一种射流式烧嘴的制作方法
本技术涉及炼钢连铸生产,特别是涉及一种射流式烧嘴。
背景技术:
1、根据十四五规划中对节能减排——碳中和、碳达峰的要求以及钢铁行业安全生产的需求,对烧嘴的性能要求越来越高。目前,现阶段的烧嘴,燃气管道和空气管道仅简单设置有渐缩段,虽然介质流速有所增加,但压力不足,造成燃气喷出烧嘴之后由于压力不足开始扩散,从而导致火焰根部燃料不达标,在需要通大流量燃气形成大火烘烤时,会导致脱火现象,存在较大的安全隐患;在需要通小流量的燃气形成小火烘烤时,会导致火焰强度不达标,从而导致烘烤效率较低。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种射流式烧嘴,用于解决现有技术中的烧嘴燃气喷出压力不足,导致会出现脱火现象及烘烤效率较低的问题。
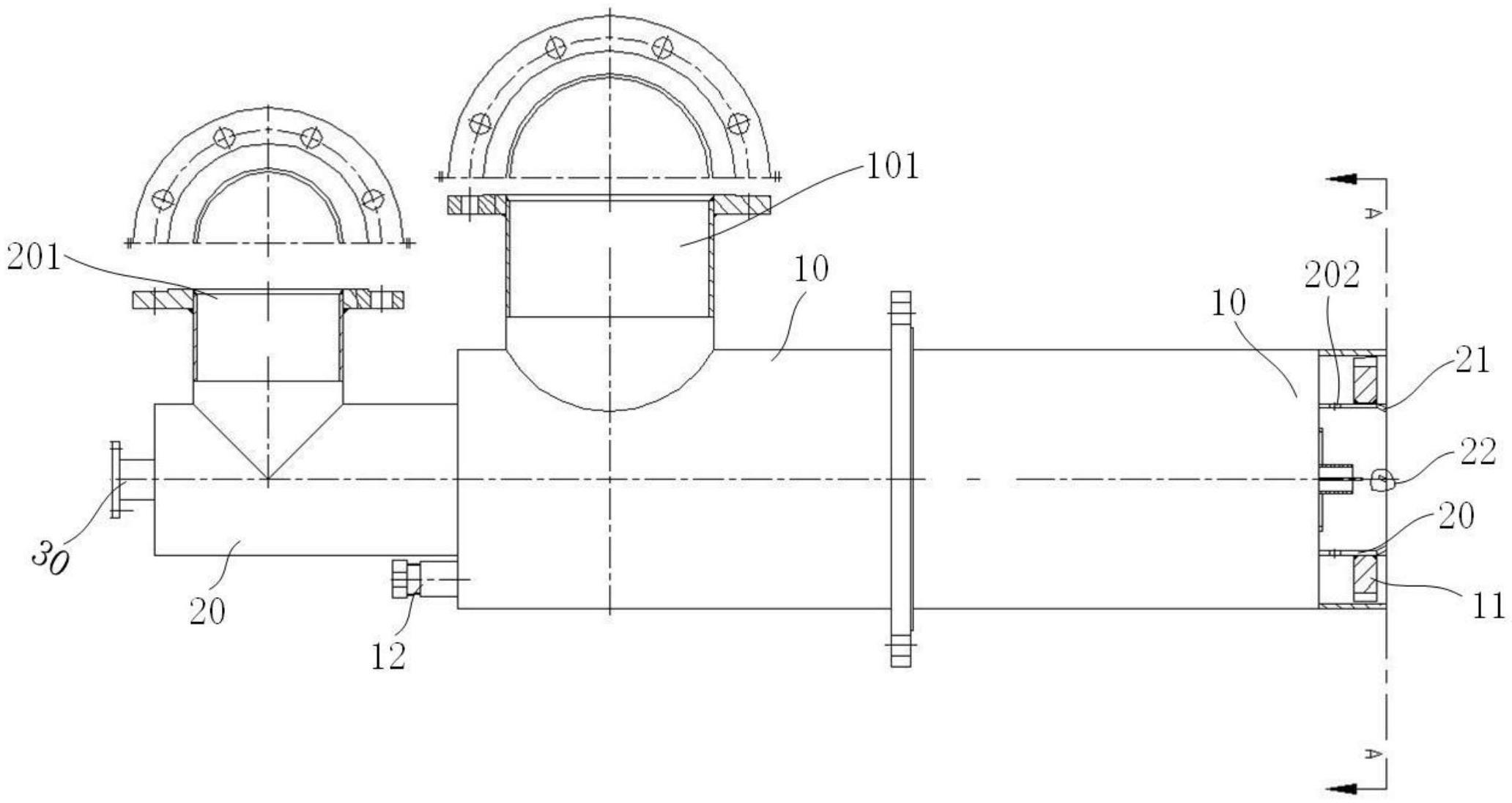
2、为实现上述目的及其他相关目的,本实用新型提供一种射流式烧嘴包括助燃气管道和燃气管道,其中,所述助燃气管道的侧壁上设有助燃气入口,所述助燃气入口的内径大于所述助燃气管道的内径;所述燃气管道的第一端从所述助燃气管道的第一端穿设入所述助燃气管道的内部、且延伸至所述助燃气管道的第二端端部,所述燃气管道的侧壁上设有燃气入口;
3、所述助燃气管道的第二端端部设有一整流盘,所述整流盘上设有多个倾斜的通孔;所述燃气管道的第一端端部设有渐缩口,所述渐缩口的内径小于所述燃气管道的内径,且所述燃气管道的第一端的端部设有多个整流片。
4、优选的,定义所述燃气管道的内径与所述渐缩口的内径之比为渐缩比,所述渐缩比为1.05~1.2。
5、优选的,所述整流片为平行四边形。
6、优选的,所述整流盘焊接固定在所述燃气管道的外侧壁上。
7、优选的,所述燃气管道与所述助燃气管道的中心轴线重合。
8、优选的,所述燃气管道的第一端的侧壁上设有连通孔,所述连通孔将所述助燃气管道的内部与所述燃气管道内部相连通。
9、优选的,还包括点火管道,所述点火管道的第一端从所述燃气管道的第二端穿设入所述燃气管道内部、且延伸至所述燃气管道的第一端。
10、优选的,所述助燃气管道的第一端设有观察口。
11、如上所述,本实用新型的射流式烧嘴,具有以下有益效果:在使用时,助燃气从助燃气入口进入到助燃气管道内,由于助燃气入口的内径大于所述助燃气管道的内径,所以助燃气在从助燃气入口进入到助燃气管道内部时进行了气流强度的第一次增大,然后助燃气从助燃管道的第二端(末端)喷出时,经过整流盘的整流,气流强度进而了第二次增大;燃气从燃气管道的第一端(末端)喷出时,经过端部的渐缩口及整流片的整流,增大了燃气喷出时的气流强度。与现有技术相比,本实用新型的射流式烧嘴能够对喷射出来的燃气和助燃气进行两次气流强度的调节,能够进一步增大气体从烧嘴喷射出来的气体压力,避免了脱火现象,使得火焰更加稳定,且火焰长度和强度达标,提高了烘烤效率。
