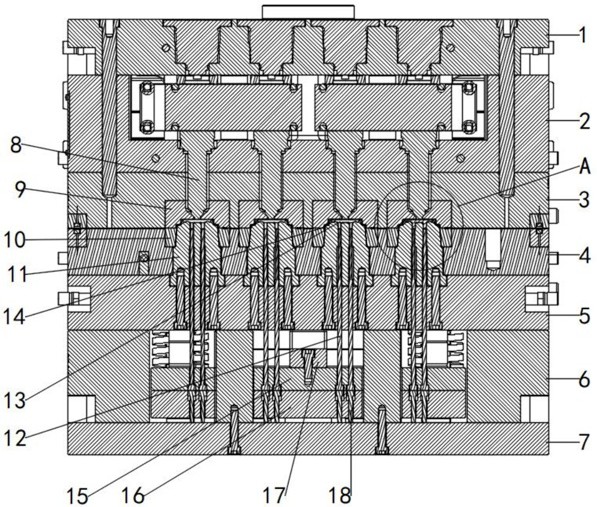
2、为实现上述目的,本实用新型采用如下技术方案:一种密封圈成型装置,包括:a板、推板、b板、顶针板、下固定板、前模仁、后模仁、第一导柱、延时顶针,所述a板、推板、b板、顶针板与下固定板沿直线依次设置,所述前模仁嵌设于a板,所述后模仁下端设置于b板,所述后模仁上端贯穿推板,所述推板与顶针板通过第一导柱连接,所述第一导柱贯穿b板,所述顶针板设有滑槽与第一通孔,所述滑槽设置于顶针板内部,所述滑槽与第一通孔同轴设置,所述延时顶针贯穿设置于第一通孔,所述延时顶针设有凸起结构,所述凸起结构沿开模方向滑动设置于滑槽内部,所述延时顶针上端依次贯穿第一通孔、b板与后模仁,所述前模仁设有型腔,所述后模仁设有型芯,所述型芯沿开模方向投影于型腔中心位置,所述型芯设有冷流道、浇口与成型面,所述冷流道、浇口与成型面沿型芯的半径方向依次设置,所述冷流道设置于型芯顶面的中心位置,所述浇口对称设置于型芯内部,所述成型面环绕型芯中心线设置,所述延时顶针沿开模方向投影于冷流道中部;开模时,所述凸起结构由滑槽下端移动至滑槽上端。
3、优选地,还包括推板镶件,所述推板镶件设置于推板,所述后模仁贯穿设置于推板镶件的中心位置,所述推板镶件沿开模方向投影于前模仁上的投影与型腔边缘部位相交。
4、优选地,所述延时顶针包括长顶针与短顶针,所述长顶针下端与短顶针上端抵接,所述长顶针上端与短顶针下端分别贯穿第一通孔上下两端,所述长顶针下端与短顶针上端均设有凸块,所述凸块沿开模方向滑动设置于滑槽内部;合模时,短顶针下端与下固定板抵触。
5、优选地,所述推板镶件中心位置开设有供后模仁贯穿的第二通孔,所述第二通孔的直径沿朝向前模仁的方向逐渐缩小。
6、优选地,合模时,所述长顶针上端设置于冷流道下方,所述型芯设有供延时顶针贯穿的第二通孔,所述长顶针上端设置于第二通孔内部。在合模时,第二通孔顶部将起到冷料井的作用。
7、优选地,所述顶针板包括顶针面板与顶针底板,所述顶针面板可拆卸设置于顶针底板顶面,所述顶针面板底面与顶针底板顶面分别开设有第一凹槽与第二凹槽,所述第一凹槽与第二凹槽连接形成滑槽。
8、优选地,所述浇口远离冷流道的一端连接于成型面上端,所述浇口远离冷流道的一端倾斜向下设置,所述浇口朝向远离冷流道的方向逐渐缩小。
9、优选地,还包括弹性元件,所述弹性元件套设置于第一导柱,所述弹性元件两端分别抵触b板与顶针板。
10、优选地,还包括上固定板、热流道板与针阀式热喷嘴,上固定板、热流道板、a板、推板、b板、顶针板与下固定板沿直线依次设置,所述针阀式热喷嘴上端设置于热流道板内部,所述针阀式热喷嘴下端设置于前模仁内部,所述针阀式热喷嘴与型腔连通。
11、优选地,还包括加热棒,所述加热棒设置于前模仁与后模仁内部。
12、优选地,所述延时顶针包括顶针本体与凸块,所述凸块为圆柱体结构,所述凸块中心位置开设有螺纹孔,所述顶针本体下端设有外螺纹,所述凸块螺纹连接于顶针本体下端。
13、本实用新型的工作原理为:顶出产品时,顶针面板与顶针底板一同上升。由于推板与顶针板固定连接在一起,两者将同步运动。由于凸起结构可以在滑槽内部滑动,当顶针面板与顶针底板上升时,凸起结构将相对于顶针面板与顶针底板下降。此时顶针面板与顶针底板上升运动且延时顶针与后模仁均静止不动。推板上升时推板镶件将上升,推板镶件将推动注塑件上升,注塑件与后模仁的水口料将自动断开。
14、当凸起结构下降至滑槽下端时,顶针面板与顶针底板将带动凸起结构与延时顶针上升。顶针面板与顶针底板带动推板与延时顶针上升,顶针上升埃及那个后模仁内的水口料顶出。
15、本实用新型的有益效果为:开模动作时推板先上升且顶针不动,断开注塑件与浇口。随后推板与顶针同步上升,顶针将成型固化后的水口料由后模仁内顶出,顶出注塑件与水口料,且注塑件与水口料将自动断开。
技术特征:
