一种侧吹炉铜水套压板装置的制作方法
1.本实用新型涉及侧吹炉技术领域,具体为一种侧吹炉铜水套压板装置。
背景技术:
2.现有技术中,侧吹炉压板由两部分组成,20毫米厚度压板及30毫米厚度压板,20毫米厚度的压板焊接在炉壳上,焊接时需要进行坡口处理及加强筋焊接,焊接用时较长,且在焊接过程中底部的加强筋对后期砌砖工作带来极大的不便,30毫米厚度压板作为垫板使用,在实际生产中,压板的烧损较快,侧吹炉围砖使用寿命仅限于90天左右,炉壳压板枪区温度较高,且炉体的氧枪及氧枪砖的烧损较为严重。为此,我们提出一种侧吹炉铜水套压板装置。
技术实现要素:
3.本实用新型的目的在于提供一种侧吹炉铜水套压板装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种侧吹炉铜水套压板装置,包括侧吹炉炉壳,所述侧吹炉炉壳上设置有铜水套压板,所述铜水套压板为环形,所述铜水套压板由弧形板呈环形排列组成,所述弧形板内部设置有冷却水道,所述冷却水道的两端分别设置有进水口和出水口,所述进水口和出水口贯穿弧形板侧壁与外界连通,所述弧形板两侧分别设置有定位槽和定位块,所述弧形板的定位块插接在相邻的所述弧形板的定位槽内并通过锁紧件连接。
5.优选的,所述弧形板的圆心角为40
°
,所述弧形板设置有九个。
6.优选的,所述冷却水道呈“s”形排列在弧形板内部。
7.优选的,所述定位槽上端设置有螺纹通孔,所述定位块上设置有螺纹槽,所述螺纹通孔和螺纹槽一一对应设置,所述螺纹通孔内贯穿设置有固定螺栓,所述固定螺栓底端螺纹连接在螺纹槽内,所述固定螺栓上螺纹连接有锁紧螺母。
8.与现有技术相比,本实用新型的有益效果是:该种侧吹炉铜水套压板装置利用铜水套压板代替侧吹炉钢压板,在弧形板内部的冷却水道内布置循环水管,有效降低炉壳温度,提高炉砖使用寿命以及提高侧吹炉运转率,增加粗铅产量,同时降低铜水套压板处和氧枪及氧枪砖的烧损,从而提高侧吹炉运行寿命,减少生产过程中由于氧枪烧损、围砖烧损导致的停炉、停产的次数,进而减少停炉成本,提高经济收益。
附图说明
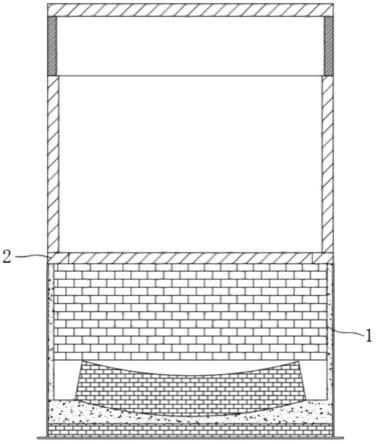
9.图1为本实用新型正视剖视图;
10.图2为本实用新型的铜水套压板的俯视图;
11.图3为本实用新型的弧形板的俯视剖视图;
12.图4为本实用新型的弧形板的俯视图;
13.图5为本实用新型的弧形板的立体结构示意图。
14.图中:侧吹炉炉壳1、铜水套压板2、弧形板3、冷却水道4、进水口5、出水口6、定位槽7、定位块8、螺纹通孔9、螺纹槽10、固定螺栓11、锁紧螺母12。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.请参阅图1-5,本实用新型提供一种技术方案:一种侧吹炉铜水套压板装置,包括侧吹炉炉壳1,侧吹炉炉壳1上设置有铜水套压板2,铜水套压板2为环形,现有技术中,大部分的侧吹炉压板由两部分组成,即20毫米厚度压板及30毫米厚度压板,20毫米厚度的压板焊接在炉壳上,焊接时需要进行坡口处理及加强筋焊接,焊接用时较长,且在焊接过程中底部的加强筋对后期砌砖工作带来极大的不便,30毫米厚度压板作为垫板使用,两种压板在实际生产中,烧损较快,出现烧损后,需要停机进行维护,导致连续生产周期较短,利用环形的铜水套压板2代替侧吹炉钢压板,可对炉壳进行一定程度的降温,提高炉砖使用寿命以及提高侧吹炉运转率,减少停机次数,在进行炉体改造时,将炉壳降低,在降低的部分安装铜水套压板2,其余部分如氧枪口、渣眼、铅眼均不作改变;
17.铜水套压板2由弧形板3呈环形排列组成,弧形板3内部设置有冷却水道4,冷却水道4的两端分别设置有进水口5和出水口6,进水口5和出水口6贯穿弧形板3侧壁与外界连通,冷却水道4呈“s”形排列在弧形板3内部,弧形板3的圆心角为40
°
,弧形板3设置有九个,九个圆心角为40
°
的弧形板3构成一个完整的环形结构,组成铜水套压板2,在“s”形的冷水水道4内部布置循环水管,通过进水口5和出水口6与外界水箱水泵连通,对炉壳温度进行降温,提高炉砖使用寿命以及提高侧吹炉运转率,增加粗铅产量,同时降低铜水套压板2处和氧枪及氧枪砖的烧损,从而提高侧吹炉运行寿命,减少生产过程中由于氧枪烧损、围砖烧损导致的停炉、停产的次数,进而减少停炉成本,提高经济收益;
