一种真空熔炼浇注用坩埚的快换衬套结构的制作方法
1.本发明涉及一种真空熔炼浇注用坩埚的快换衬套结构,属于铸造快换衬套技术领域。
背景技术:
2.在使用坩埚进行真空熔炼浇注时,为了对坩埚进行有效保护及操作,需要将坩埚放置在快换衬套内。
3.在中国专利公开号为cn102192649a-一种用于真空熔炼炉的坩埚篮及其制作方法,公开的技术为:成型坩埚位于坩埚篮套的内侧,成型坩埚与坩埚篮套之间填充有耐火材料,在耐火材料、成型坩埚和坩埚篮套之间用炉领料封严;虽然,坩埚通过耐火材料安装在坩埚篮套后能放置在真空熔炼炉感应线圈中,但是,在真空熔炼炉感应线圈通电后会使得成型坩埚内的金属熔化升温,受到热胀冷缩的影响,坩埚篮套容易卡在真空熔炼炉感应线圈中,存在坩埚篮没有施力点带着容纳有熔融金属的成型坩埚与真空熔炼炉感应线圈进行快速脱离的问题,降低了施工效率。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种真空熔炼浇注用坩埚的快换衬套结构。
5.本发明通过以下技术方案得以实现。
6.本发明提供的一种真空熔炼浇注用坩埚的快换衬套结构,包括:
7.外壳支撑体,外壳支撑体内部有容纳坩埚的空间;
8.吊装环,吊装环安装在外壳支撑体顶部构成便于将外壳支撑体与真空熔炼炉感应线圈进行脱离的施力点;
9.坩埚,坩埚安装在外壳支撑体内部空间。
10.真空熔炼炉感应线圈对容纳内金属进行熔化后,通过在外壳支撑体顶部构成施力点的吊装环,将外壳支撑体与真空熔炼炉感应线圈进行快速跟换脱离,解决了坩埚篮没有施力点带着容纳有熔融金属的成型坩埚与真空熔炼炉感应线圈进行快速脱离的问题。
11.所述外壳支撑体材料为1cr18ni9ti不锈钢,厚度0.8mm。
12.所述外壳支撑体上下部均为间隔分布的鱼骨状,上部鱼骨状一体固定向外延伸有上部折弯板,下部鱼骨状一体固定向内延伸有底部折弯板;
13.所述外壳支撑体内部填充有耐火材料层;所述耐火材料层成份为grj-30硅溶胶、水玻璃、30-60目莫来石砂、100目莫来石砂、铝矾土粉,配置比例为grj-30硅溶胶:水玻璃:-目莫来石砂:100目莫来石砂:铝矾土粉为1:0.2:2.5:3.75:5;
14.所述坩埚底部和外周被耐火材料层包裹安装;所述坩埚为白刚玉坩埚。
15.通过构成耐火材料层成份构成的耐火材料层结合鱼骨状的外壳支撑体,在坩埚经放入耐火材料层内烘焙后,放入300℃~500℃的恒温炉中构成一个恒温保温体进行待用。
16.所述外壳支撑体中部设有开口槽,使得外壳支撑体构成一个可捆绑的开口体,在
开口槽侧边处的外壳支撑体上有固定通孔,通过石棉贯穿至固定通孔将外壳支撑体箍紧。
17.还包括底板、石棉毯,底板安装在底部折弯板上对耐火材料层底部进行支撑,所述外壳支撑体与坩埚之间安装有石棉毯。
18.还包括均为圆形板并且中部设有通孔的上压板和下压板,下压板、上压板对应在上部折弯板底面和顶面上通过紧固螺钉固定,上压板压在耐火材料层顶面,上压板内径面对坩埚限位支撑。
19.所述紧固螺钉为纯铜材质。
20.所述吊装环旋合贯穿在上压板和下压板上与位于下压板底部的螺母旋紧。
21.本发明的有益效果在于:通过在外壳支撑体顶部构成施力点的吊装环,将外壳支撑体与真空熔炼炉感应线圈进行快速跟换脱离,解决了坩埚篮没有施力点带着容纳有熔融金属的成型坩埚与真空熔炼炉感应线圈进行快速脱离的问题。
附图说明
