一种复合材料材质模具的制作方法
本技术涉及成型模具,尤其涉及一种复合材料材质模具。
背景技术:
1、复合材料制件成型一般需在成型模具中进行,在材料成型的同时也完成了最终结构的成型。随着航空航天领域复合材料用量的大幅增加,为满足产品制造质量和零余量装配的严苛要求,对复合材料零件的尺寸和形状精度要求越来越高,低碳钢、铝等传统金属材质的成型模具,其热膨胀系数远高于复合材料制件,特别是在成型大尺寸复合材料制件时,产品尺寸及外形精度不能得到保证,并且传统金属材质模具重量大,不便于转运,制造周期也偏长。近年来发展的殷钢材质模具,其热膨胀系数虽与复合材料相近,但加工效率低,导热性差,模具重量大,成本高。
2、为此,亟需提供一种复合材料材质模具,以解决上述现有技术中存在的技术问题。
技术实现思路
1、本实用新型的目的是提供一种复合材料材质模具,以解决上述现有技术存在的问题。
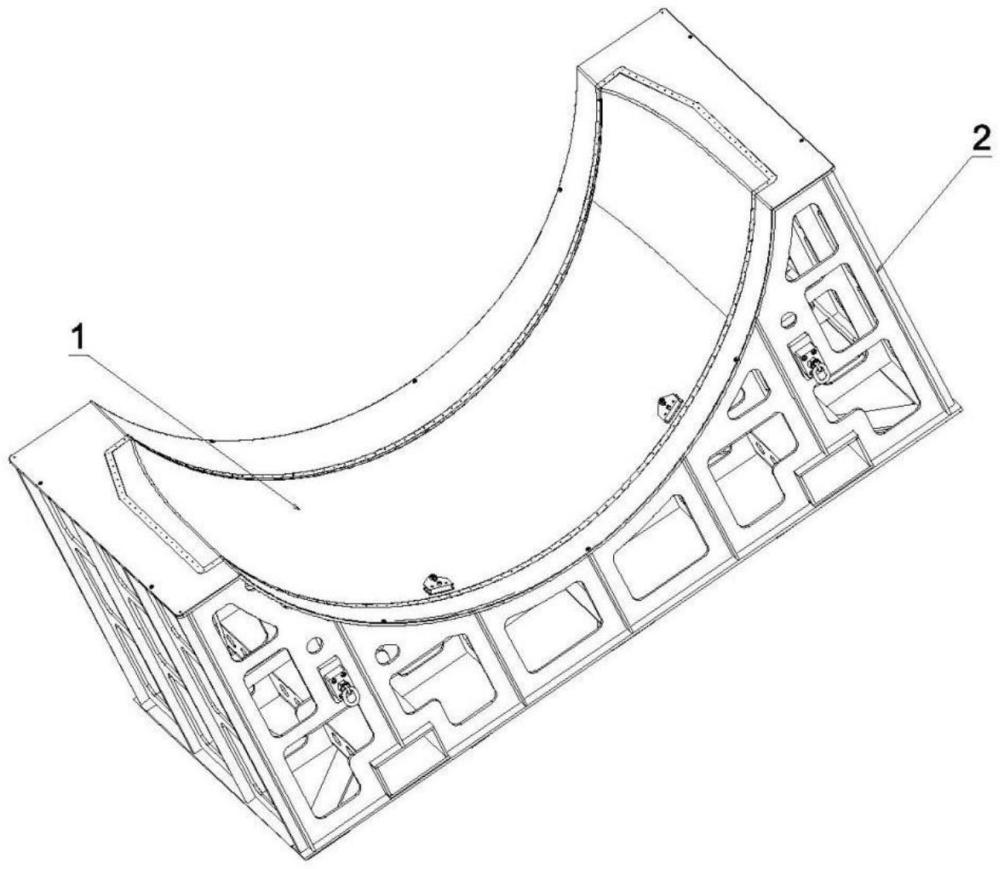
2、为实现上述目的,本实用新型提供了一种复合材料材质模具,包括复合材料材质型面及支撑框架,所述复合材料材质型面设置于所述支撑框架的上部,所述复合材料材质型面与所述支撑框架之间设置有若干个柔性支撑连接点,所述复合材料材质型面与所述支撑框架通过所述柔性支撑连接点进行连接。
3、优选的,所述支撑框架为金属支撑框架,所述金属支撑框架为格栅支撑框架结构,所述金属支撑框架包括若干个纵向格栅板和若干个横向格栅板,所述纵向格栅板与所述横向格栅板垂直连接固定;
4、所述柔性支撑连接点为硅胶柔性支撑连接点,所述硅胶柔性支撑连接点固定设置于所述纵向格栅板和所述横向格栅板的顶部。
5、优选的,所述金属支撑框架相对的两侧壁上均设置有两个吊挂点,位于同一侧的两个所述吊挂点对称设置,且位于两侧壁上的所述吊挂点对称设置;所述金属支撑框架的底部设置有两个叉车点,两个所述叉车点对称设置。
6、优选的,所述复合材料材质型面的周边净尺寸区域外侧设置有真空导气通道,所述真空导气通道上等距开设有若干个导气孔。
7、优选的,所述复合材料材质型面的翻边区域边缘及弧形区域边缘均开设有激光辅助铺层定位孔。
8、优选的,所述复合材料材质型面的弧形区域设置有两个钻定位孔工装预留位,所述钻定位孔工装预留位用于安装钻定位孔工装。
9、优选的,所述钻定位孔工装包括钻定位孔工装型面,所述钻定位孔工装型面上连接有定位销和锁紧螺栓,所述钻定位孔工装型面通过所述定位销和所述锁紧螺栓安装到所述复合材料材质型面上的所述钻定位孔工装预留位处;所述钻定位孔工装型面上设置有钻套,所述钻定位孔工装型面上连接有固定螺丝,所述钻套通过所述固定螺丝安装到所述钻定位孔工装型面上。
10、优选的,所述复合材料材质型面为复合材料多铺层结构,所述复合材料材质型面包括由上到下依次设置的胶衣层、上表面层、结构层和下表面层;所述上表面层与所述下表面层均为低面密度工装预浸料层,所述结构层为高面密度工装预浸料层。
11、与现有技术相比,本实用新型具有如下优点和技术效果:
12、本实用新型提供的复合材料材质模具,复合材料材质型面与需成型的复合材料制件二者的热膨胀系数相匹配,从而能够制造尺寸精度及外形准确性满足设计要求的复合材料制件,成型制件变形小,尤其适合大尺寸复合材料制件的制造;另外,复合材料材质的模具质量相对较轻,便于使用时的搬运等操作;并可用较高升温速率完成复合材料制件固化周期,以节省工时和能耗,从而降低复合材料制件制造成本。
