一种加热炉出钢检测方法、装置、电子设备及存储介质与流程
本发明涉及轧钢工业炉,特别是涉及一种加热炉出钢检测方法、装置、电子设备及存储介质。
背景技术:
1、步进式加热炉,是工业热处理行业中广泛使用的一种连续加热热处理设备,步进式加热炉在炉内运送钢坯的原理是通过炉底步进机构驱动炉内活动梁以“抬升-前进-下降-后退”四个动作为一个步进周期往复运行,将钢坯从加热炉入料端沿加热炉长度方向一步一步地向出料端运送。
2、为了实现钢坯在出钢位置的精准定位,为出钢提供条件,同时防止钢坯撞坏出钢设备,现有的技术是在加热炉出料端的炉墙两侧安装两套激光检测仪,两套激光检测仪采用上下对称安装,每一套检测仪由激光发射端和接收端组成。两套激光检测仪分别独立检测左、右两侧钢坯的到位情况,且分别与该侧步进机构的运行动作进行连锁控制。当钢坯未到达该侧激光检测仪所在的出钢位置时,接收端能够持续接收到发射端发出的激光信号,控制系统认定该侧钢坯尚未到达出钢位,步进机构则持续运行将钢坯向出钢端运送;当钢坯移动至该侧出钢位置遮挡住激光时,接收端则无法接收到激光信号,控制系统认定钢坯已经到达该侧出钢位,步进机构随即停止“前进”动作并回到初始位置停止运行,等待出钢,但是现有的检测方法只能适用于单排或者两排的钢坯布料方式,对于三排钢坯布料方式,只能满足左右两侧钢坯的检测定位,而位于左右两侧钢坯之间的这一排钢坯将因为空间布置和激光射线相互干涉等问题无法实现检测定位。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明的目的在于提供一种加热炉出钢检测方法、装置、电子设备及存储介质,用于解决现有技术中无法对加热炉的三排布料钢坯进行出钢检测定位的问题。
2、为实现上述目的及其他相关目的,本发明提供一种加热炉出钢检测方法,所述方法包括:
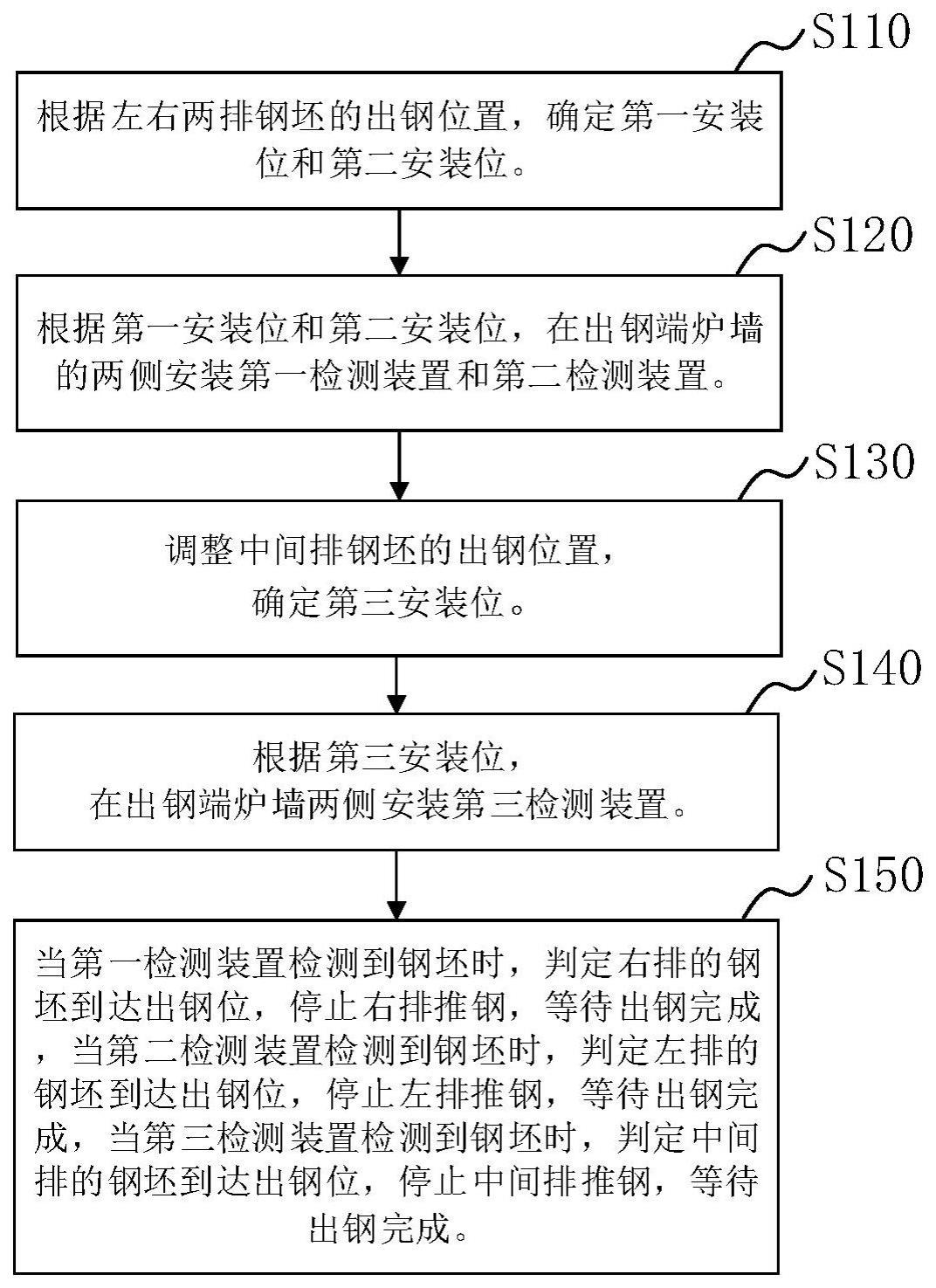
3、根据左右两排钢坯的出钢位置,确定第一安装位和第二安装位;
4、根据所述第一安装位和所述第二安装位,在出钢端炉墙的两侧安装第一检测装置和第二检测装置;
5、调整中间排钢坯的出钢位置,确定第三安装位;
6、根据所述第三安装位,在出钢端炉墙两侧安装第三检测装置;
7、当所述第一检测装置检测到钢坯时,判定右排的钢坯到达出钢位,停止右排推钢,等待出钢完成,当所述第二检测装置检测到钢坯时,判定左排的钢坯到达出钢位,停止左排推钢,等待出钢完成,当所述第三检测装置检测到钢坯时,判定中间排的钢坯到达出钢位,停止中间排推钢,等待出钢完成。
8、可选地,所述第一安装位包括第一发射位和第一接收位,所述第一发射位设置在出钢端炉墙的左侧,所述第一接收位设置在出钢端炉墙的右侧,所述第一发射位的水平高度高于所述第一接收位;
9、所述第二安装位包括第二发射位和第二接收位,所述第二发射位设置在出钢端炉墙的右侧,所述第二接收位设置在出钢端炉墙的左侧,所述第二发射位的水平高度高于所述第二接收位。