1.一种密封圈成型装置,其特征在于:包括:a板、推板、b板、顶针板、下固定板、前模仁、后模仁、第一导柱、延时顶针,所述a板、推板、b板、顶针板与下固定板沿直线依次设置,所述前模仁嵌设于a板,所述后模仁下端设置于b板,所述后模仁上端贯穿推板,所述推板与顶针板通过第一导柱连接,所述第一导柱贯穿b板,所述顶针板设有滑槽与第一通孔,所述滑槽设置于顶针板内部,所述滑槽与第一通孔同轴设置,所述延时顶针贯穿设置于第一通孔,所述延时顶针设有凸起结构,所述凸起结构沿开模方向滑动设置于滑槽内部,所述延时顶针上端依次贯穿第一通孔、b板与后模仁,所述前模仁设有型腔,所述后模仁设有型芯,所述型芯沿开模方向投影于型腔中心位置,所述型芯设有冷流道、浇口与成型面,所述冷流道、浇口与成型面沿型芯的半径方向依次设置,所述冷流道设置于型芯顶面的中心位置,所述浇口对称设置于型芯内部,所述成型面环绕型芯中心线设置,所述延时顶针沿开模方向投影于冷流道中部;开模时,所述凸起结构由滑槽下端移动至滑槽上端。
2.根据权利要求1所述密封圈成型装置,其特征在于:还包括推板镶件,所述推板镶件设置于推板,所述后模仁贯穿设置于推板镶件的中心位置,所述推板镶件沿开模方向投影于前模仁上的投影与型腔边缘部位相交。
3.根据权利要求1所述密封圈成型装置,其特征在于:所述延时顶针包括长顶针与短顶针,所述长顶针下端与短顶针上端抵接,所述长顶针上端与短顶针下端分别贯穿第一通孔上下两端,所述长顶针下端与短顶针上端均设有凸块,所述凸块沿开模方向滑动设置于滑槽内部;合模时,短顶针下端与下固定板抵触。
4.根据权利要求2所述密封圈成型装置,其特征在于:所述推板镶件中心位置开设有供后模仁贯穿的第二通孔,所述第二通孔的直径沿朝向前模仁的方向逐渐缩小。
5.根据权利要求3所述密封圈成型装置,其特征在于:合模时,所述长顶针上端设置于冷流道下方。
6.根据权利要求1所述密封圈成型装置,其特征在于:所述顶针板包括顶针面板与顶针底板,所述顶针面板可拆卸设置于顶针底板顶面,所述顶针面板底面与顶针底板顶面分别开设有第一凹槽与第二凹槽,所述第一凹槽与第二凹槽连接形成滑槽。
7.根据权利要求1所述密封圈成型装置,其特征在于:所述浇口远离冷流道的一端连接于成型面上端,所述浇口远离冷流道的一端倾斜向下设置,所述浇口朝向远离冷流道的方向逐渐缩小。
8.根据权利要求1所述密封圈成型装置,其特征在于:还包括弹性元件,所述弹性元件套设置于第一导柱,所述弹性元件两端分别抵触b板与顶针板。
9.根据权利要求1所述密封圈成型装置,其特征在于:还包括上固定板、热流道板与针阀式热喷嘴,上固定板、热流道板、a板、推板、b板、顶针板与下固定板沿直线依次设置,所述针阀式热喷嘴上端设置于热流道板内部,所述针阀式热喷嘴下端设置于前模仁内部,所述针阀式热喷嘴与型腔连通。
10.根据权利要求9所述密封圈成型装置,其特征在于:还包括加热棒,所述加热棒设置于前模仁与后模仁内部。
技术总结
本技术公开了一种密封圈成型装置,涉及注塑领域,包括:A板、推板、B板、顶针板、下固定板、前模仁、后模仁、第一导柱、延时顶针,顶针板设有滑槽与第一通孔,滑槽设置于顶针板内部,滑槽与第一通孔同轴设置,延时顶针设有凸起结构,凸起结构滑动设置于滑槽内部,延时顶针上端依次贯穿第一通孔、B板与后模仁,型芯设有冷流道、浇口与成型面,浇口对称设置于型芯内部,成型面环绕型芯中心线设置,延时顶针沿开模方向投影于冷流道中部。开模动作时推板先上升且顶针不动,断开注塑件与浇口。随后推板与顶针同步上升,顶针将成型固化后的水口料由后模仁内顶出,顶出注塑件与水口料,且注塑件与水口料将自动断开。
技术研发人员:孙烨,咎小军,蒋忠华,周世风,叶勇辉,郭智乐
受保护的技术使用者:惠州市维尔康精密部件有限公司
技术研发日:20240617
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!