18.弧形板3两侧分别设置有定位槽7和定位块8,弧形板3的定位块8插接在相邻的弧形板3的定位槽7内并通过锁紧件连接,在对弧形板3进行连接时,首先将定位块8插接进相邻的弧形板3的定位槽7内,实现连接和定位,避免出现偏移,提高精确度,利用锁紧件进行进一步的固定;
19.定位槽7上端设置有螺纹通孔9,定位块8上设置有螺纹槽10,螺纹通孔9和螺纹槽10一一对应设置,螺纹通孔9内贯穿设置有固定螺栓11,固定螺栓11底端螺纹连接在螺纹槽10内,固定螺栓11上螺纹连接有锁紧螺母12,在连接弧形板3完成后,可将对应的固定螺栓11依次贯穿螺纹通孔9和相应的定位块8上的螺纹槽10,再利用锁紧螺母12进行锁紧固定,实现稳定连接。
20.在使用时,在进行炉体改造时,将炉壳降低,在降低的部分安装铜水套压板2,其余部分如氧枪口、渣眼、铅眼均不作改变,九个圆心角为40
°
的弧形板3构成一个完整的环形结构,组成铜水套压板2,在对弧形板3进行连接时,首先将定位块8插接进相邻的弧形板3的定位槽7内,实现连接和定位,避免出现偏移,提高精确度,将对应的固定螺栓11依次贯穿螺纹
通孔9和相应的定位块8上的螺纹槽10,再利用锁紧螺母12进行锁紧固定,实现稳定连接,在“s”形的冷水水道4内部布置循环水管,通过进水口5和出水口6与外界水箱水泵连通,对炉壳温度进行降温,提高炉砖使用寿命以及提高侧吹炉运转率,增加粗铅产量,同时降低铜水套压板2处和氧枪及氧枪砖的烧损,从而提高侧吹炉运行寿命,减少生产过程中由于氧枪烧损、围砖烧损导致的停炉、停产的次数,进而减少停炉成本,提高经济收益。
21.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种侧吹炉铜水套压板装置,包括侧吹炉炉壳(1),其特征在于:所述侧吹炉炉壳(1)上设置有铜水套压板(2),所述铜水套压板(2)为环形,所述铜水套压板(2)由弧形板(3)呈环形排列组成,所述弧形板(3)内部设置有冷却水道(4),所述冷却水道(4)的两端分别设置有进水口(5)和出水口(6),所述进水口(5)和出水口(6)贯穿弧形板(3)侧壁与外界连通,所述弧形板(3)两侧分别设置有定位槽(7)和定位块(8),所述弧形板(3)的定位块(8)插接在相邻的所述弧形板(3)的定位槽(7)内并通过锁紧件连接。2.根据权利要求1所述的一种侧吹炉铜水套压板装置,其特征在于:所述弧形板(3)的圆心角为40
°
,所述弧形板(3)设置有九个。3.根据权利要求1所述的一种侧吹炉铜水套压板装置,其特征在于:所述冷却水道(4)呈“s”形排列在弧形板(3)内部。4.根据权利要求1所述的一种侧吹炉铜水套压板装置,其特征在于:所述定位槽(7)上端设置有螺纹通孔(9),所述定位块(8)上设置有螺纹槽(10),所述螺纹通孔(9)和螺纹槽(10)一一对应设置,所述螺纹通孔(9)内贯穿设置有固定螺栓(11),所述固定螺栓(11)底端螺纹连接在螺纹槽(10)内,所述固定螺栓(11)上螺纹连接有锁紧螺母(12)。
技术总结
本实用新型公开了一种侧吹炉铜水套压板装置,包括侧吹炉炉壳,所述侧吹炉炉壳上设置有铜水套压板,所述铜水套压板由弧形板呈环形排列组成,所述弧形板内部设置有冷却水道,所述弧形板两侧分别设置有定位槽和定位块。该种侧吹炉铜水套压板装置利用铜水套压板代替侧吹炉钢压板,在弧形板内部的冷却水道内布置循环水管,有效降低炉壳温度,提高炉砖使用寿命以及提高侧吹炉运转率,增加粗铅产量,同时降低铜水套压板处和氧枪及氧枪砖的烧损,从而提高侧吹炉运行寿命,减少生产过程中由于氧枪烧损、围砖烧损导致的停炉、停产的次数,进而减少停炉成本,提高经济收益。提高经济收益。提高经济收益。
技术研发人员:任余涛 丁俊仁 陈有福 石云章 郭辉 李玉生 高进林 翟安明 王曾明 崔文智
受保护的技术使用者:西部矿业股份有限公司
技术研发日:2022.07.14
技术公布日:2023/1/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1