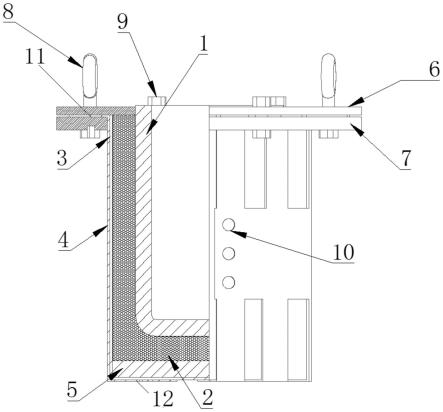
22.图1是本发明的主视对称半剖示意图;
23.图2是本发明外壳支撑体的结构示意图;
24.图中:1-坩埚;2-耐火材料层;3-石棉毯;4-外壳支撑体;5-底板;6-上压板;7-下压板;8-吊装环;9-紧固螺钉;10-固定通孔;11-上部折弯板;12-底部折弯板。
具体实施方式
25.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
26.如图1至图2所示。
27.本申请的一种真空熔炼浇注用坩埚的快换衬套结构,包括:
28.内部有容纳坩埚1空间的外壳支撑体4,外壳支撑体4顶部安装有构成施力点便于将外壳支撑体4与真空熔炼炉感应线圈进行脱离的吊装环8,所述吊装环8旋合贯穿后经螺母与外壳支撑体4顶部固定连接。
29.真空熔炼炉感应线圈对容纳1内金属进行涡流熔化后,通过在外壳支撑体4顶部构成施力点的吊装环8,将外壳支撑体4与真空熔炼炉感应线圈进行快速跟换脱离,解决了坩埚篮没有施力点带着容纳有熔融金属的成型坩埚与真空熔炼炉感应线圈进行快速脱离的问题,提供了施工效率,而后,下一个带有坩埚1的外壳支撑体4通过吊装环8快速安装到真空熔炼炉感应线圈内。
30.所述吊装环8为纯铜材质。还包括安装在外壳支撑体4内部容纳熔化金属的坩埚1。
31.所述外壳支撑体4材料为1cr18ni9ti不锈钢,厚度0.8mm;所述外壳支撑体4上下部均为间隔分布的鱼骨状,上部鱼骨状一体固定向外延伸有上部折弯板11,下部鱼骨状一体固定向内延伸有底部折弯板12;所述外壳支撑体4中部设有开口槽,使得外壳支撑体4构成一个可捆绑的开口体,在开口槽侧边处的外壳支撑体4上有固定通孔10,通过石棉贯穿至固定通孔10将外壳支撑体4箍紧。
32.所述外壳支撑体4内部填充有耐火材料层2;所述耐火材料层2成份为grj-30硅溶胶、水玻璃、30-60目莫来石砂、100目莫来石砂、铝矾土粉,配置(按照重量计)比例为grj-30硅溶胶:水玻璃:30-60目莫来石砂:100目莫来石砂:铝矾土粉为1:0.2:2.5:3.75:5。
33.所述坩埚1底部和外周被耐火材料层2包裹安装;所述坩埚为φ175mm
×
305mm及为壁厚20mm的白刚玉坩埚。
34.通过构成耐火材料层2成份构成的耐火材料层2结合鱼骨状的外壳支撑体4,在坩埚1经放入耐火材料层2内烘焙后,放入300℃~500℃的恒温炉中构成一个恒温保温体进行待用。
35.还包括底板5、石棉毯3,底板5安装在底部折弯板12上对耐火材料层2底部进行支撑,所述外壳支撑体4与坩埚1之间安装有石棉毯3。
36.还包括均为圆形板并且中部设有通孔的上压板6和下压板7,下压板7、上压板6对应在上部折弯板11底面和顶面上通过紧固螺钉9固定,上压板6压在耐火材料层2顶面,上压板6内径面对坩埚1限位支撑,所述紧固螺钉9为纯铜材质。
37.所述吊装环8旋合贯穿在上压板6和下压板7上与位于下压板7底部的螺母旋紧,实现吊装环8安装在外壳支撑体4顶部构成施力点便于将外壳支撑体4与真空熔炼炉感应线圈进行脱离。
技术特征:
1.一种真空熔炼浇注用坩埚的快换衬套结构,其特征在于,包括:外壳支撑体(4),外壳支撑体(4)内部有容纳坩埚(1)的空间;吊装环(8),吊装环(8)安装在外壳支撑体(4)顶部构成便于将外壳支撑体(4)与真空熔炼炉感应线圈进行脱离的施力点;坩埚(1),坩埚(1)安装在外壳支撑体(4)内部空间。2.如权利要求1所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:所述外壳支撑体(4)材料为1cr18ni9ti不锈钢,厚度0.8mm。3.如权利要求1所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:所述外壳支撑体(4)上下部均为间隔分布的鱼骨状,上部鱼骨状一体固定向外延伸有上部折弯板(11),下部鱼骨状一体固定向内延伸有底部折弯板(12);所述外壳支撑体(4)内部填充有耐火材料层(2);所述耐火材料层(2)成份为grj-30硅溶胶、水玻璃、30-60目莫来石砂、100目莫来石砂、铝矾土粉,配置比例为grj-30硅溶胶:水玻璃:(30)-(60)目莫来石砂:100目莫来石砂:铝矾土粉为1:0.2:2.5:3.75:5;所述坩埚(1)底部和外周被耐火材料层(2)包裹安装;所述坩埚(1)为白刚玉坩埚。4.如权利要求3所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:所述外壳支撑体(4)中部设有开口槽,使得外壳支撑体(4)构成一个可捆绑的开口体,在开口槽侧边处的外壳支撑体(4)上有固定通孔(10),通过石棉贯穿至固定通孔(10)将外壳支撑体(4)箍紧。5.如权利要求3所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:还包括底板(5)、石棉毯(3),底板(5)安装在底部折弯板(12)上对耐火材料层(2)底部进行支撑,所述外壳支撑体(4)与坩埚(1)之间安装有石棉毯(3)。6.如权利要求1或5所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:还包括均为圆形板并且中部设有通孔的上压板(6)和下压板(7),下压板(7)、上压板(6)对应在上部折弯板(11)底面和顶面上通过紧固螺钉(9)固定,上压板(6)压在耐火材料层(2)顶面,上压板(6)内径面对坩埚(1)限位支撑。7.如权利要求6所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:所述紧固螺钉(9)为纯铜材质。8.如权利要求1所述的真空熔炼浇注用坩埚的快换衬套结构,其特征在于:所述吊装环(8)旋合贯穿在上压板(6)和下压板(7)上与位于下压板(7)底部的螺母旋紧。
技术总结
本发明公开了一种真空熔炼浇注用坩埚的快换衬套结构,包括:外壳支撑体,外壳支撑体内部有容纳坩埚的空间;吊装环,吊装环安装在外壳支撑体顶部构成便于将外壳支撑体与真空熔炼炉感应线圈进行脱离的施力点;坩埚,坩埚安装在外壳支撑体内部空间。通过在外壳支撑体顶部构成施力点的吊装环,将外壳支撑体与真空熔炼炉感应线圈进行快速跟换脱离,解决了坩埚篮没有施力点带着容纳有熔融金属的成型坩埚与真空熔炼炉感应线圈进行快速脱离的问题。真空熔炼炉感应线圈进行快速脱离的问题。真空熔炼炉感应线圈进行快速脱离的问题。
技术研发人员:张波 杨道定 张华
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2022.08.30
技术公布日:2022/11/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1