搁架饰条、冰箱及制备方法与流程
本申请涉及高分子材料领域,尤其涉及一种搁架饰条、冰箱及制备方法。
背景技术:
1、冰箱为食品储存容器,对制备冰箱材料的食品级要求较高,食品放置在冰箱内的搁架上,搁架为玻璃材质,通过搁架饰条将搁架的四周包裹,以方便用户拿取,冰箱中的搁架饰条为具有仿金属效果,会在饰条表面进行烫印处理,烫印膜为镀铝膜。
2、在放置食品在冰箱时,搁架饰条会与食品产生接触,在搁架饰条的材料与食品接触后,须使材料中的物质不迁移到食品中来。
3、会对冰箱进行食品级测试,在食品级测试中,会使用到3%醋酸溶液浸泡的方式,来评估冰箱内饰件材料的食品级风险。在测试过程中,烫印装饰条中的铝跟醋酸发生反应,铝迁移到醋酸溶液内,导致玻璃搁架饰条容易污染食品。
技术实现思路
1、本申请提供一种搁架饰条、冰箱及制备方法,以解决利用搁架饰条容易污染食品的问题。
2、本申请第一方面提供一种搁架饰条制备方法,包括:
3、将100重量份的丙烯腈-丁二烯-苯乙烯共聚物和/或高抗冲聚苯乙烯、0.3-0.5重量份的色母粒以及0.5-3重量份的抗氧化剂加入至高速混合机中混合,得到基层混合物;
4、将所述基层混合物加入至挤出机中,得到具有截面的搁架饰条;
5、根据所述搁架饰条上图案的图片尺寸制作凹版;
6、将所述凹版印刷到镀锡薄膜上,得到热转印膜;
7、将所述热转印膜印刷到所述具有截面的搁架饰条上,得到热转印搁架饰条;
8、将所述热转印搁架饰条覆膜处理,得到搁架饰条。
9、镀锡膜不仅具有较好的金属光泽性,也不影响气体阻隔性能,通过镀锡膜得到的热转印膜性能稳定,再印刷到搁架饰条上,不易迁移到食品中,较比镀铝膜更加安全,减少食品级风险。
10、可选的,所述高速混合机的混合时间为13-15min。
11、可选的,所述挤出机螺杆的温度为160-180℃,所述挤出机的螺杆转速区间为300-500rpm/min。
12、可选的,所述将所述基层混合物加入至挤出机中,得到具有截面的搁架饰条包括:
13、将所述基层混合物加入至挤出机中,得到搁架饰条板;
14、将所述搁架饰条板冷却处理,以使所述搁架饰条板的表面温度小于等于90℃,得到冷却后的搁架饰条板;
15、将所述冷却后的搁架饰条版定型,得到具有截面的搁架饰条。
