一种工业园区污水和化工废水高效处理工艺的制作方法
本发明涉及水处理,具体为一种工业园区污水或化工废水高效处理工艺,也可用于部分中水回用项目膜前预处理及其它适合本工艺处理的水。
背景技术:
1、现有的工业园区污水处理厂和化工废水处理站通常采用:调节池——预处理——初沉池——水解酸化——a/oa/o——二沉池——后处理——排放。
2、预处理一般采用混凝沉淀或铁碳+芬顿,后处理一般采用混凝沉淀(或气浮)+臭氧催化氧化+生物滤池(或活性炭吸附再生)+过滤器等。
3、工业园区污水处理厂接纳的废水一般都已经过了园区各个工厂的生化处理,其中容易生物降解的污染物大部分已经被去除,排到工业园区污水处理厂的废水大部分可生化性较差。早期的工业园区污水处理厂基本都是以生化处理为主,因而大部分都不能达到环保部门规定的排放标准。现在都进行了改进,如:增加了预处理和后处理。预处理一般采用混凝沉淀或铁碳+芬顿。由于混凝沉淀只能去除部分ss(悬浮物),不能从根本上改变污染物的分子结构,不能将难降解有机物转化为易降解有机物,预处理效果较差。铁碳+芬顿+沉淀预处理工艺虽然比单纯混凝沉淀预处理的效果有所提高,但由于废水进铁碳前需要将ph调至3~5,铁碳反应后ph会上升至5~7.5,废水进入芬顿反应器需要二次加酸将ph调至3~5(如不调ph,则处理效率不高),并且芬顿反应后ph上升很少,需要加较多的碱将ph调至弱碱性(8.5~9),方能将二价铁离子沉淀完全,以避免对后续生化的影响。整个过程需要两次加酸,并加较多的碱,造成运行费用高,而且废水盐分增加较多,对后续生化或排放水回用造成不利影响。同时,芬顿反应需要加入较多的氧化剂(常用双氧水),有时往往来不及完全反应和分解。未能完全反应和分解的氧化剂同时也是一种杀菌剂,在现有工艺中直接进入了生化系统,对后续生化处理非常不利,会杀死生化池的部分微生物,降低生化效率。现有生化处理工艺一般采用的是水解酸化——a/oa/o——二沉池工艺,原本对可生化性差的废水降解效率就不高,再加上预处理盐分、氧化剂的双重影响,整体去除效率更加低,生化出水cod指标往往较高,给后续处理造成极大压力。因此我们对此做出改进,提出一种工业园区污水高效处理工艺。
4、化工废水由化工生产过程产生,往往废水的可生化性不高,生化去除率不高。甚至不能直接生化处理。一般所采用的处理工艺与工业园区污水处理工艺类似。
技术实现思路
1、为了解决上述技术问题,本发明提供了如下的技术方案:包括以下步骤,
2、本发明一种工业园区污水和化工废水高效处理工艺,
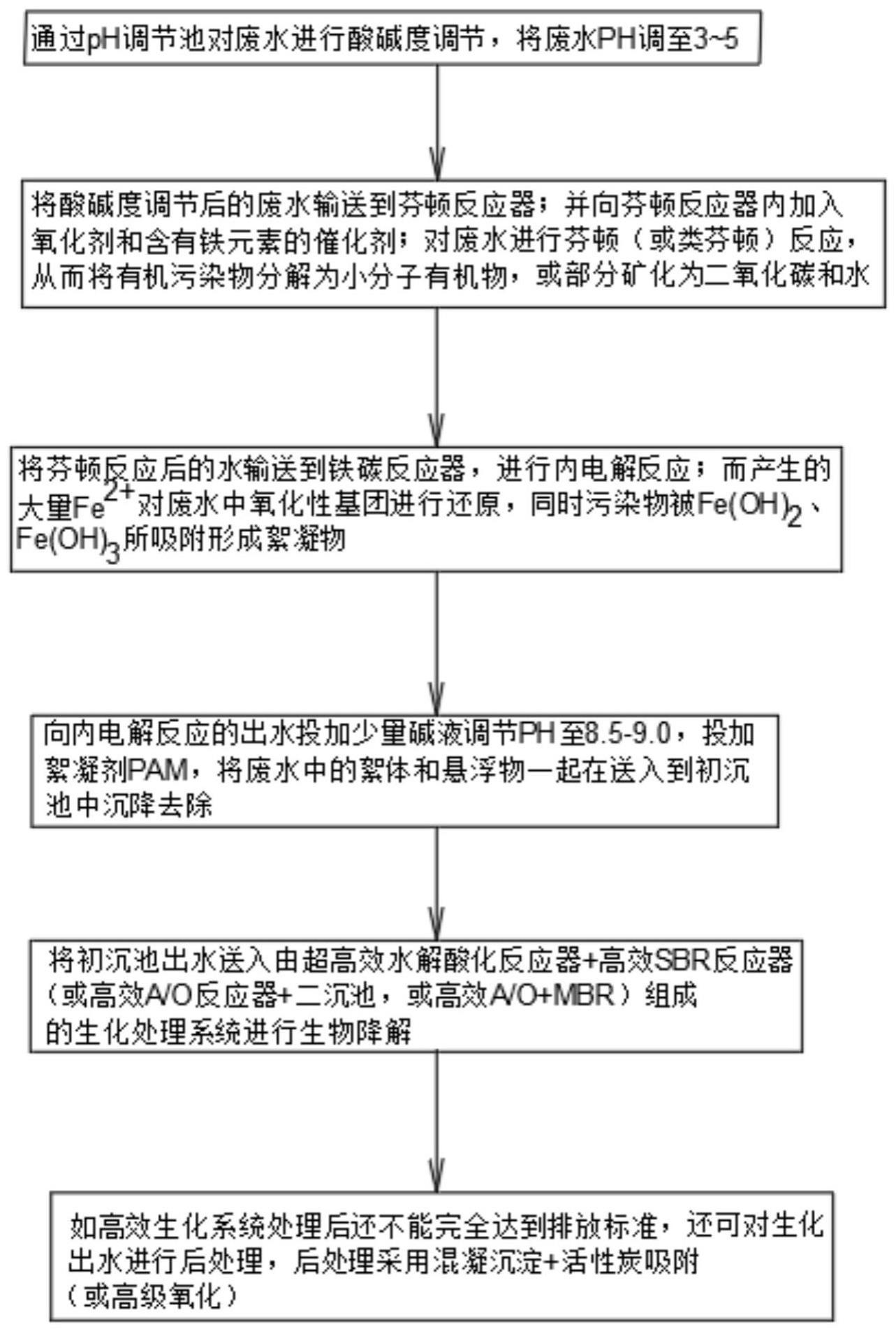
3、步骤1、通过ph调节池对废水进行酸碱度调节,将废水ph调至3~5;
4、步骤2、将酸碱度调节后的废水输送到芬顿反应器;并向芬顿反应器内加入氧化剂和含有铁元素的催化剂;对废水进行芬顿(或类芬顿)反应,从而将有机污染物分解为小分子有机物,或部分矿化为二氧化碳和水;
