一种用于自动化SMT芯片贴装钢网清理设备的制作方法
一种用于自动化smt芯片贴装钢网清理设备
技术领域
1.本实用新型涉及钢网清理技术领域,具体涉及一种用于自动化smt芯片贴装设备及其方法。
背景技术:
2.目前在对smt(surface,mount,technology)芯片与电路基板通过锡膏固定的,锡膏是通过滚筒和钢网涂覆到电路基板上去的。而现在的企业在使用钢网去配合涂覆锡膏加工电子元器件后,会在钢网上残留锡膏,然而传统的企业在加工生产过程中缺乏相适配的钢网清理设备,全部采用人工擦拭清理的方式对其进行清理,导致人工成本较高、生产效率低。因此亟需研发一种用于自动化smt芯片贴装钢网清理设备来解决上述问题。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种用于自动化smt芯片贴装钢网清理设备,解决了传统的企业在加工生产过程中缺乏相适配的钢网清理设备,全部采用人工擦拭清理的方式对其进行清理,导致人工成本较高、生产效率低的问题。
4.本实用新型通过以下技术方案予以实现:
5.一种用于自动化smt芯片贴装钢网清理设备,包括:机座、移载机构、曲柄摇摆机构、收料机构、放料机构、喷液机构和擦拭机构;所述机座的顶部左侧设有所述移载机构、右侧设有所述喷液机构,所述移载机构上设有所述曲柄摇摆机构,所述曲柄摇摆机构上分别设有所述收料机构、所述放料机构和所述擦拭机构;
6.所述放料机构的放料筒上收卷有卷装的无尘布,所述无尘布的另一端经所述擦拭机构的顶部绕接后与所述收卷机构的收卷筒相连;
7.通过驱动所述移载机构,带动所述曲柄摇摆机构及其上部件进行前后滑动,通过驱动所述曲柄摇摆机构,带动所述收料机构、所述放料机构和所述擦拭机构进行左右摇摆滑动,同时经所述喷液机构的驱动,酒精泵送至所述擦拭机构上,经所述擦拭机构和所述无尘布的配合,从而实现对smt芯片贴装钢网进行快速擦拭清理。
8.优选的,所述移载机构包括:安装座、导轨一、滑块一、直线电机、移载板和防撞块;所述安装座设置于所述机座上,所述安装座的顶部左右两侧对称设有所述导轨一,所述导轨一上滑动连接有所述滑块一,所述滑块一对称设置于所述移载板的底部,所述安装座上还包括安装的所述直线电机,通过所述直线电机驱动带动所述移载板进行前后滑动;
9.所述防撞块对称设置于所述安装座的前后端,通过所述防撞块的设置,达到对所述直线电机的防撞保护。
10.优选的,所述曲柄摇摆机构包括:安装板、摇摆电机、偏心轮、传动杆、摇摆板、导轨二和滑块二;所述安装板设置于所述移载板的上端,所述安装板上安装有所述摇摆电机,所述摇摆电机的输出端设有所述偏心轮,所述偏心轮的偏心处铰接有所述传动杆,所述传动杆的另一端与所述摇摆板铰接,所述安装板的前后两侧对称设有所述导轨二,所述导轨二
上滑动连接有所述滑块二,所述滑块二对称设置于所述摇摆板的底部。
11.优选的,还包括卡接机构,所述卡接机构包括:固定卡头和弹簧卡头,所述摇摆板的左右两侧板上通过轴承分别安装有所述固定卡头和所述弹簧卡头,且所述固定卡头和所述弹簧卡头设置的数量分别为两组、呈前后分布。
12.优选的,所述收料机构包括:收料电机、皮带传动箱和收卷筒;所述收料电机安装于所述皮带传动箱的左侧壁下部,所述收料电机通过所述皮带传动箱减速传动,带动所述卡接机构上卡接的所述收卷筒转动。
13.优选的,所述放料机构包括:通过所述卡接机构卡接的放料筒;所述放料筒上收卷有卷装的所述无尘布。
