一种铸管砂芯激光刻字砂芯号清扫装置的制作方法
1.本实用新型涉及离心球墨铸铁管生产领域,尤其是一种铸管砂芯激光刻字砂芯号清扫装置。
背景技术:
2.离心球墨铸铁管生产中,智能化生产要求越来越高,砂芯号是整个生产线最重要的传递信息,但是现有的砂芯号识别率还不是很高,一部分原因就是因为承口砂芯的砂芯号处喷洒了耐高温涂料之后,砂芯号被粘稠的涂料糊住了,导致铸出来的字不清楚,直接导致后面的识别设备对砂芯号的识别率下降。所以急需在承口砂芯进入热风固化炉之前对砂芯号部分进行清理,使砂芯号可以清晰的被铸出并易识别。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种铸管砂芯激光刻字砂芯号清扫装置,解决了球墨铸铁管砂芯刻字因涂料粘稠导致的不清楚的问题,在承口砂芯的砂芯号处进入热风固化炉之前,用吹扫器对承口砂芯的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使砂芯号清晰的露出,为后续的球墨铸铁管识别打下了坚实的基础,有效的提高了生产的自动化和智能化程度。
4.为解决上述技术问题,本实用新型所采用的技术方案是:
5.一种铸管砂芯激光刻字砂芯号清扫装置,包括设置在进入热风固化炉前的旋转托盘一侧的吹扫器;所述旋转托盘上放置有需要进入热风固化炉风干固化的刻有砂芯号的承口砂芯,所述吹扫器能够对承口砂芯上的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使承口砂芯上的砂芯号清晰可见;所述旋转托盘能够在驱动滚轮轨道上90
°
旋转。
6.本实用新型技术方案的进一步改进在于:所述吹扫器包括若干个喷嘴、气管和气源控制箱,所述气管的两端接通气路系统和喷嘴,所述喷嘴设置在所述末端执行装置上,所述气源控制箱控制所述气管的通断。
7.本实用新型技术方案的进一步改进在于:所述旋转托盘上放置若干个承口砂芯。
8.由于采用了上述技术方案,本实用新型取得的技术进步是:
9.1、本实用新型在承口砂芯进入热风固化炉之前,采用吹扫器对承口砂芯的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使砂芯号清晰的露出,提高了砂芯号清理速度和识别率,为后续的铸管识别打下了坚实的基础,提高了自动化和智能化程度。
10.2、本实用新型操作简单,有效的减少了操作人员的劳动量,而且高效迅速清理了承口砂芯的砂芯号处的多余涂料,提高了砂芯号的识别率。
11.3、本实用新型使离心球墨铸铁管的砂芯号标识清晰可见,为管理者进行物料统计和生产安排奠定了基础,有利于企业的精细化管理。
附图说明
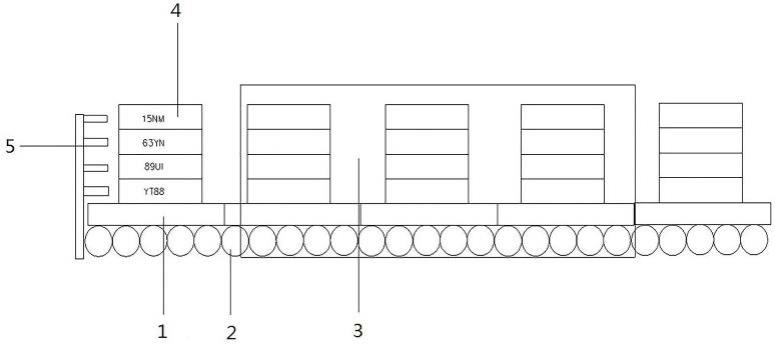
12.图1是本实用新型结构示意图;
13.其中,1、旋转托盘,2、驱动滚轮轨道,3、热风固化炉,4、承口砂芯,5、吹扫器。
具体实施方式
14.需要说明的是,在本实用新型的描述中,技术术语“上”、“下”、“前”、“后”、“左”、“右”、“纵”、“横”、“内”、“外”等表示方向或位置关系是基于附图所示的方向或位置关系,仅是为了便于描述和理解本实用新型的技术方案,以上说明并非对本实用新型作了限制,本实用新型也不仅限于上述说明的举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、增添或替换,都应视为本实用新型的保护范围。
15.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
16.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
