一种仪表板骨架本体料头自动切除定型工装的制作方法
本发明涉及仪表板骨架的注塑成型,具体涉及一种仪表板骨架本体料头自动切除定型工装。
背景技术:
1、汽车仪表由仪表板骨架和设置在所述仪表板骨架上的各种仪表、指示器构成,现有仪表板骨架采用注塑机注塑成型,但是仪表骨架在模具中注塑成型的过程中,由于仪表板骨架的整体尺寸较大,导致进胶注塑口较多,从而注塑成型后仪表板骨架的料头多且复杂,还需要采用人工进行剪切修饰处理。目前人工处理存下以下问题:
2、1、人工进行修饰时,存在经验、处理方式等不同,容易出现漏修、修坏等质量问题;
3、2、因产品结构复杂,通过现有定型工装夹具对仪表板骨架简单定位后,由人工操作存在错位和误差,导致产品容易出现质量问题,废品率高,造成物料浪费及不良品流出。
4、3、人工操作时间较长,从而影响生产效率低。
5、4、产品从注塑成型到冷却过程中还存在一定变形量,从而存在产品尺寸误差。
6、5、人工手动操作还存在生产安全隐患等。
7、因此亟需采用机械自动化操作替代人工操作。
技术实现思路
1、本发明目的是针对现有技术的不足,提供一种仪表板骨架本体料头自动切除定型工装,提高产品质量和生产效率,避免人工操作的安全隐患。
2、本发明的目的采用的技术方案是:
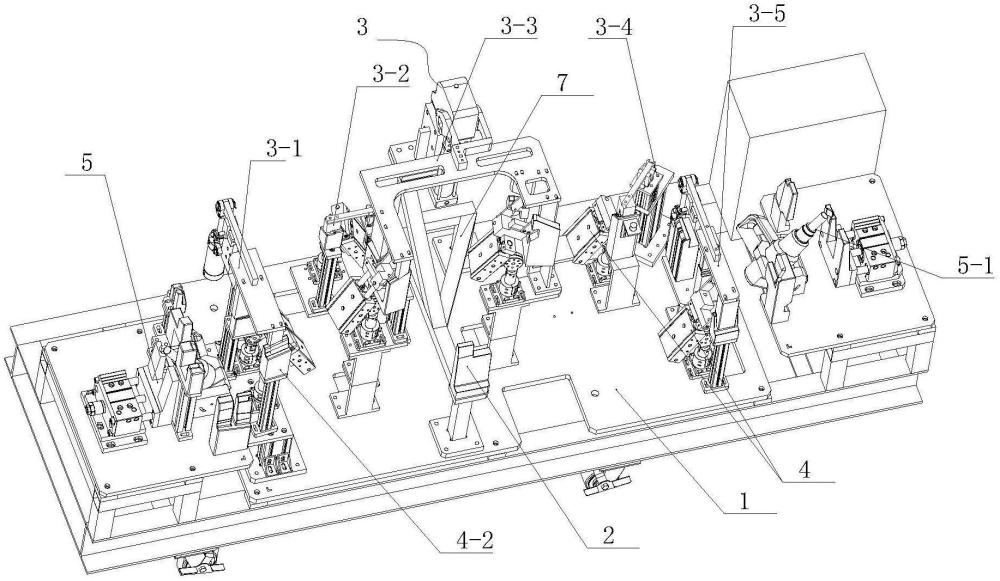
3、一种仪表板骨架本体料头自动切除定型工装,包括工作台和控制器,所述工作台上设有定位夹紧装置、多个料头切割装置和至少两个防伸缩变形装置,所述定位夹紧装置包括固定在工作台上端面的定位机构和压紧机构,所述定位机构用于支撑定位仪表板骨架,所述压紧机构通过支架设置在工作台上,位于所述定位机构的正上方,所述压紧机构上设有用于向下压紧仪表板骨架的压紧块;所述多个料头切割装置分别对应设置在仪表板骨架各注塑料头处,用于对仪表板骨架注塑成型时产生的料头进行切割;至少两个所述防伸缩变形装置设置在工作台的两端,所述防伸缩变形装置包括冷风机、支撑块和驱动气缸,所述驱动气缸通过气缸座安装在工作台上,所述驱动气缸的活塞端与所述支撑块相连,用于带动所述支撑块支撑仪表板骨架,所述支撑块的上端与仪表板骨架的变形处相配合,所述冷风机通过风机座设置在所述支撑块旁,所述防伸缩变形装置用于对仪表板骨架伸缩变型进行冷却校正;所述料头切割装置的切割驱动机构、所述夹紧机构的翻转机构和所述防伸缩变形装置的冷风机和驱动气缸分别与所述控制器电连接,通过所述控制器分别控制各料头切割装置、所述夹紧机构和所述防伸缩变形装置的启动、停止动作。
4、进一步地,各所述料头切割装置均对应设有所述定位夹紧装置。
5、进一步地,所述定位机构包括多个沿仪表板骨架分布的定位座,各所述定位座的上端面均设有用于与仪表板骨架相配合的限位部,各所述定位座通过底座安装在所述工作台上。
6、进一步地,所述压紧机构包括夹板和翻转机构,所述夹板上设置有至少一块压紧块,所述压紧块的下端面与仪表板骨架待压紧型面相配合,所述夹板的一侧铰接在所述翻转机构上,所述翻转机构用于带动所述夹板及压紧块上、下转动。
7、进一步地,所述压紧机构包括两端压紧机构和中部压紧机构,所述中部压紧机构位于所述工作台的中部,两端压紧机构设置在所述工作台的两端部,用于从三个不同部位压紧所述仪表板骨架。
8、进一步地,所述压紧机构包括两端压紧机构和中部压紧机构,所述中部压紧机构位于所述工作台的中部,两端压紧机构设置在所述工作台的两端部,用于从三个不同部位压紧所述仪表板骨架。
9、进一步地,所述工作台由底座面板和底座框架构成,所述底座框架的下端面设有支撑脚,所述底座面板设置在所述底座框架的上端面,所述定位夹紧装置和所述料头切割装置固定在所述底座面板上,所述底座框架的两端设有支撑台,所述支撑台用于安装所述防伸缩变形装置。