14.优选的,所述喷液机构包括:防护箱、储液罐和喷液泵,所述防护箱的内部放置有所述储液罐,驱动所述喷液泵带动所述储液罐内储存的酒精经连通管泵送至所述擦拭机构上。
15.优选的,所述擦拭机构包括:擦拭板、喷射板、喷射座、卡接座、导向槽、导向柱和压缩弹簧;
16.所述擦拭板呈l型结构设置,所述擦拭板的后侧抵接锁紧有所述喷射板,所述擦拭板的顶部呈平面结构设置;
17.所述喷射板包括:倾斜板和底板;所述倾斜板的底部一体成型有所述底板,所述倾斜板的上端开设有v型槽,所述倾斜板的右侧壁开设有l型卡接槽;所述底板的底部中部开设有u型槽,经所述v型槽的底部开设有贯穿至所述u型槽的顶部的喷射孔;
18.所述喷射座包括:基座、卡接块、腰型腔和连接孔;所述基座的顶部一体成型有所述卡接块,所述卡接块的顶部开设有两组线性排列的所述腰型腔,所述腰型腔的底部开设有贯穿的所述连接孔,所述连接孔上装配有连接头,所述连接头可供与所述喷液泵相连通的所述连通管相安装;
19.通过所述u型槽与所述卡接块的锁紧装配,使所述腰型腔与所述喷射孔相连通;
20.所述基座呈t型结构设置;
21.所述卡接座:设置的数量为四组、分布于所述喷射座的四角,其所述卡接座的底端固定在所述摇摆板上,所述卡接座上还包括与所述基座上的t型结构相适配的限位块;
22.所述导向槽:开设的数量为四组、对称分布于所述喷射座的底部两端,所述导向槽内滑动插接有所述导向柱,所述导向柱的底部与所述摇摆板相连,同时所述导向柱的外部套设有所述压缩弹簧,使所述压缩弹簧在受压缩时,所述喷射座可沿所述导向柱与所述导向槽的导向进行向下移动。
23.优选的,还包括张紧机构,具体包括:拉伸弹簧、转动杆、避让槽、转动轴和压紧板;所述转动轴的左右端分别与所述摇摆板的左右两侧板转动相连,所述转动轴的底部左右两侧对称设有所述转动杆,所述转动杆的下端穿过所述摇摆板的底板上开设的所述避让槽,所述转动杆的底端卡扣有所述拉伸弹簧,所述拉伸弹簧的另一端与所述摇摆板的底部相卡扣,所述转动轴的顶部设有所述压紧板,靠近所述放料筒一侧的所述压紧板的端面呈弧面结构设置,其弧面结构与所述放料筒上收卷的所述无尘布的卷装面相切;
24.还包括控制单元,所述控制单元分别与所述移载机构、所述曲柄摇摆机构、所述收料机构和所述喷液机构电性相连。
25.在上述技术方案的基础上还提供了一种使用方法:即使用上述所述的一种用于自动化smt芯片贴装钢网清理设备进行清理的使用方法,包括:
26.1)首先依次将所述放料筒、所述收卷筒通过所述卡接机构安装至所述摇摆板上,而且同时将所述放料筒上卷装的所述无尘布进行逆时针放料,沿所述擦拭板的顶部绕接后,逆时针收卷至所述收卷筒上;
27.2)随后将上述的所述清理设备安装至smt芯片生产设备机组上,控制smt芯片生产设备机组上的下降组件,使其上的所述钢网下落,直至与绕接覆盖所述无尘布的所述擦拭板的顶部相抵接;
28.3)通过控制单元分别控制所述直线电机、所述摇摆电机、所述收料电机和所述喷液泵工作;
29.4)具体工作时包括:
30.所述直线电机工作:带动所述移载板在所述导轨一和所述滑块一的导向下进行向前或向后滑动;
31.所述摇摆电机工作:带动所述偏心轮转动,在所述传动杆的传动作用下,带动所述摇摆板在所述导轨二和所述滑块二的导向下进行左右往复摇摆滑动;
32.所述收料电机工作:带动所述收卷筒逆时针旋转,此时所述无尘布开始进行收卷,所述放料筒同步的进行放料所述防尘布;
33.所述喷液泵工作:泵送所述储液罐内储存的酒精经所述连通管、所述连接头、所述连接孔、所述腰型腔至所述喷射孔内,经所述喷射孔喷射至所述擦拭板顶部的所述无尘布上。