17.下面结合附图及实施例对本实用新型做进一步详细说明:
18.如图1所示,一种铸管砂芯激光刻字砂芯号清扫装置,包括设置在进入热风固化炉3前的旋转托盘1一侧的吹扫器5;所述旋转托盘1上放置有需要进入热风固化炉3风干固化的刻有砂芯号的承口砂芯4,所述吹扫器5能够对承口砂芯4上的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使承口砂芯4上的砂芯号清晰可见;所述旋转托盘1能够在驱动滚轮轨道2上90
°
旋转,通过旋转调整承口砂芯4进入热风固化炉3的位置。
19.进一步的,所述吹扫器5包括若干个喷嘴、气管和气源控制箱,所述气管的两端接通气路系统和喷嘴,所述喷嘴设置在所述末端执行装置上,所述气源控制箱控制所述气管的通断。吹扫器5的吹扫速度及风量没有具体要求,能够将糊在承口砂芯4的砂芯号处的涂料均匀吹散即可。
20.进一步的,所述旋转托盘1上放置若干个承口砂芯4。具体放置承口砂芯4的个数需要根据承口砂芯4的规格尺寸大小以及热风固化炉3的大小确定,一般生产现场热风固化炉3的大小是固定的,承口砂芯4规格尺寸大些时,放置的数量少些,承口砂芯4规格尺寸小些时,放置的数量多些,如图1所示,本实施例中承口砂芯4放置了4个。实际在放置承口砂芯4时,要求码放整齐,刻有砂芯号的一侧并列码放,如图1所示。
21.工作原理:
22.当通过驱动滚轮轨道2传送过来的放置在旋转托盘1上的承口砂芯4进入热风固化炉3风干固化之前,用吹扫器5对承口砂芯4的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,这样就能将承口砂芯4上的砂芯号清晰的露出来了。为后续的球墨铸铁管的识别打下了坚实的基础,提高了自动化和智能化程度,为管理者进行物料统计和生产安排奠定了基础,
有利于进行绩效考核和生产管理,更有利于企业的精细化管理。
23.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
技术特征:
1.一种铸管砂芯激光刻字砂芯号清扫装置,其特征在于:包括设置在进入热风固化炉(3)前的旋转托盘(1)一侧的吹扫器(5);所述旋转托盘(1)上放置有需要进入热风固化炉(3)风干固化的刻有砂芯号的承口砂芯(4),所述吹扫器(5)能够对承口砂芯(4)上的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使承口砂芯(4)上的砂芯号清晰可见;所述旋转托盘(1)能够在驱动滚轮轨道(2)上90
°
旋转。2.根据权利要求1所述的一种铸管砂芯激光刻字砂芯号清扫装置,其特征在于:所述吹扫器(5)包括若干个喷嘴、气管和气源控制箱,所述气管的两端接通气路系统和喷嘴,所述喷嘴设置在所述末端执行装置上,所述气源控制箱控制所述气管的通断。3.根据权利要求1所述的一种铸管砂芯激光刻字砂芯号清扫装置,其特征在于:所述旋转托盘(1)上放置若干个承口砂芯(4)。
技术总结
本实用新型公开了一种铸管砂芯激光刻字砂芯号清扫装置,属于离心球墨铸铁管生产领域,包括设置在进入热风固化炉前的旋转托盘一侧的吹扫器;所述旋转托盘上放置有需要进入热风固化炉风干固化的刻有砂芯号的承口砂芯,所述吹扫器能够对承口砂芯上的砂芯号处进行吹扫,将砂芯号处的涂料均匀吹散,使承口砂芯上的砂芯号清晰可见;所述旋转托盘能够在驱动滚轮轨道上90
技术研发人员:野朴涛
受保护的技术使用者:新兴铸管股份有限公司
技术研发日:2022.09.30
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1