一种铝制散热器装配结构的制作方法
本技术涉及发动机散热器,具体涉及到一种铝制散热器装配结构。
背景技术:
1、随着时代的发展,环境保护已经成为我国的一项基本国策,对工厂环境要求要达国家环保标准,工厂需要不断地完善作业方法,来减少各项污染指标,氩弧焊在焊接过程中产生大量的氩气、臭氧和氧氮化物等对人体有害的气体。
2、目前铝制散热器芯体与水室及各小件连接设计方法一直采用氩弧焊机械手氩弧焊和人工氩弧焊,主要缺点如下:1.环境污染严重,影响人体健康;2.手工氩弧焊接成本高;3.人工控制焊接质量不稳定;4.生产效率低,劳动强度高等缺点。因此如何改进设计方案,减少污染,降低劳动强度,提高焊接质量,提高生产效率、减少氩弧焊的使用是我们急需解决的问题。
技术实现思路
1、本实用新型为如何更环保、更稳定、更简便、更可靠、更经济地提升铝质散热器各零部件组装生产的效率,而对各零部件连接方式进行新的设计方案,该设计方案能满足铝质散热器上所有零部件均能通过连续钎焊炉一次钎焊完成同时又保证了铝质散热器焊接一致性。具体方案如下:
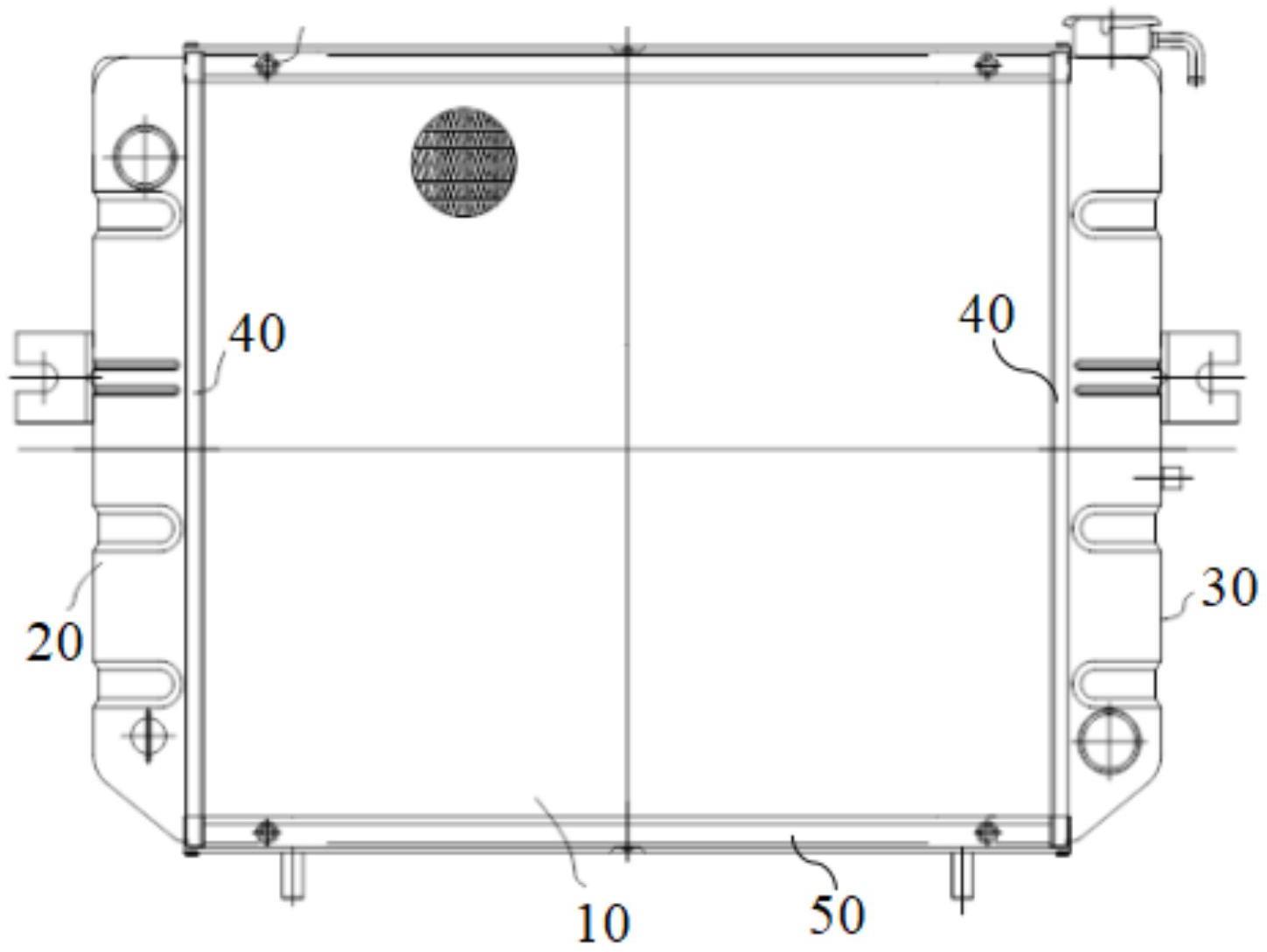
2、一种铝制散热器装配结构,所述铝制散热器的散热器总成包含有芯体,在芯体的左右两侧安装有左水室、右水室,在左水室、右水室与芯体之间还安装有主片,在芯体的上两侧设有护板总成,
3、左水室、右水室上均安装有进出水管和水室支架,进出水管采用压铆紧固在左水室、右水室上,水室支架采用点焊焊接固定在左水室、右水室的外侧,右水室还设有加水口总成,加水口总成采用压铆紧固在右水室上;
4、在主片的上下两端远离芯体的一侧设有向芯体方向延伸的纵向定位压板;
5、护板总成包含有长条状u型护板和固定销,固定销采用冲压铆接固定在u型护板的外侧端面,在u型护板内侧的左右两端设有向下延伸的横向限位压板。
6、进一步的,主片与左水室、右水室之间均采用过盈连接。