34.本实用新型的有益效果为:
35.本实用新型在采用上述结构的设计和使用下,解决了传统的企业在加工生产过程中缺乏相适配的钢网清理设备,全部采用人工擦拭清理的方式对其进行清理,导致人工成本较高、生产效率低的问题;
36.而且本实用新型结构新颖、设计合理,操作简便灵活,具有较强的实用性。
附图说明
37.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
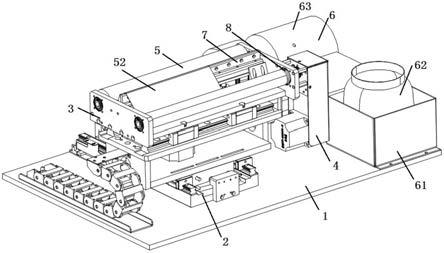
38.图1是本实用新型的正视立体结构图;
39.图2是本实用新型的后视立体结构图;
40.图3是本实用新型中移载机构的结构图;
41.图4是本实用新型中曲柄摇摆机构的结构图;
42.图5是本实用新型中收料机构、放料机构和擦拭机构的结构图;
43.图6是本实用新型中收料机构的局部结构图;
44.图7是本实用新型中卡接机构的结构图;
45.图8是本实用新型中张紧机构的结构图;
46.图9是本实用新型中擦拭机构的结构图一;
47.图10是本实用新型中擦拭机构的结构图二;
48.图11是本实用新型中卡接座的结构图;
49.图12是本实用新型中喷射板的结构图一;
50.图13是本实用新型中喷射板的结构图二;
51.图14是本实用新型中喷射座的结构图一;
52.图15是本实用新型中喷射座的结构图二。
53.图中:1
‑
机座、2
‑
移载机构、21
‑
安装座、22
‑
导轨一、23
‑
滑块一、24
‑
直线电机、25
‑
移载板、26
‑
防撞块、3
‑
曲柄摇摆机构、31
‑
安装板、32
‑
摇摆电机、33
‑
偏心轮、34
‑
传动杆、35
‑
摇摆板、36
‑
导轨二、37
‑
滑块二、4
‑
收料机构、41
‑
收料电机、42
‑
皮带传动箱、43
‑
收卷筒、5
‑
放料机构、51
‑
放料筒、52
‑
无尘布、6
‑
喷液机构、61
‑
防护箱、62
‑
储液罐、63
‑
喷液泵、7
‑
擦拭机构、71
‑
擦拭板、72
‑
喷射板、721
‑
倾斜板、722
‑
底板、723
‑
v型槽、724
‑
l型卡接槽、725
‑
u型槽、726
‑
喷射孔、73
‑
喷射座、731
‑
基座、732
‑
卡接块、733
‑
腰型腔、734
‑
连接孔、735
‑
连接头、74
‑
卡接座、741
‑
限位块、75
‑
导向槽、76
‑
导向柱、77
‑
压缩弹簧、8
‑
卡接机构、81
‑
固定卡头、82
‑
弹簧卡头、9
‑
张紧机构、91
‑
拉伸弹簧、92
‑
转动杆、93
‑
避让槽、94
‑
转动轴、95
‑
压紧板、10
‑
控制单元。
具体实施方式
54.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
55.实施例1
56.请参阅图1、图2所示:本实施例具体公开提供了一种用于自动化smt芯片贴装钢网清理设备的技术方案,包括:机座1、移载机构2、曲柄摇摆机构3、收料机构4、放料机构5、喷液机构6和擦拭机构7;机座1的顶部左侧设有移载机构2、右侧设有喷液机构6,移载机构2上设有曲柄摇摆机构3,曲柄摇摆机构3上分别设有收料机构4、放料机构5和擦拭机构7;
57.放料机构5的放料筒51上收卷有卷装的无尘布52,无尘布52的另一端经擦拭机构7的顶部绕接后与收卷机构的收卷筒43相连;
