一种变速箱阀板清洗工艺的制作方法
本发明涉及阀板加工领域,尤其是涉及一种变速箱阀板清洗工艺。
背景技术:
1、变速箱阀体作为变速箱内较为精密的零部件之一,它是一个液压控制单元,从电控最终转换为液压,起到一个推动变速箱高低换挡的作用。
2、阀板用于与阀体组合使用,其加工时对清洁度要求很高,要求去毛刺清洗后最大金属颗粒300μm,重量2㎎,采用常规的清洗方法进行清洗很难保证清洁度。
技术实现思路
1、本发明主要解决的技术问题是提供一种变速箱阀板清洗工艺,能够保证清洗后的变速箱阀体满足清洁度的要求。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种变速箱阀板清洗工艺,针对工件的油道孔、螺纹孔和密封面进行全方位的清洗;
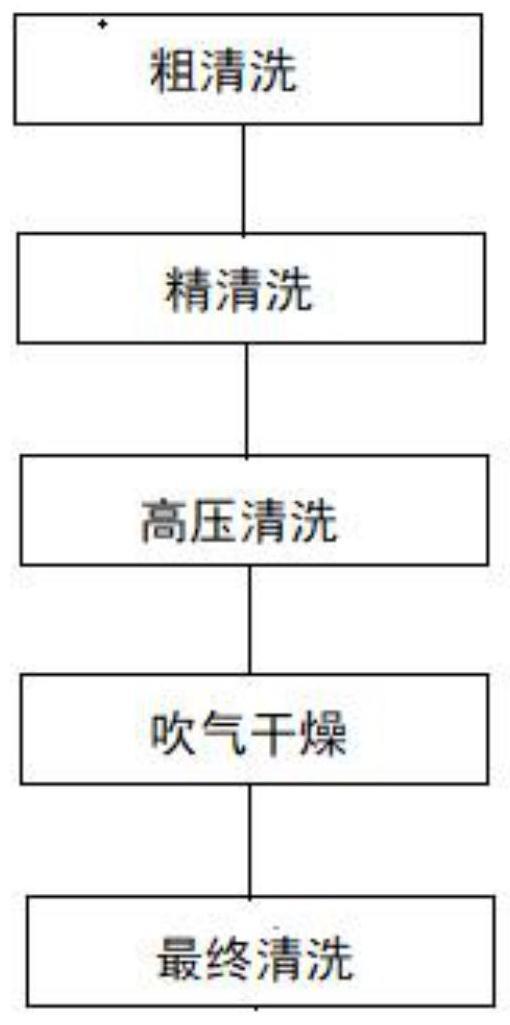
3、具体步骤包括:
4、1)粗清洗:对加工完成的所述工件进行粗清洗,清洗掉所述工件表面附着的铝屑和冷却液;
5、2)高压清洗:对所述步骤1)粗清洗完成的所述工件进行油道孔及螺纹孔定点高压清洗以及密封面的高压清洗;
6、3)吹气干燥:对所述步骤2)高压清洗后的所述工件进行吹气干燥;
7、4)最终清洗:对所述步骤3)吹气干燥后的所述工件进行最终清洗。
8、在本发明一个较佳实施例中,所述步骤1)为操作人员将两所述工件放置在粗清洗机内的第一专用治具托盘上,通过喷嘴气缸带动清洗喷嘴上下运动从而对所述工件进行清洗。
9、在本发明一个较佳实施例中,所述步骤2)高压清洗前对两所述工件进行精清洗。
10、在本发明一个较佳实施例中,所述精清洗为操作人员将所述步骤1)粗清洗完成后的一个所述工件放置在精清洗机内的第二专用治具托盘上,通过第一传感器感应到所述工件定位后,通过第一传送链条将带有所述工件的所述第二专用治具托盘依次经过精清洗区、定点吹气区、鼓风热风吹气区和第一卸载工位。
11、在本发明一个较佳实施例中,所述步骤2)为操作人员将所述精清洗完成的两所述工件放置在高压清洗机内的第三专用治具托盘上,通过数控五轴(x,y,z,b,a)进行所述油道孔及所述螺纹孔定点高压清洗以及整个面的高压清洗。
12、在本发明一个较佳实施例中,所述步骤3)为操作人员将所述高压清洗后的两所述工件放置干燥机的第四专用治具托盘上,通过高速旋转产生的离心力对所述工件进行甩干,然后进行吹气干燥。
13、在本发明一个较佳实施例中,所述步骤4)为操作人员将所述吹起干燥后的一个所述工件放置在集成清洗机的第五专用治具托盘上,通过第二传感器感应到所述工件定位后,通过第二传送链条将带有所述工件的所述托盘依次经过定点清洗区、全面吹气区、真空干燥区和第二卸载工位。
14、在本发明一个较佳实施例中,所述真空干燥区位于无尘室内。