技术特征:
1.一种复合材料材质模具,其特征在于,包括复合材料材质型面(1)及支撑框架,所述复合材料材质型面(1)设置于所述支撑框架的上部,所述复合材料材质型面(1)与所述支撑框架之间设置有若干个柔性支撑连接点,所述复合材料材质型面(1)与所述支撑框架通过所述柔性支撑连接点进行连接。
2.根据权利要求1所述的复合材料材质模具,其特征在于,所述支撑框架为金属支撑框架(2),所述金属支撑框架(2)为格栅支撑框架结构,所述金属支撑框架(2)包括若干个纵向格栅板(201)和若干个横向格栅板(202),所述纵向格栅板(201)与所述横向格栅板(202)垂直连接固定;
3.根据权利要求2所述的复合材料材质模具,其特征在于,所述金属支撑框架(2)相对的两侧壁上均设置有两个吊挂点,位于同一侧的两个所述吊挂点对称设置,且位于两侧壁上的所述吊挂点对称设置;所述金属支撑框架(2)的底部设置有两个叉车点,两个所述叉车点对称设置。
4.根据权利要求1所述的复合材料材质模具,其特征在于,所述复合材料材质型面(1)的周边净尺寸区域外侧设置有真空导气通道(4),所述真空导气通道(4)上等距开设有若干个导气孔(9)。
5.根据权利要求1所述的复合材料材质模具,其特征在于,所述复合材料材质型面(1)的翻边区域边缘及弧形区域边缘均开设有激光辅助铺层定位孔。
6.根据权利要求1所述的复合材料材质模具,其特征在于,所述复合材料材质型面(1)的弧形区域设置有两个钻定位孔工装预留位,所述钻定位孔工装预留位用于安装钻定位孔工装。
7.根据权利要求6所述的复合材料材质模具,其特征在于,所述钻定位孔工装包括钻定位孔工装型面(703),所述钻定位孔工装型面(703)上连接有定位销(701)和锁紧螺栓(702),所述钻定位孔工装型面(703)通过所述定位销(701)和所述锁紧螺栓(702)安装到所述复合材料材质型面(1)上的所述钻定位孔工装预留位处;所述钻定位孔工装型面(703)上设置有钻套(705),所述钻定位孔工装型面(703)上连接有固定螺丝(704),所述钻套(705)通过所述固定螺丝(704)安装到所述钻定位孔工装型面(703)上。
8.根据权利要求5所述的复合材料材质模具,其特征在于,所述复合材料材质型面(1)为复合材料多铺层结构,所述复合材料材质型面(1)包括由上到下依次设置的胶衣层(p1)、上表面层(p2)、结构层(p3)和下表面层(p4);所述上表面层(p2)与所述下表面层(p4)均为低面密度工装预浸料层,所述结构层(p3)为高面密度工装预浸料层。
技术总结
本技术公开一种复合材料材质模具,包括金属支撑框架、复合材料材质型面。金属支撑框架为格栅支撑框架结构,复合材料材质型面为复合材料多铺层结构。金属支撑框架与复合材料材质型面通过硅胶柔性支撑连接点连接。本技术模具具有热膨胀系数与所成型复合材料制件匹配,成型的复合材料制件变形小、外形精度高,复合材料制件工时和能耗低,产品制造成本低,模具重量轻便于转运等优点,尤其适合大尺寸复合材料制件的成型,在航空航天等复合材料制造领域具有广阔市场前景。
技术研发人员:马全胜,王文义,卢钊钧
受保护的技术使用者:北京蓝科盈晟航空科技有限公司
技术研发日:20240628
技术公布日:2025/4/21
- 还没有人留言评论。精彩留言会获得点赞!