高密度散热铝型材的制作方法
本技术涉及散热铝型材,特别是涉及高密度散热铝型材。
背景技术:
1、散热铝型材是指通过金属铝加工制成的散热组件,通常分为拼装式和一体成型式两种,其中一体成型式的铝型材主要通过模具挤压再切割的方式进行生产;
2、目前,一体成型的铝型材散热器为了追求更好的散热效率,需要保障各个鳍片之间保持合理的间距,以及保障鳍片的厚薄程度,用于高密度散热铝型材的鳍片在生产和安装过程中都容易出现弯折或者偏转,从而出现影响空气流动降低散热效率的问题,为此,我们提出高密度散热铝型材。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供高密度散热铝型材,解决较薄的鳍片在生产和安装过程中都容易出现弯折或者偏转,从而出现影响空气流动降低散热效率的问题。
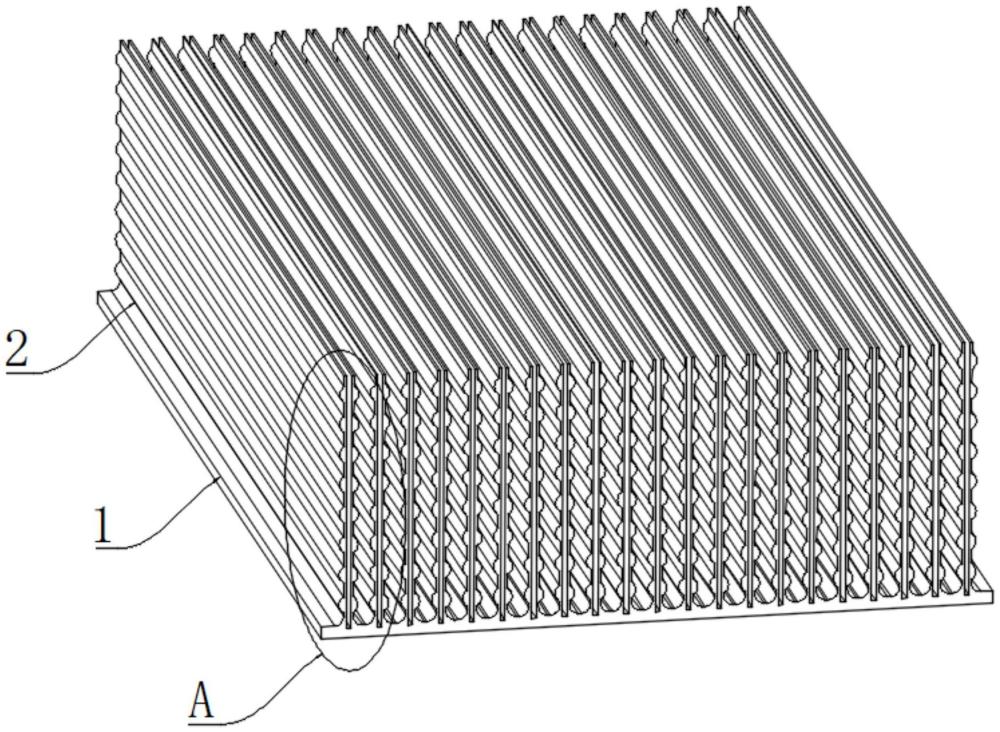
2、为解决上述技术问题,本实用新型提供如下技术方案:高密度散热铝型材,包括散热铝型材底座,所述散热铝型材底座的上部成型有若干组散热鳍片,每组散热鳍片上皆成型有若干组结构横条,每组散热鳍片的内部皆开设有气流风道。
3、优选的,所述散热鳍片与散热铝型材底座通过挤压一体成型,散热鳍片与散热铝型材底座连接处进行弧形的倒角处理。
4、优选的,所述散热鳍片成梯形设计,散热鳍片两侧斜边的倾斜角度为80°。
5、优选的,所述结构横条成半圆形,每组结构横条的规格相同。
6、优选的,竖向排列的若干组结构横条同侧处于同一垂面上。
7、优选的,所述气流风道呈矩形状,气流风道的上端贯穿散热鳍片,气流风道的下端探入至散热铝型材底座内。
8、优选的,所述散热铝型材底座、散热鳍片、结构横条和气流风道的表面皆做亮面处理。
9、与现有技术相比,本实用新型能达到的有益效果是:
10、1、本实用新型中,散热鳍片与散热铝型材底座通过挤压一体成型且进行弧形的倒角处理,提高连接处的结构强度和连接强度,解决高密度铝型材的鳍片强度问题。
11、2、本实用新型中,所述结构横条成半圆形起到加强筋的作用,避免散热鳍片在成型时和使用时轻易的弯曲或者偏转,进一步解决高密度铝型材的鳍片强度问题。
12、3、本实用新型中,竖向排列的若干组结构横条同侧处于同一垂面上,可以形成规格相同的气流通道,避免气流在流动时扩散,出现气流紊乱的问题。
13、4、本实用新型中,气流风道对散热鳍片进行分隔,在散热鳍片的内部形成一组新的气流风道,在保留散热鳍片的结构强度的同时,减少原材料的使用。
技术特征:
1.高密度散热铝型材,其特征在于:包括散热铝型材底座(1),所述散热铝型材底座(1)的上部成型有若干组散热鳍片(2),每组散热鳍片(2)上皆成型有若干组结构横条(3),每组散热鳍片(2)的内部皆开设有气流风道(4)。
2.根据权利要求1所述的高密度散热铝型材,其特征在于:所述散热鳍片(2)与散热铝型材底座(1)通过挤压一体成型,散热鳍片(2)与散热铝型材底座(1)连接处进行弧形的倒角处理。
3.根据权利要求2所述的高密度散热铝型材,其特征在于:所述散热鳍片(2)成梯形设计,散热鳍片(2)两侧斜边的倾斜角度为80°。
4.根据权利要求1所述的高密度散热铝型材,其特征在于:所述结构横条(3)成半圆形,每组结构横条(3)的规格相同。
5.根据权利要求4所述的高密度散热铝型材,其特征在于:竖向排列的若干组结构横条(3)同侧处于同一垂面上。
6.根据权利要求1所述的高密度散热铝型材,其特征在于:所述气流风道(4)呈矩形状,气流风道(4)的上端贯穿散热鳍片(2),气流风道(4)的下端探入至散热铝型材底座(1)内。
7.根据权利要求1所述的高密度散热铝型材,其特征在于:所述散热铝型材底座(1)、散热鳍片(2)、结构横条(3)和气流风道(4)的表面皆做亮面处理。
技术总结
本技术涉及散热铝型材技术领域,特别是涉及高密度散热铝型材,高密度散热铝型材,包括散热铝型材底座,所述散热铝型材底座的上部成型有若干组散热鳍片,每组散热鳍片上皆成型有若干组结构横条,每组散热鳍片的内部皆开设有气流风道,本技术中,散热鳍片与散热铝型材底座通过挤压一体成型且进行弧形的倒角处理,提高连接处的结构强度和连接强度,解决高密度铝型材的鳍片强度问题,所述结构横条成半圆形起到加强筋的作用,避免散热鳍片在成型时和使用时轻易的弯曲或者偏转,进一步解决解决高密度铝型材的鳍片强度问题。
技术研发人员:杜小荣,陈文斌,陈关勇,陈银花
受保护的技术使用者:江苏东亚铝业有限公司
技术研发日:20231215
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!