58.通过驱动移载机构2,带动曲柄摇摆机构3及其上部件进行前后滑动,通过驱动曲柄摇摆机构3,带动收料机构4、放料机构5和擦拭机构7进行左右摇摆滑动,同时经喷液机构6的驱动,酒精泵送至擦拭机构7上,经擦拭机构7和无尘布52的配合,从而实现对smt芯片贴装钢网进行快速擦拭清理。
59.即通过上述移载机构2和曲柄摇摆机构3的相互配合,可以实现上述擦拭机构7一边沿钢网进行前后移动擦拭的同时,一边进行左右往复移动擦拭,进一步提高了模仿人工手工来回往复擦拭的效果;而且同时经上述擦拭机构7对无尘布52施加的作用力,可以进一步提高无尘布52对钢网进行擦拭清理的效果;另外,通过喷液机构6的配合,酒精泵送至擦拭机构7上,对上述无尘布52进行喷射打湿,从而进一步提高无尘布52对smt芯片贴装钢网
上残留的锡膏擦拭清理效果。
60.实施例2
61.在上述实施例1的基础上,请继续参阅图3所示:本实施例还具体的公开了:移载机构2包括:安装座21、导轨一22、滑块一23、直线电机24、移载板25和防撞块26;安装座21设置于机座1上,安装座21的顶部左右两侧对称设有导轨一22,导轨一22上滑动连接有滑块一23,滑块一23对称设置于移载板25的底部,安装座21上还包括安装的直线电机24,通过直线电机24驱动带动移载板25进行前后滑动;此处的直线电机24具体主要包括定子和动子,定子设置在安装座21上,动子设置在移载板25的底部,且动子位于定子上方配合使用。
62.防撞块26对称设置于安装座21的前后端,通过防撞块26的设置,当直线电机24运行至前后末端时,通过与防撞块26的弹性阻尼抵接,达到对直线电机24的防撞保护;此处的防撞块26材质可具体选用耐腐蚀耐磨的pvc弹性橡胶块,实现更好的防护效果。
63.实施例3
64.在上述实施例2的基础上,请继续参阅图4、图5所示:本实施例还具体的公开了:曲柄摇摆机构3包括:安装板31、摇摆电机32、偏心轮33、传动杆34、摇摆板35、导轨二36和滑块二37;安装板31设置于移载板25的上端,安装板31上安装有摇摆电机32,摇摆电机32的输出端设有偏心轮33,偏心轮33的偏心处铰接有传动杆34,传动杆34的另一端与摇摆板35铰接,安装板31的前后两侧对称设有导轨二36,导轨二36上滑动连接有滑块二37,滑块二37对称设置于摇摆板35的底部。
65.即摇摆电机32工作时:带动偏心轮33转动,在传动杆34的传动作用下,带动摇摆板35在导轨二36和滑块二37的导向下进行左右往复摇摆滑动,从而带动擦拭机构7及其上的无尘布52进行左右往复擦拭工作,更好地模仿人工手工来回往复擦拭的效果。
66.实施例4
67.在上述实施例3的基础上,请继续参阅图5、图6、图7所示:本实施例还具体的公开了:还包括卡接机构8,卡接机构8包括:固定卡头81和弹簧卡头82,摇摆板35的左右两侧板上通过轴承分别安装有固定卡头81和弹簧卡头82,且固定卡头81和弹簧卡头82设置的数量分别为两组、呈前后分布。
68.通过上述卡接机构8的设置,通过一端固定卡头81、另一端弹簧卡头82的设置,可以实现对上述收料机构4中的收卷筒43、放料机构5中的放料筒51的快速拆装更换。
69.实施例5
70.在上述实施例4的基础上,请继续参阅图5、图6所示:本实施例还具体的公开了:收料机构4包括:收料电机41、皮带传动箱42和收卷筒43;收料电机41安装于皮带传动箱42的左侧壁下部,收料电机41通过皮带传动箱42减速传动,带动卡接机构8上卡接的收卷筒43转动。
