一种点-线热源变换装置
1.本发明属于热控技术领域,尤其涉及一种点-线热源变换装置。
背景技术:
2.热能改善了人类生活的质量,提高了人类的生产力,与社会生产、生活紧密相关。比如烹煮食物需要给食物加热,冶金锻造需要给矿石、金属加热,长时间运转的机械需要散热等。但是在实际生产生活中,提供热能的热源的尺寸往往是有限的,如烹饪时的烹煮锅具的尺寸、传统锻造工艺中给金属毛坯加热的加热室等,都具有有限的加热面积。而需要加热的物体的面积却可以是任意大小的。而且根据不同的工程背景,有些被加热的物体需要均匀受热。因此,针对有限的加热平台和任意大小的被加热物体间的不协调以及物体需要均匀加热这两个问题,需要设计一种可以将点热源(或尺寸较小的热源)转变为均匀线热源的装置。
技术实现要素:
3.本发明的目的是提供一种设计点-线热源变换装置。可以通过点-线热源变换装置将点热源转变为均匀传输的线热源。
4.本发明的一种点-线热源变换装置,它包括第一导体和第二导体,所述的第一导体边缘处切割有至少一个缺口,所述的缺口为1/4扇形结构;所述的第二导体为与第一导体缺口相匹配的扇形环,所述的第二导体与第一导体连接,所述的第二导体的热导率大于第一导体的热导率。
5.进一步地,在第一导体一侧切割有两个相同尺寸的缺口,所述的两个相同尺寸的缺口对称设置,二者之间形成凸台。
6.进一步地,所述的第二导体铺设在第一导体上,并固定连接;或者所述的第二导体嵌入第一导体内。
7.进一步地,所述的第二导体与第一导体的固定连接是通过导热硅胶粘接。
8.进一步地,在第二导体与第一导体的接触处涂覆一层导热硅脂。
9.进一步地,所述的第二导体为1/4扇形圆环。
10.进一步地,所述的第二导体为1/4扇形圆环,所述的圆环内径r的计算公式如下:
[0011][0012]
其中,r为1/4扇形圆环的外径,κ1为第一导体(1)的热导率,κ2为第二导体(2)的热导率;κ2>κ1。
[0013]
进一步地,1/4扇形圆环的外径r依据实际工况确定。
[0014]
本发明包含以下有益效果:
[0015]
本发明装置具有以下三个特点:1.可以将点热源转变为线热源;2.转变后的线热源保持均匀平稳的传输,可以消除非均匀热源带来的加热不均匀的弊端;3.该装置可以进
行反向应用,即可以将大面积扩散的线热源聚集为点热源,具有热能收集作用。同时该装置结构简单易于实现,并且所用材料均为自然材料,成本低廉。
附图说明
[0016]
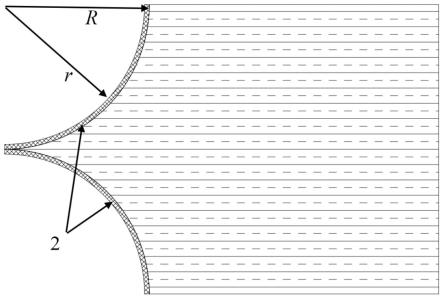
图1为本发明的点-线热源变换装置示意图;
[0017]
图2为非点-线热源变换装置的第一导体示意图;
[0018]
图3为本发明的点-线热源变换装置的点热源转变为线热源工作效果图;
[0019]
图4为非点-线热源变换装置的工作效果图;
[0020]
附图标记:1、第一导体;2、第二导体;3、点-线热源变换装置工作时的等温线。
具体实施方式
[0021]
为使本发明实施例的目的、技术方案和优点更加清楚明白,下面将详细叙述本发明所揭示内容的精神,任何所属技术领域技术人员在了解本发明内容的实施例后,当可由本发明内容所教示的技术,加以改变及修饰,其并不脱离本发明内容的精神与范围。
[0022]
本发明的示意性实施例及其说明用于解释本发明,但并不作为对本发明的限定。
[0023]
实施例
[0024]
在实施本发明方法过程中,首先选定点-线热源变换装置的工作背景,即第一导体,确定其热导率为κ1,参见附图1。确定需要转换的点热源数量后,选取热导率高于工作背景的第二导体,并确定其热导率为κ2,参见附图1。其中需要保证第二导体的热导率高于第一导体,即κ2>κ1。然后根据工况确定1/4扇形区域的半径为r,最后由计算出1/4圆环的内径r。
[0025]
根据以上方法将点-线热源转换装置的尺寸和材料确定后,应用激光切割或者机械加工的方式在工作背景(即第一导体)中切割出1/4扇形区域,参见附图1。然后将第二导体切割出内外径分别为r和r的1/4圆环。最后将圆环镶嵌进工作背景中。在镶嵌过程中可以选用机械装配的方式,如过盈装配等方式进行装配,或者应用导热硅胶进行粘接。具体装配方式视点-线热源的工作环境所需力学性能而定。装配完成后在工作背景和1/4圆环的接触界面处涂覆一层导热硅脂可以减小二者之间的界面热阻,从而提升点-线热源变换装置的工作效率。