5、步骤3、将芬顿反应后的水体输送到铁碳反应器,进行内电解反应;而产生大量fe2+,对废水中氧化性基团进行还原,同时污染物被fe(oh)2、fe(oh)3所吸附形成絮凝物;
6、步骤4、向内电解反应的出水投加少量碱液调节ph至8.5-9.0,投加少量絮凝剂pam,将废水中的絮体和悬浮物一起在送入到初沉池中沉降去除;
7、步骤5、将初沉池出水上清液送入到由超高效水解酸化反应器、高效sbr或高效a/o或a/o耦合mbr反应器组成的生化系统内进行分解;
8、步骤6、如高效生化系统处理后还不能完全达到排放标准,还可对生化尾水进行后处理。后处理采用混凝沉淀+活性炭吸附。
9、作为本发明的一种优选技术方案,氧化剂为双氧水、臭氧、次氯酸钠和二氧化氯等其中的一种或多种。
10、作为本发明的一种优选技术方案,所述的催化剂为fe0、磁铁矿、γ-feooh、α-feooh、fe5ho8中的一种或多种。
11、作为本发明的一种优选技术方案,所述超高效水解酸化反应器包括反应器主体,所述反应器主体内设有高效能浮力搅拌机构,所述高效能浮力搅拌机构包括通气管、大气泡发生器和风机,所述通气管设置在反应器主体的内部,且所述风机的出风端经风管与通气管的进气端连接。
12、作为本发明的一种优选技术方案,所述通气管伸入到反应器主体的内部。
13、作为本发明的一种优选技术方案,所述通气管的底部设有大气泡发生器。
14、作为本发明的一种优选技术方案,所述高效能浮力搅拌机构(2)可以根据池容大小灵活设置为若干个。
15、作为本发明的一种优选技术方案,所述风管上设有控制阀。
16、本发明的有益效果是:
17、1、该种工业园区污水高效处理工艺采用的预处理工艺:芬顿+铁碳+沉淀,只需要调节ph至3-5一次,减少了酸的投加量50%。同时,经过铁碳后ph自然上升到中性或接近中性,调节ph至8.5-9.0所需要的碱液量比现有工艺减少30-70%。因而本发明的药剂投加费用大幅降低。
18、2、该种工业园区污水高效处理工艺采用的预处理工艺加酸、加碱量比现有工艺大幅降低,因而通过加酸、碱带入废水中的盐分也大幅降低,从而使盐分对后续生化的影响大幅降低,有利于生化系统发挥出最佳去处效果。
19、3、该种工业园区污水高效处理工艺可以将芬顿阶段未完全反应的双氧水等氧化剂在铁碳阶段与铁碳反应器(反应池)中的零价铁、铁碳反应产生的二价铁进一步发生芬顿、类芬顿反应,相当于比现有工艺多发生了一次芬顿高级氧化反应。因而同样的氧化剂投加量,预处理效率比现有工艺更高。同时,由于芬顿阶段未完全反应的双氧水等氧化剂在铁碳阶段进一步发生了反应、分解,从而可以确保进入生化阶段的废水中所含氧化剂量降到最低,因而氧化剂对生化的影响降到了最低,有利于确保生化系统,尤其是生化的第一单元(如水解酸化池或缺氧池)发挥出最大效率。