10、进一步地,所述底座框架的下端面还设有万向轮。
11、进一步地,所述料头切割装置包括切割底座、切割保护套、切割刀和切割驱动机构,所述切割驱动机构倾斜安装在所述切割底座上,所述切割刀通过刀座安装在所述切割驱动机构的活动端,所述切割保护套包括保护套底座、u型架和保护套,u型架通过保护套底座固定在工作台上,所述保护套倾斜设置在所述u型架的下端部,所述切割刀滑动配合在所述保护套内。
12、进一步地,所述支撑块包括纵向支撑块和横向支撑块,所述纵向支撑块与所述驱动气缸相连,所述横向支撑块固定在工作台上,所述纵向支撑块的用于与仪表板骨架接触面为斜面。
13、采用上述技术方案具有以下有益效果:
14、本发明结构简单,所述工作台上设有定位夹紧装置、多个料头切割装置和至少两个防伸缩变形装置,所述定位夹紧装置包括定位机构和压紧机构,压紧机构的压紧块对应设置在每个定位座的上端,用于下端支撑定位仪表板骨架,上端压紧仪表板骨架,从而确保仪表板骨架安装更为牢固,防止了料头切割装置进行切割时仪表板骨架跳动,从而确保了切割精确度。每个料头对应一个料头切割装置,避免了人工操作误差、漏切割的情况等,降低了人工成本,可以快速完成切割,提高了工作效率和生产环境的安全性。通过防伸缩变形装置,利用防伸缩变形装置的驱动气缸带动支撑块,从而拉伸仪表板骨架对仪表板骨架进行校正,通过增设冷风机能够便于仪表板骨架快速冷却定型,确保了产品尺寸加工的精确度,保证了产品质量。故本发明减少了废品率、重工率和人员伤害的安全风险,降低了生产成本。还可以适用于其它易变形伸缩注塑零部件。
15、每个料头切割处均对应设置定位座和压紧块,确保了每个料头切割装置切割时更稳定,防止了各料头在切割时晃动,提高了切割的光整度,确保了切割精确度。
16、所述压紧机构包括两端压紧机构和中部压紧机构,通过三个压紧机构从三个不同部位压紧,确保了仪表板骨架受力均匀。
17、所述料头切割装置包括切割底座、切割保护套、切割刀和切割驱动机构,所述切割保护套包括u型架和保护套,所述保护套倾斜设置在所述u型架的下端部,所述切割刀滑动配合在所述保护套内,所述切割驱动机构倾斜安装在所述切割底座上,所述切割刀通过刀座安装在所述切割驱动机构的活动端,所述切割刀滑动配合在所述保护套内,切割刀插入切割保护套中,避免了仪表板骨架在取、放过程中被切割刀划伤,保证了产品质量。
18、所述支撑块包括纵向支撑块和横向支撑块,所述纵向支撑块与所述驱动气缸相连,所述横向支撑块固定在工作台上,通过纵向支撑块和横向支撑块共同针对仪表板骨架变形处进行拉伸校正,确保了定型精确度。
19、下面结合附图和具体实施方式作进一步的说明。
技术特征:
1.一种仪表板骨架本体料头自动切除定型工装,其特征在于:包括工作台和控制器,所述工作台上设有定位夹紧装置、多个料头切割装置和至少两个防伸缩变形装置,所述定位夹紧装置包括固定在工作台上端面的定位机构和压紧机构,所述定位机构用于支撑定位仪表板骨架,所述压紧机构通过支架设置在工作台上,位于所述定位机构的上方,所述压紧机构上设有用于向下压紧仪表板骨架的压紧块;所述多个料头切割装置分别对应设置在仪表板骨架各注塑料头处,用于对仪表板骨架注塑成型时产生的料头进行切割;至少两个所述防伸缩变形装置设置在工作台的两端,所述防伸缩变形装置包括冷风机、支撑块和驱动气缸,所述驱动气缸通过气缸座安装在所述工作台上,所述驱动气缸的活塞端与所述支撑块相连,用于带动所述支撑块支撑仪表板骨架,所述支撑块的上端与仪表板骨架的变形处相配合,所述冷风机通过风机座设置在所述支撑块旁,所述防伸缩变形装置用于对仪表板骨架伸缩变型进行冷却校正;所述料头切割装置的切割驱动机构、所述夹紧机构的翻转机构和所述防伸缩变形装置的冷风机和驱动气缸分别与所述控制器电连接,通过所述控制器分别控制各料头切割装置、所述夹紧机构和所述防伸缩变形装置的启动、停止动作。