71.上述收料电机41工作时:通过皮带传动箱42的降速传动,可以更稳定的输出动力,此处的皮带传动箱42主要结构具体为皮带、主动带轮和从动带轮的配合使用,带动收卷筒43逆时针旋转,此时无尘布52开始进行收卷,放料筒51同步的进行放料防尘布。
72.实施例6
73.在上述实施例5的基础上,请继续参阅图5、图7所示:本实施例还具体的公开了:放料机构5包括:通过卡接机构8卡接的放料筒51;放料筒51上收卷有卷装的无尘布52。
74.通过上述卷装的无尘布52,可以提高放料筒51上收卷的无尘布52的长度,可以实现对放料筒51进行定期拆装更换、省时省力,减少拆装频率。
75.实施例7
76.在上述实施例6的基础上,请继续参阅图1、图2所示:本实施例还具体的公开了:喷液机构6包括:防护箱61、储液罐62和喷液泵63,防护箱61的内部放置有储液罐62,驱动喷液泵63带动储液罐62内储存的酒精经连通管泵送至擦拭机构7上,此处的连通管在图中未示出。
77.通过上述防护箱61的设置,可以对储液罐62进行防护的同时,避免酒精经储液罐62溢出泄漏至设备上。
78.实施例8
79.在上述实施例7的基础上,请继续参阅图5、图7、图9~15所示:本实施例还具体的公开了:擦拭机构7包括:擦拭板71、喷射板72、喷射座73、卡接座74、导向槽75、导向柱76和压缩弹簧77;
80.擦拭板71呈l型结构设置,擦拭板71的后侧抵接锁紧有喷射板72,擦拭板71的顶部呈平面结构设置;平面结构可以更好地实现与无尘布52配合,提高对钢网的擦拭效果。
81.喷射板72包括:倾斜板721和底板722;倾斜板721的底部一体成型有底板722,倾斜板721的上端开设有v型槽723,倾斜板721的右侧壁开设有l型卡接槽724;底板722的底部中部开设有u型槽725,经v型槽723的底部开设有贯穿至u型槽725的顶部的喷射孔726,此处的喷射孔726沿v型槽723线性分布;
82.喷射座73包括:基座731、卡接块732、腰型腔733和连接孔734;基座731的顶部一体成型有卡接块732,卡接块732的顶部开设有两组线性排列的腰型腔733,腰型腔733的底部开设有贯穿的连接孔734,连接孔734上装配有连接头735,连接头735可供与喷液泵63相连通的连通管相安装;
83.通过u型槽725与卡接块732的锁紧装配,使腰型腔733与喷射孔726相连通;此处的u型槽725与卡接块732装配锁紧时,可在其两者之间具体嵌设一层聚乙烯密封垫层,提高腰型腔733的密封效果,避免酒精泄漏。
84.基座731呈t型结构设置;
85.上述擦拭机构7具体使用时:喷液机构6将酒精通过连通管、连接头735、连接孔734、腰型腔733泵送至喷射孔726处,经喷射孔726喷射打湿在无尘布52上,打湿后的无尘布52经擦拭板71对钢网进行擦拭清理残留工作。
86.卡接座74:设置的数量为四组、分布于喷射座73的四角,其卡接座74的底端固定在摇摆板35上,卡接座74上还包括与基座731上的t型结构相适配的限位块741;
87.导向槽75:开设的数量为四组、对称分布于喷射座73的底部两端,导向槽75内滑动插接有导向柱76,导向柱76的底部与摇摆板35相连,同时导向柱76的外部套设有压缩弹簧77,使压缩弹簧77在受压缩时,喷射座73可沿导向柱76与导向槽75的导向进行向下移动。
88.上述卡接座74、限位块741、导向槽75、导向柱76和压缩弹簧77的配合使用,可以在将本清理设备安装至机组上时,通过控制机组上的钢网下降,与擦拭板71进行抵接,在压缩弹簧77的弹性缓冲作用下,可以更好地调节擦拭板71与钢网之间的抵接力,即擦拭摩擦力,进一步提高擦拭清理效果。
