用于冰箱的双材料模塑成型底座的制作方法与流程
本发明涉及制冷储物,特别是涉及一种用于冰箱的双材料模塑成型底座的制作方法。
背景技术:
1、为保护冰箱在搬运过程中免遭碰撞损伤,冰箱的底部一般包覆有泡沫底座,泡沫底座一般是利用模具发泡而成。为了保证泡沫底座的整体强度与韧性,目前出现了一种双材料的泡沫底座,泡沫底座的四个角部由韧性好的材质发泡而成,泡沫底座的其余部分由强度较高的材料发泡而成,这样既保证了泡沫底座的整体强度,又可防止泡沫底座跌落,损坏四个角部。然而,由于两种物料的特性不同,这种泡沫底座在发泡时,容易出现物料自身不稳定,而且两种物料在融合时也容易出现不稳定的情况。
技术实现思路
1、鉴于上述问题,提出了本发明以便提供一种克服上述问题或者至少部分地解决上述问题的用于冰箱的双材料模塑成型底座的制作方法,既保证了第一物料和第二物料自身的稳定性,又有利于第一物料和第二物料的融合。
2、具体地,本发明提供了一种用于冰箱的双材料模塑成型底座的制作方法,包括:
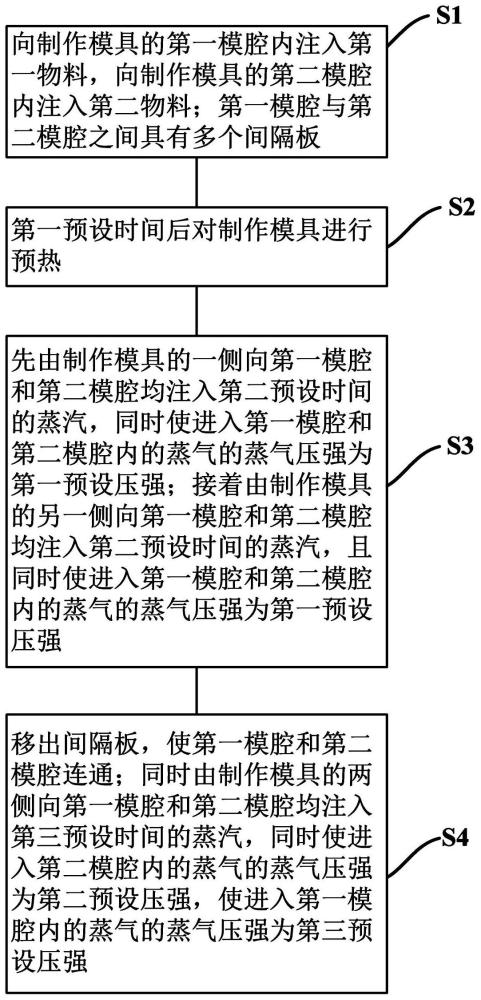
3、向制作模具的第一模腔内注入第一物料,向所述制作模具的第二模腔内注入第二物料;所述第一模腔与所述第二模腔之间具有间隔板;
4、第一预设时间后对所述制作模具进行预热;
5、先由所述制作模具的一侧向所述第一模腔和所述第二模腔均注入第二预设时间的蒸汽,同时使进入所述第一模腔和所述第二模腔内的蒸气的蒸气压强为第一预设压强;接着由所述制作模具的另一侧向所述第一模腔和所述第二模腔均注入第二预设时间的蒸汽,且同时使进入所述第一模腔和所述第二模腔内的蒸气的蒸气压强为第一预设压强;
6、移出所述间隔板,使所述第一模腔和所述第二模腔连通;同时由所述制作模具的两侧向所述第一模腔和所述第二模腔均注入第三预设时间的蒸汽,同时使进入所述第二模腔内的蒸气的蒸气压强为第二预设压强,使进入所述第一模腔内的蒸气的蒸气压强为第三预设压强。
7、可选地,所述第一预设压强为0.85bar至0.95bar;所述第二预设压强为1.05bar至1.15bar;
8、所述第三预设压强为0.85bar至0.95bar,所述第三预设压强等于所述第一预设压强;
9、所述第一预设时间为2.8s至3.2s,所述第二预设时间为1.8s至2.2s,所述第三预设时间为10s至12s;
10、所述第二物料为聚苯乙烯;所述第一物料为聚苯乙烯和聚乙烯共聚物。
11、可选地,所述制作方法还包括:
12、对所述制作模具进行第四预设时间的保压,同时使所述第一模腔对应的温度高于所述第二模腔对应的温度。
13、可选地,所述第四预设时间为18s至22s;所述第一模腔对应的温度与所述第二模腔对应的温度之间的差值为8℃至12℃。
14、可选地,所述间隔板被布置成使得在从所述第一模腔和所述第二模腔之间移出后,在所述制作模具的一侧间隔开所述制作模具的该侧表面;
15、利用喷水的方式在所述间隔板阻隔的作用下使所述第一模腔对应的温度高于所述第二模腔对应的温度。
16、可选地,所述制作方法,还包括:
17、向所述制作模具喷水,同时抽出所述制作模具热空气,以通过水冷与真空冷却结合的方式进行第五预设时间的冷却,所述第五预设时间为55s至65s;
18、排水与脱模。
19、可选地,所述制作模具包括下模具、上模具;所述间隔板为四个,所述下模具与所述上模具闭合时限定出模腔;四个所述间隔板可从所述模腔移出地设置于所述模腔的四个角部,四个所述间隔板用于将所述模腔分隔为四个所述第一模腔和所述第二模腔。
20、可选地,所述双材料模塑成型底座包括相互独立的第一支撑部和第二支撑部;所述第一支撑部与所述第二支撑部分别设置于所述冰箱的底部的横向两侧,且所述第一支撑部与所述第二支撑部通过连接部形成一整体;