2.根据权利要求1所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:各所述料头切割装置均对应设有所述定位夹紧装置。
3.根据权利要求1或2所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述定位机构包括多个沿仪表板骨架分布的定位座,各所述定位座的上端面均设有用于与仪表板骨架相配合的限位部,各所述定位座通过底座安装在所述工作台上。
4.根据权利要求1或2所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述压紧机构包括夹板和翻转机构,所述夹板上设置有至少一块压紧块,所述压紧块的下端面与仪表板骨架待压紧型面相配合,所述夹板的一侧铰接在所述翻转机构上,所述翻转机构用于带动所述夹板及压紧块上、下转动。
5.根据权利要求1或2所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述压紧机构包括两端压紧机构和中部压紧机构,所述中部压紧机构位于所述工作台的中部,两端压紧机构设置在所述工作台的两端部,用于从三个不同部位压紧所述仪表板骨架。
6.根据权利要求1所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述工作台由底座面板和底座框架构成,所述底座框架的下端面设有支撑脚,所述底座面板设置在所述底座框架的上端面,所述定位夹紧装置和所述料头切割装置固定在所述底座面板上,所述底座框架的两端设有支撑台,所述支撑台用于安装所述防伸缩变形装置。
7.根据权利要求6所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述底座框架的下端面还设有万向轮。
8.据权利要求1所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述料头切割装置包括切割底座、切割保护套、切割刀和切割驱动机构,所述切割驱动机构倾斜安装在所述切割底座上,所述切割刀通过刀座安装在所述切割驱动机构的活动端,所述切割保护套包括保护套底座、u型架和保护套,所述u型架通过保护套底座固定在工作台上,所述保护套倾斜设置在所述u型架的下端部,所述切割刀滑动配合在所述保护套内。
9.根据权利要求1所述的一种仪表板骨架本体料头自动切除定型工装,其特征在于:所述支撑块包括纵向支撑块和横向支撑块,所述纵向支撑块与所述驱动气缸相连,所述横向支撑块固定在工作台上。
技术总结
本发明公开一种仪表板骨架本体料头自动切除定型工装,包括工作台和控制器,工作台上设有定位夹紧装置、多个料头切割装置和至少两个防伸缩变形装置,定位夹紧装置包括固定在工作台上端面的定位机构和压紧机构,多个料头切割装置分别对应设置在仪表板骨架各注塑料头处,用于对仪表板骨架注塑成型时产生的料头进行切割;至少两个防伸缩变形装置设置在工作台的两端,防伸缩变形装置包括冷风机、支撑块和驱动气缸,用于对仪表板骨架伸缩变型进行冷却校正;料头切割装置的切割驱动机构、夹紧机构的翻转机构和防伸缩变形装置的冷风机和驱动气缸分别与控制器电连接。本发明结构简单、提高产品质量和生产效率,避免人工操作的安全隐患。
技术研发人员:徐振宇,徐晓琴,徐光兰,吴珏
受保护的技术使用者:重庆光能荣能汽车配件有限公司
技术研发日:
技术公布日:2025/4/10
- 还没有人留言评论。精彩留言会获得点赞!