89.实施例9
90.在上述实施例8的基础上,请继续参阅图8所示:本实施例还具体的公开了:还包括张紧机构9,具体包括:拉伸弹簧91、转动杆92、避让槽93、转动轴94和压紧板95;转动轴94的左右端分别与摇摆板35的左右两侧板转动相连,转动轴94的底部左右两侧对称设有转动杆92,转动杆92的下端穿过摇摆板35的底板722上开设的避让槽93,转动杆92的底端卡扣有拉伸弹簧91,拉伸弹簧91的另一端与摇摆板35的底部相卡扣,转动轴94的顶部设有压紧板95,靠近放料筒51一侧的压紧板95的端面呈弧面结构设置,其弧面结构与放料筒51上收卷的无尘布52的卷装面相切。
91.上述张紧机构9的设置,在进行擦拭清理工作时,可以通过拉伸弹簧91调节压紧板95与卷装的无尘布52之间的压紧力,进一步提高无尘布52在擦拭工时的放料张紧力。
92.实施例10
93.在上述实施例9的基础上,请继续参阅图1~15所示:本实施例还具体的公开了:还包括控制单元10,此处控制单元10具体可选用plc或单片机控制柜,控制单元10分别与移载机构2、曲柄摇摆机构3、收料机构4和喷液机构6电性相连,实现更好的智能控制及其参数调节。
94.实施例11
95.在上述实施例10的基础上,请继续参阅图1~15所示:本实施例还具体的公开了一种用于自动化smt芯片贴装钢网清理设备进行清理的使用方法,包括:
96.s1:首先依次将放料筒51、收卷筒43通过卡接机构8安装至摇摆板35上,而且同时将放料筒51上卷装的无尘布52进行逆时针放料,沿擦拭板71的顶部绕接后,逆时针收卷至收卷筒43上;
97.s2:随后将上述的清理设备安装至smt芯片生产设备机组上,控制smt芯片生产设备机组上的下降组件,使其上的钢网下落,直至与绕接覆盖无尘布52的擦拭板71的顶部相抵接;
98.s3:通过控制单元10分别控制直线电机24、摇摆电机32、收料电机41和喷液泵63工作;
99.s4:具体工作时包括:
100.直线电机24工作:带动移载板25在导轨一22和滑块一23的导向下进行向前或向后滑动;
101.摇摆电机32工作:带动偏心轮33转动,在传动杆34的传动作用下,带动摇摆板35在导轨二36和滑块二37的导向下进行左右往复摇摆滑动;
102.收料电机41工作:通过皮带传动箱42的降速传动,带动收卷筒43逆时针旋转,此时无尘布52开始进行收卷,放料筒51同步的进行放料防尘布;
103.喷液泵63工作:泵送储液罐62内储存的酒精经连通管、连接头735、连接孔734、腰型腔733至喷射孔726内,经喷射孔726喷射至擦拭板71顶部的无尘布52上。
104.本实用新型在采用上述结构的设计和使用下,解决了传统的企业在加工生产过程中缺乏相适配的钢网清理设备,全部采用人工擦拭清理的方式对其进行清理,导致人工成本较高、生产效率低的问题。
105.上述涉及的电器元件的控制方式是通过与其配套的控制单元10的控制柜进行控
制的,此处控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,仅对其进行使用,未对其进行改进,并且本实用新型主要用来保护机械装置,所以本实用新型不再详细对控制方式和电路连接进行赘述。
106.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1