10、可选地,所述第一检测装置用于检测右排钢坯的出钢情况,所述第一检测装置包括第一发射端和第一接收端,所述第一发射端安装在所述第一发射位上,所述第一接收端安装在所述第一接收位上;
11、所述第二检测装置用于检测左排钢坯的出钢情况,所述第二检测装置包括第二发射端和第二接收端,所述第二发射端安装在所述第二发射位上,所述第二接收端安装在所述第二接收位上。
12、可选地,通过调整中间排钢坯的出钢位置,使中间排钢坯的出钢位置比左右两排钢坯的出钢位置更靠近出钢端,所述第三安装位比所述第一安装位和所述第二安装位更靠近出钢端,所述第三安装位包括第三发射位和第三接收位,所述第三发射位和所述第三接收位处于同一水平高度。
13、可选地,所述第三检测装置用于检测中间排钢坯的出钢情况,所述第三检测装置包括第三发射端和第三接收端,所述第三发射端安装在所述第三发射位上,所述第三接收端安装在所述第三接收位上。
14、可选地,所述第一检测装置与第一步进机构连接,所述第二检测装置与第二步进机构连接,所述第三检测装置与第三步进机构连接,当判定右排的钢坯到达出钢位,所述第一步进机构停止运行,等待出钢完成,当判定左排的钢坯到达出钢位,所述第二步进机构停止运行,等待出钢完成,当判定中间排的钢坯到达出钢位,所述第三步进机构停止运行,等待出钢完成。
15、可选地,所述第一检测装置、所述第二检测装置和第三检测装置独立检测,互不干涉。
16、基于同样的发明构思,本发明还提供一种出钢检测装置,所述装置包括:
17、第一确定模块,用于根据左右两排钢坯的出钢位置,确定第一安装位和第二安装位;
18、第一安装模块,用于根据所述第一安装位和所述第二安装位,在出钢端炉墙的两侧安装第一检测装置和第二检测装置;
19、第二确定模块,用于调整中间排钢坯的出钢位置,确定第三安装位;
20、第二安装模块,用于根据所述第三安装位,在出钢端炉墙两侧安装第三检测装置;
21、检测模块,用于当所述第一检测装置检测到钢坯时,判定右排的钢坯到达出钢位,停止右排推钢,等待出钢完成,当所述第二检测装置检测到钢坯时,判定左排的钢坯到达出钢位,停止左排推钢,等待出钢完成,当所述第三检测装置检测到钢坯时,判定中间排的钢坯到达出钢位,停止中间排推钢,等待出钢完成。
22、基于同样的发明构思,本发明还提供一种电子设备,所述电子设备包括:
23、一个或多个处理器;
24、存储装置,用于存储一个或多个程序,当所述一个或多个程序被所述一个或多个处理器执行时,使得所述电子设备实现如上所述的一种加热炉出钢检测方法。
25、基于同样的发明构思,本发明还提供一种存储介质,其上存储有计算机程序,当所述计算机程序被计算机的处理器执行时,使计算机执行如上所述的一种加热炉出钢检测方法。
26、如上所述,本发明的一种加热炉出钢检测方法、装置、电子设备及存储介质,至少具有以下有益效果:
27、通过根据左右两排钢坯的出钢位置,确定第一安装位和第二安装位,根据第一安装位和第二安装位,在出钢端炉墙的两侧安装第一检测装置和第二检测装置,调整中间排钢坯的出钢位置,确定第三安装位,根据第三安装位,在出钢端炉墙两侧安装第三检测装置,当第一检测装置检测到钢坯时,判定右排的钢坯到达出钢位,停止右排推钢,等待出钢完成,当第二检测装置检测到钢坯时,判定左排的钢坯到达出钢位,停止左排推钢,等待出钢完成,当第三检测装置检测到钢坯时,判定中间排的钢坯到达出钢位,停止中间排推钢,等待出钢完成,实现步进式加热炉炉内三排布料钢坯在出钢位置的独立检测定位,互不干涉,解决了现有技术中无法对加热炉的三排布料钢坯进行出钢检测定位的问题,提高了生产效率。
28、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种加热炉出钢检测方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种加热炉出钢检测方法,其特征在于,所述根据左右两排钢坯的出钢位置,确定第一安装位和第二安装位的步骤,包括:
3.根据权利要求2所述的一种加热炉出钢检测方法,其特征在于,所述根据所述第一安装位和所述第二安装位,在出钢端炉墙的两侧安装第一检测装置和第二检测装置的步骤,包括:
4.根据权利要求1所述的一种加热炉出钢检测方法,其特征在于,所述调整中间排钢坯的出钢位置,确定第三安装位的步骤,包括:
5.据权利要求4所述的一种加热炉出钢检测方法,其特征在于,所述根据所述第三安装位,在出钢端炉墙两侧安装第三检测装置的步骤,包括:
6.根据权利要求1所述的一种加热炉出钢检测方法,其特征在于,所述当所述第一检测装置检测到钢坯时,判定右排的钢坯到达出钢位,停止右排推钢,等待出钢完成,当所述第二检测装置检测到钢坯时,判定左排的钢坯到达出钢位,停止左排推钢,等待出钢完成,当所述第三检测装置检测到钢坯时,判定中间排的钢坯到达出钢位,停止中间排推钢,等待出钢完成的步骤,包括:
7.根据权利要求1所述的一种加热炉出钢检测方法,其特征在于,还包括:
8.一种出钢检测装置,其特征在于,所述装置包括:
9.一种电子设备,其特征在于,所述电子设备包括:
10.一种存储介质,其特征在于,其上存储有计算机程序,当所述计算机程序被计算机的处理器执行时,使计算机执行权利要求1至7中任一项所述的一种加热炉出钢检测方法。
技术总结
本发明属于轧钢工业炉技术领域,提供一种加热炉出钢检测方法、装置、电子设备及存储介质,方法包括:根据左右两排钢坯的出钢位置,确定第一安装位和第二安装位,在出钢端炉墙的两侧安装第一检测装置和第二检测装置,调整中间排钢坯的出钢位置,确定第三安装位,根据第三安装位,在出钢端炉墙两侧安装第三检测装置,当第一检测装置检测到钢坯时,判定右排的钢坯出钢,停止右排推钢,当第二检测装置检测到钢坯时,判定左排的钢坯出钢,停止左排推钢,当第三检测装置检测到钢坯时,判定中间排的钢坯出钢,停止中间排推钢,实现三排布料钢坯的出钢检测定位,解决了现有技术中无法对加热炉的三排布料钢坯进行出钢检测定位的问题,提高了生产效率。
技术研发人员:龙静涛,张修宁,邬磊,任晓斌,张宏亮,夏偲禹
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!