12、同时,助燃气从整流盘中的倾斜的通孔喷射出来之后会使得助燃气具有切向方向的旋流强度,从而能够使得喷射出来的助燃气与燃气充分的混合,进而还能够提高燃气的燃烧效率,节省燃气的消耗,节能减排。
技术特征:
1.一种射流式烧嘴,其特征在于,包括:助燃气管道和燃气管道,其中,所述助燃气管道的侧壁上设有助燃气入口,所述助燃气入口的内径大于所述助燃气管道的内径;所述燃气管道的第一端从所述助燃气管道的第一端穿设入所述助燃气管道的内部、且延伸至所述助燃气管道的第二端端部,所述燃气管道的侧壁上设有燃气入口;
2.根据权利要求1所述的射流式烧嘴,其特征在于:定义所述燃气管道的内径与所述渐缩口的内径之比为渐缩比,所述渐缩比为1.05~1.2。
3.根据权利要求1所述的射流式烧嘴,其特征在于:所述整流片为平行四边形。
4.根据权利要求1所述的射流式烧嘴,其特征在于:所述整流盘焊接固定在所述燃气管道的外侧壁上。
5.根据权利要求1至4任一项所述的射流式烧嘴,其特征在于:所述燃气管道与所述助燃气管道的中心轴线重合。
6.根据权利要求1所述的射流式烧嘴,其特征在于:所述燃气管道的第一端的侧壁上设有连通孔,所述连通孔将所述助燃气管道的内部与所述燃气管道内部相连通。
7.根据权利要求1所述的射流式烧嘴,其特征在于:还包括点火管道,所述点火管道的第一端从所述燃气管道的第二端穿设入所述燃气管道内部、且延伸至所述燃气管道的第一端。
8.根据权利要求1所述的射流式烧嘴,其特征在于:所述助燃气管道的第一端设有观察口。
技术总结
本技术提供一种射流式烧嘴包括助燃气管道和燃气管道,其中,助燃气管道的侧壁上设有助燃气入口,助燃气入口的内径大于助燃气管道的内径;燃气管道的第一端从助燃气管道的第一端穿设入助燃气管道的内部、且延伸至助燃气管道的第二端端部,燃气管道的侧壁上设有燃气入口;助燃气管道的第二端端部设有一整流盘,整流盘上设有多个倾斜的通孔;燃气管道的第一端端部设有渐缩口,渐缩口的内径小于燃气管道的内径,且燃气管道的第一端的端部设有多个整流片。解决了现有技术中的烧嘴燃气喷出压力不足,导致会出现脱火现象及烘烤效率较低的问题。
技术研发人员:曾诚,侯志昌,宫贵冬
受保护的技术使用者:上海安可科技股份有限公司
技术研发日:20221012
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!