20、4、该种工业园区污水高效处理工艺中通过设置特定的超高效水解酸化反应器,利用空气的密度远远小于水,在水中产生很大的浮力,但是在气泡的周围存在粘滞力,气泡越细小,相对应的表面积越大,粘滞力也就越大,上升速度越慢。气泡越大,相对应的表面积越小,粘滞力越小,上升速度越快,从而带动周围液体快速上升。并且,只要气泡从高效搅拌装置鼓出后,气泡后续的上升过程无需额外提供能量,气泡即可依靠自身的浮力快速上升,因而非常节能。本发明的超高效水解酸化反应器所采用的高效能浮力搅拌机构即利用大气泡进行搅拌,大气泡的快速上升带动了气泡周围的泥水混合物快速由池底上升到池顶;同时向反应器的水中适量传递氧气,来控制反应器的orp在较佳的范围内运行,从而使水解酸化反应器在较高的反应效率下运行。同时该设计通过向反应器中适量鼓入空气,还可避免反应器处于厌氧状态,避免沼气的产生,消除沼气带来的安全隐患。
技术特征:
1.一种工业园区污水与化工废水的高效处理工艺,其特征在于:包括以下步骤,
2.根据权利要求1所述的一种工业园区污水与化工废水的高效处理工艺,其特征在于,所述氧化剂为双氧水、臭氧、次氯酸钠和二氧化氯等其中的一种或多种。
3.根据权利要求1所述的一种工业园区污水高效处理工艺,其特征在于,所述的催化剂为fe2+、fe3+、fe0、磁铁矿、γ-feooh、α-feooh、fe5ho8中的一种或多种。
4.根据权利要求1所述的一种工业园区污水高效处理工艺,其特征在于,所述超高效水解酸化反应器包括反应器主体(1),所述反应器主体(1)内设有高效能浮力搅拌机构(2),所述高效能浮力搅拌机构(2)包括通气管(3)、大气泡发生器(6)和风机(4),所述通气管(3)、大气泡发生器(6)设置在反应器主体(1)的内部,且所述风机(4)的出风端经风管(5)与通气管(3)的进气端连接。
5.根据权利要求4所述的一种超高效水解酸化反应器,其特征在于,所述通气管(3)伸入到反应器主体(1)的内部。
6.根据权利要求4所述的一种超高效水解酸化反应器,其特征在于,所述通气管(3)的底部设有大气泡发生器(6)。
7.根据权利要求4所述的一种超高效水解酸化反应器,其特征在于,所述高效能浮力搅拌机构(2)可以根据池容大小灵活设置为若干个。
8.根据权利要求4所述的一种超高效水解酸化反应器,其特征在于,所述风管(5)上设有控制阀(7)。
技术总结
本发明公开了一种工业园区污水与化工废水的高效处理工艺,通过pH调节池对废水进行酸碱度调节,将废水PH调至3~5;将酸碱度调节后的废水输送到芬顿反应器;并向芬顿反应器内加入氧化剂和含有铁元素的催化剂;对废水进行芬顿(或类芬顿)反应;将芬顿反应后的水体输送到铁碳反应器,进行内电解反应;向内电解反应的出水投加少量碱液调节PH至8.5‑9.0,投加少量絮凝剂PAM;将初沉池出水送入到由超高效水解酸化反应器、高效SBR反应器等组成的生化系统内进行分解。本发明采用的预处理工艺加酸、加碱量比现有工艺大幅降低,因而通过加酸、碱带入废水中的盐分也大幅降低,从而使盐分对后续生化的影响大幅降低,有利于生化系统发挥出最佳去除效果。
技术研发人员:陶显宏,高谷一,徐亚同
受保护的技术使用者:上海天誉环境科技工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!