16、将所述搁架饰条板冷却后,便于对其定型,得到不同形状的搁架饰条。
17、可选的,所述具有截面的搁架饰条厚度为2.5-3.0mm。
18、由于玻璃搁架的厚度为2.5-3.0mm,为了与玻璃搁架配合,搁架饰条的厚度也设置为2.5-3.0mm。
19、可选的,所述将所述热转印搁架饰条覆膜处理,得到搁架饰条包括:
20、利用乙醇和/或二氯甲烷清洗所述热转印搁架饰条表面,得到清洗后的搁架饰条;
21、通过压轮将所述清洗后的搁架饰条与保护膜压合,得到搁架饰条。
22、清洗后,便于搁架饰条与保护膜结合。
23、本申请第二方面提供一种搁架饰条,所述搁架饰条利用第一方面所述的方法制备获得,所述搁架饰条包括:饰条基层、热转印膜以及保护膜,其中,
24、所述饰条基层为abs板材,所述饰条基层的材质为丙烯腈-丁二烯-苯乙烯共聚物、高抗冲聚苯乙烯中的一种或多种组合;
25、所述abs板材至少包括下述重量份的原料制备而成:丙烯腈-丁二烯-苯乙烯共聚物和/或高抗冲聚苯乙烯为100份,色母粒0.3-0.5份、抗氧化剂0.5-3份;
26、所述热转印膜为镀锡薄膜;
27、所述保护膜的粘度为25-30g/25mm。
28、可选的,所述保护膜的材质为聚对苯二甲酸乙二醇酯。
29、本申请第三方面提供一种冰箱,包括箱体、搁架以及第二方面所述的搁架饰条,所述搁架设置在所述箱体内部,所述搁架饰条包裹在所述搁架的周侧。
30、由以上技术方案可知,本申请提供一种搁架饰条、冰箱及制备方法,所述方法包括:将100重量份的丙烯腈-丁二烯-苯乙烯共聚物和/或高抗冲聚苯乙烯、0.3-0.5重量份的色母粒以及0.5-3份的抗氧化剂加入至高速混合机中混合,得到基层混合物;将所述基层混合物加入至挤出机中,得到具有截面的搁架饰条;根据所述搁架饰条上图案的图片尺寸制作凹版;将所述凹版印刷到镀锡薄膜上,得到热转印膜;将所述热转印膜印刷到所述具有截面的搁架饰条上,得到热转印搁架饰条;将所述热转印搁架饰条覆膜处理,得到搁架饰条,通过镀锡膜得到的热转印膜性能稳定,再印刷到搁架饰条上,不易迁移到食品中,以解决利用搁架饰条容易污染食品的问题。
技术特征:
1.一种搁架饰条制备方法,其特征在于,包括:
2.根据权利要求1所述的搁架饰条制备方法,其特征在于,所述高速混合机的混合时间为13-15min。
3.根据权利要求1所述的搁架饰条制备方法,其特征在于,所述挤出机螺杆的温度为160-180℃,所述挤出机的螺杆转速区间为300-500rpm/min。
4.根据权利要求1所述的搁架饰条制备方法,其特征在于,所述将所述基层混合物加入至挤出机中,得到具有截面的搁架饰条包括:
5.根据权利要求4所述的搁架饰条制备方法,其特征在于,所述具有截面的搁架饰条厚度为2.5-3.0mm。
6.根据权利要求1所述的搁架饰条制备方法,其特征在于,所述将所述热转印搁架饰条覆膜处理,得到搁架饰条包括:
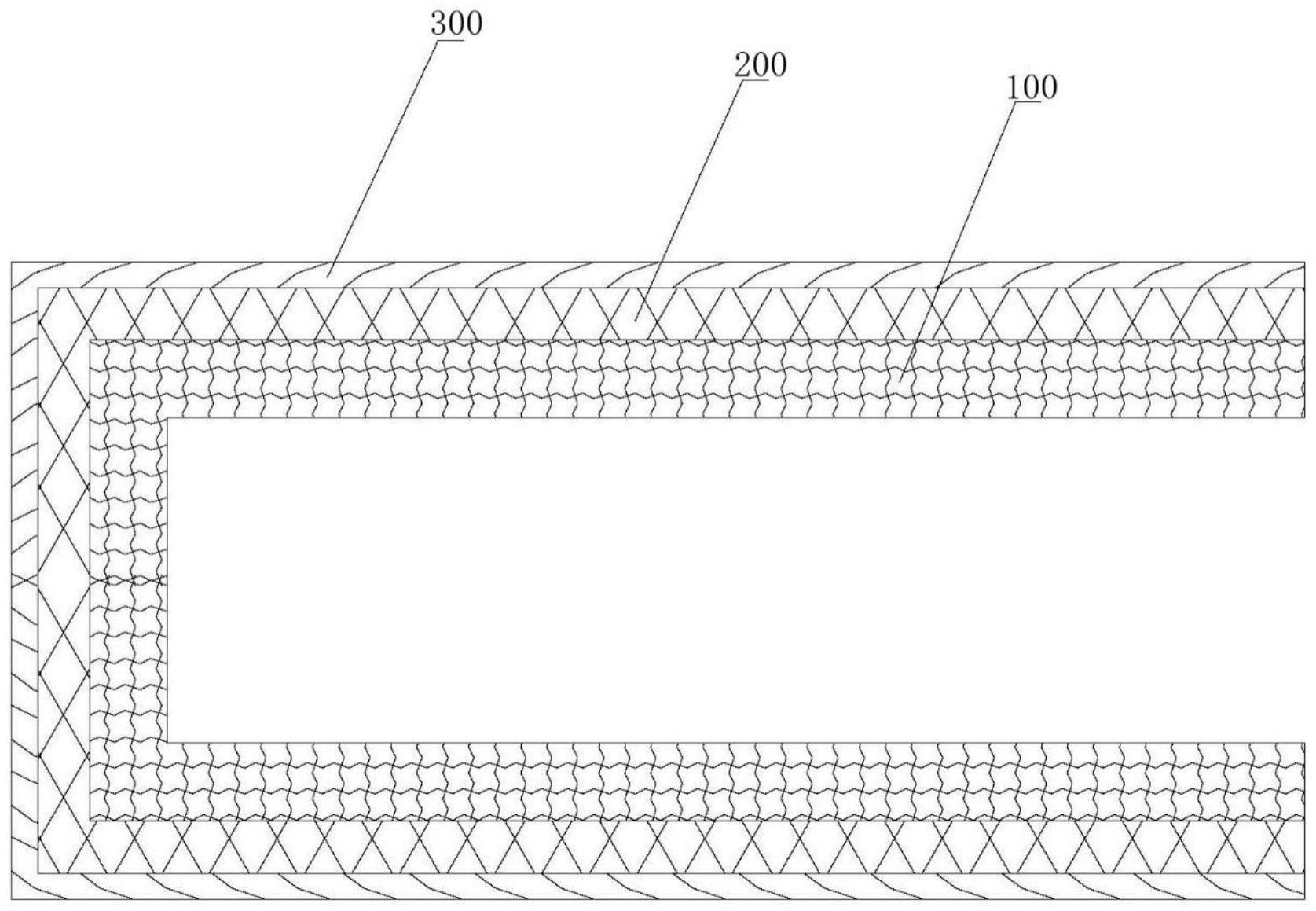
7.一种搁架饰条,其特征在于,所述搁架饰条利用权利要求1-6任一项所述的方法制备获得,所述搁架饰条包括:饰条基层(100)、热转印膜(200)以及保护膜(300),其中,
8.根据权利要求7所述的搁架饰条,其特征在于,所述保护膜(300)的材质为聚对苯二甲酸乙二醇酯。
9.一种冰箱,其特征在于,包括箱体、搁架以及权利要求7-8任一项所述的搁架饰条,所述搁架设置在所述箱体内部,所述搁架饰条包裹在所述搁架的周侧。
技术总结
本申请提供一种搁架饰条、冰箱及制备方法,所述方法包括:将100重量份的丙烯腈‑丁二烯‑苯乙烯共聚物和/或高抗冲聚苯乙烯、0.3‑0.5重量份的色母粒以及0.5‑3份的抗氧化剂加入至高速混合机中混合,得到基层混合物;将所述基层混合物加入至挤出机中,得到具有截面的搁架饰条;根据所述搁架饰条上图案的图片尺寸制作凹版;将所述凹版印刷到镀锡薄膜上,得到热转印膜;将所述热转印膜印刷到所述具有截面的搁架饰条上,得到热转印搁架饰条;将所述热转印搁架饰条覆膜处理,得到搁架饰条,通过镀锡膜得到的热转印膜性能稳定,再印刷到搁架饰条上,不易迁移到食品中,以解决利用搁架饰条容易污染食品的问题。
技术研发人员:黄玲,江峰,程春明,严桃
受保护的技术使用者:长虹美菱股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!