[0026]
应用本实施例的过程中,首先选定第一导体即工作背景的材料为304不锈钢,其热导率为15.2w
·
m-1
k-1
,工作背景的宽度选定为6cm,厚度为0.2cm,长度不做限定,应用机械加工技术中的线切割技术在第一导体中切割出两个扇形区域。需要转换的点热源数量为1,选定第二导体的材料为纯铜,其热导率为400w
·
m-1
k-1
,选定的1/4扇形区域的半径为3cm,厚度为0.2cm。经过计算后,1/4圆环内径为2.89cm。应用机械加工中的线切割技术切割出一个1/4铜环。然后应用导热硅胶将两个圆环粘接到第一导体上。至此点-线热源变换装置的组装工作已经完成。然后将面积为0.044cm2的加热片粘接到凸台处,参见附图1。随后给加热片通上电流形成点热源,将点热源的温度控制在100
゜
c左右。热流将在点-线热源变换装置的工作下转变为面积为0.12cm2的均匀传输的线热源,其工作效果参见图3。由于温度场的扩散对称性,将面积为0.12cm2的线热源施加到点-线热源变换装置的右侧时,参见附图
1,线热源将在点-线热源变换装置的作用下汇聚为一个面积为0.044cm2的点热源。
[0027]
以上内容仅为本发明的实施案例,对于本技术领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均可有改变之处,本说明书内容不应理解为对本发明的限制。
技术特征:
1.一种点-线热源变换装置,其特征在于它包括第一导体(1)和第二导体(2),所述的第一导体(1)边缘处切割有至少一个缺口,所述的缺口为1/4扇形结构;所述的第二导体(2)为与第一导体(1)缺口相匹配的扇形环,所述的第二导体(2)与第一导体(1)连接,所述的第二导体(2)的热导率大于第一导体(1)的热导率。2.根据权利要求1所述的一种点-线热源变换装置,其特征在于在第一导体(1)一侧切割有两个相同尺寸的缺口,所述的两个相同尺寸的缺口对称设置,二者之间形成凸台(4)。3.根据权利要求1所述的一种点-线热源变换装置,其特征在于所述的第二导体(2)铺设在第一导体(1)上,并固定连接;或者所述的第二导体(2)嵌入第一导体(1)内。4.根据权利要求3所述的一种点-线热源变换装置,其特征在于所述的第二导体(2)与第一导体(1)的固定连接是通过导热硅胶粘接。5.根据权利要求3或4所述的一种点-线热源变换装置,其特征在于在第二导体(2)与第一导体(1)的接触处涂覆一层导热硅脂。6.根据权利要求1、2、3或4任意一项所述的一种点-线热源变换装置,其特征在于所述的第二导体(2)为1/4扇形圆环。7.根据权利要求6所述的一种点-线热源变换装置,其特征在于所述的第二导体(2)为1/4扇形圆环,所述的圆环内径r的计算公式如下:其中,r为1/4扇形圆环的外径,κ1为第一导体(1)的热导率,κ2为第二导体(2)的热导率;κ2>κ1。8.根据权利要求7所述的一种点-线热源变换装置,其特征在于1/4扇形圆环的外径r依据实际工况确定。
技术总结
一种点-线热源变换装置,它涉及热控技术领域,本发明的目的是提供一种设计点-线热源变换装置。该装置包括第一导体和第二导体,所述的第一导体边缘处切割有至少一个缺口,所述的缺口为1/4扇形结构;所述的第二导体为与第一导体缺口相匹配的扇形环,所述的第二导体与第一导体连接,所述的第二导体的热导率大于第一导体的热导率。本发明可以将点热源转变为线热源;转变后的线热源保持均匀平稳的传输,可以消除非均匀热源带来的加热不均匀的弊端;该装置可以进行反向应用,即可以将大面积扩散的线热源聚集为点热源,具有热能收集作用。同时该装置结构简单易于实现,并且所用材料均为自然材料,成本低廉。成本低廉。成本低廉。
技术研发人员:吴林志 张兴伟 何晓
受保护的技术使用者:哈尔滨工程大学
技术研发日:2022.11.01
技术公布日:2023/1/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1