15、本发明的有益效果是:本发明一种变速箱阀板清洗工艺,该清洗工艺采用五道工序进行清洗,针对工件的油道孔、螺纹孔和密封面进行全方位的清洗,保证了清洗后的变速箱阀体满足最大金属颗粒300μm,重量2㎎的清洁度要求。
技术特征:
1.一种变速箱阀板清洗工艺,其特征在于,针对工件的油道孔、螺纹孔孔和密封面进行全方位的清洗;
2.根据权利要求1所述的一种变速箱阀板清洗工艺,其特征在于,所述步骤1)为操作人员将两所述工件放置在粗清洗机内的第一专用治具托盘上,通过喷嘴气缸带动清洗喷嘴上下运动从而对所述工件进行清洗。
3.根据权利要求1所述的一种变速箱阀板清洗工艺,其特征在于,所述步骤2)高压清洗前对两所述工件进行精清洗。
4.根据权利要求3所述的一种变速箱阀板清洗工艺,其特征在于,所述精清洗为操作人员将所述步骤1)粗清洗完成后的一个所述工件放置在精清洗机内的第二专用治具托盘上,通过第一传感器感应到所述工件定位后,通过第一传送链条将带有所述工件的所述第二专用治具托盘依次经过精清洗区、定点吹气区、鼓风热风吹气区和第一卸载工位。
5.根据权利要求4所述的一种变速箱阀板清洗工艺,其特征在于,所述步骤2)为操作人员将所述精清洗完成的两所述工件放置在高压清洗机内的第三专用治具托盘上,通过数控五轴(x,y,z,b,a)进行所述油道孔及所述螺纹孔定点高压清洗以及整个面的高压清洗。
6.根据权利要求1所述的一种变速箱阀板清洗工艺,其特征在于,所述步骤3)为操作人员将所述高压清洗后的两所述工件放置干燥机的第四专用治具托盘上,通过高速旋转产生的离心力对所述工件进行甩干,然后进行吹气干燥。
7.根据权利要求1所述的一种变速箱阀板清洗工艺,其特征在于,所述步骤4)为操作人员将所述吹起干燥后的一个所述工件放置在集成清洗机的第五专用治具托盘上,通过第二传感器感应到所述工件定位后,通过第二传送链条将带有所述工件的所述托盘依次经过定点清洗区、全面吹气区、真空干燥区和第二卸载工位。
8.根据权利要求7所述的一种变速箱阀板清洗工艺,其特征在于,所述真空干燥区位于无尘室内。
技术总结
本发明公开了一种变速箱阀板清洗工艺,针对工件的油道孔、螺纹孔和密封面进行全方位的清洗;具体步骤包括:1)粗清洗:对加工完成的阀板进行粗清洗,清洗掉所述阀板表面附着的铝屑和冷却液;2)精清洗:对所述步骤1)粗清洗完成的所述阀板进行油道孔及螺纹孔定点高压清洗以及密封面的高压清洗;3)吹气干燥:对所述步骤2)精清洗后的所述阀板进行吹气干燥;4)最终清洗:对所述步骤3)吹气干燥后的所述阀板进行最终清洗。通过上述方式,本发明一种变速箱阀板清洗工艺,该清洗工艺采用五道工序进行清洗,针对工件的油道孔、螺纹孔和密封面进行全方位的清洗,保证了清洗后的变速箱阀体满足最大金属颗粒300μm,重量2㎎的清洁度要求。
技术研发人员:吴相建,郝敬涛,徐勇
受保护的技术使用者:博众优浦(常熟)汽车部件科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!