21、所述制作模具为两个,分别为制作所述第一支撑部的第一模具和制作所述第二支撑部的第二模具;
22、所述第一模具和所述第二模具均包括下模具、上模具和两个所述间隔板;所述下模具与所述上模具闭合时限定出模腔;两个所述间隔板可从所述模腔移出地设置于所述模腔的两端,两个所述间隔板用于将所述模腔分隔为两个所述第一模腔和所述第二模腔;
23、所述制作方法还包括:
24、在利用所述第一模具得到所述第一支撑部和利用所述第二模具得到所述第二支撑部后,组装所述第一支撑部、所述第二支撑部和所述连接部。
25、可选地,所述连接部包括:
26、底托,所述底托具有开口朝上的容纳空间,所述第一支撑部与所述第二支撑部设置于所述容纳空间内,且与所述容纳空间的空间壁接触抵靠;
27、多个连接横板,所述第一支撑部与所述第二支撑部的下表面上均具有开口朝下的多个沿所述第一支撑部与所述第二支撑部的前后方向依次间隔设置的凹槽,且每个所述凹槽穿出所述第一支撑部与所述第二支撑部互相靠近的两个壁面;每个所述连接横板的两端分别插入所述第一支撑部的一个所述凹槽与所述第二支撑部的对应的所述凹槽内;
28、两个护棱,每个所述护棱沿前后方向延伸;所述第一支撑部的下表面与远离所述第二支撑部的表面之间的沿前后方向延伸的棱为所述第一支撑部的底纵棱;所述第二支撑部的下表面与远离所述第一支撑部的表面之间的沿前后方向延伸的棱为所述第二支撑部的底纵棱;一个所述护棱包裹所述第一支撑部的底纵棱,另一个所述护棱包裹所述第二支撑部的底纵棱。
29、可选地,所述容纳空间的前壁面上具有水平设置的前板;所述容纳空间的后壁面上具有水平设置的后板;前侧的所述连接横板处于所述前板的下侧,后侧的所述连接横板处于所述后板的下侧;所述第一支撑部与所述第二支撑部间隔设置;所述前板和所述后板处于所述第一支撑部与所述第二支撑部之间;所述前板的下表面与对应的所述连接横板的上表面固定连接;所述后板的下表面与对应的所述连接横板的上表面固定连接。
30、本发明的用于冰箱的双材料模塑成型底座的制作方法,既保证了第一物料和第二物料的稳定性,又有利于第一物料和第二物料的融合。
31、根据下文结合附图对本发明具体实施例的详细描述,本领域技术人员将会更加明了本发明的上述以及其他目的、优点和特征。
技术特征:
1.一种用于冰箱的双材料模塑成型底座的制作方法,包括:
2.根据权利要求1所述的制作方法,其中,
3.根据权利要求1所述的制作方法,其特征在于,还包括:
4.根据权利要求3所述的制作方法,其特征在于,
5.根据权利要求3所述的制作方法,其特征在于,
6.根据权利要求3所述的制作方法,其特征在于,还包括:
7.根据权利要求1所述的制作方法,其特征在于,
8.根据权利要求1所述的制作方法,其特征在于,
9.根据权利要求8所述的制作方法,其特征在于,所述连接部包括:
10.根据权利要求9所述的制作方法,其中,
技术总结
本发明提供了一种用于冰箱的双材料模塑成型底座的制作方法,包括:向制作模具的第一模腔内注入第一物料,向制作模具的第二模腔内注入第二物料;第一模腔与第二模腔之间具有多个间隔板;第一预设时间后对制作模具进行预热;先由制作模具的一侧向第一模腔和第二模腔均注入第二预设时间的蒸汽;接着由制作模具的另一侧向第一模腔和第二模腔均注入第二预设时间的蒸汽;移出间隔板,使第一模腔和第二模腔连通,由制作模具的两侧向第一模腔和第二模腔均注入第三预设时间的蒸汽。本发明提供的用于冰箱的双材料模塑成型底座的制作方法,既保证了第一物料和第二物料自身的稳定性,又有利于第一物料和第二物料的融合。
技术研发人员:李雪峰,李鹏
受保护的技术使用者:重庆海尔制冷电器有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!