7、进一步的,在u型护板其中一侧的侧板内侧固定有压铆螺母用于在护板总成外侧固定导风罩。
8、采用本实用新型优点是能稳定、简便、可靠、经济的解决散热器组装生产,一次性钎焊就完成了整个散热器的焊接,不再需要氩弧焊,提高生产环境、生产质量、降低劳动强度。
技术特征:
1.一种铝制散热器装配结构,所述铝制散热器的散热器总成包含有芯体(10),在芯体(10)的左右两侧安装有左水室(20)、右水室(30),在左水室(20)、右水室(30)与芯体(10)之间还安装有主片(40),在芯体(10)的上两侧设有护板总成(50),其特征在于,
2.如权利要求1所述的铝制散热器装配结构,其特征在于,主片(40)与左水室(20)、右水室(30)之间均采用过盈连接。
3.如权利要求1所述的铝制散热器装配结构,其特征在于,在u型护板(51)其中一侧的侧板内侧固定有压铆螺母(55)用于在护板总成(50)外侧固定导风罩。
技术总结
本技术提供了一种铝制散热器装配结构,左、右水室上均安装有进出水管和水室支架,进出水管采用压铆紧固在左、右水室上,水室支架采用点焊焊接固定在左、右水室的外侧,右水室还设有加水口总成,加水口总成采用压铆紧固在右水室上;在主片的上下两端远离芯体的一侧设有向芯体方向延伸的纵向定位压板;护板总成包含有U型护板和固定销,固定销采用冲压铆接固定在U型护板的外侧端面,在U型护板内侧的左右两端设有向下延伸的横向限位压板。采用本技术可以稳定、简便、可靠、经济的解决散热器组装生产,一次性钎焊就完成了整个散热器的焊接,不再需要氩弧焊,提高生产环境、生产质量、降低劳动强度。
技术研发人员:关凤艳,李东周,詹取友,陈臣,张敏
受保护的技术使用者:龙工(上海)机械部件有限公司
技术研发日:20230514
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!