一种基于渗析-脱氮的高氨氮废水处理控制系统的制作方法
本发明涉及废水处理,具体涉及一种基于渗析-脱氮的高氨氮废水处理控制系统。
背景技术:
1、随着现代工业的发展,水污染问题越来越严重,导致淡水资源短缺问题日益严重,并且已经引发了全球的淡水危机。而目前水污染的一个重要原因就是水中的氨氮含量超标,水中的氨氮来源有很多,除开生活污水和垃圾渗滤液外,另一个重要部分,就是钢铁、炼油、化肥等工业废水的排放,氨氮是导致水体富营养化的主要因素,会对水质造成严重影响,另外氨氮在水体中经过硝化作用会产生亚硝酸盐和硝酸盐,长期饮用这类水会诱发高铁血红蛋白症,对人体造成严重危害。因此如何对氨氮废水进行回收处理成为了一个社会可持续性发展的新瓶颈,加强工业废水氨氮处理技术的发展也具有非常重要的战略意义。
2、为解决氨氮废水的回收处理问题,现有技术中出现了一种基于道南渗析与渗透蒸馏耦合的氨氮废水处理技术,道南渗析用于从氨氮污水中富集铵离子,并与碱液反应后生成氨气;再将氨气通过渗透蒸馏回收氨氮,氨气通过与酸液反应转化为铵离子并形成铵盐,从而完成水中氨氮的回收处理。虽然这种方法从原理上是能够有效实现水中氨氮的去除,但是在其具体的回收处理过程中,涉及到多个环节的ph调节控制和温度控制,从而保证氨氮回收的效率和回收率,而目前对于ph以及温度的调节控制,更多的还是通过与设置的阈值进行简单的比对后再进行对应的操作,没有系统化地进行整体综合分析控制,从而导致整个回收系统的氨氮回收处理的回收率并不理想。
3、因此,目前急需一种对基于渗析-脱氮的高氨氮废水处理设备的自动化控制系统,来提高氨氮废水中氨氮的去除率和回收率,以及降低氨氮回收的成本。
技术实现思路
1、本发明意在提供一种基于渗析-脱氮的高氨氮废水处理控制系统,以提高氨氮废水中氨氮的去除率和回收率,以及降低氨氮回收的成本。
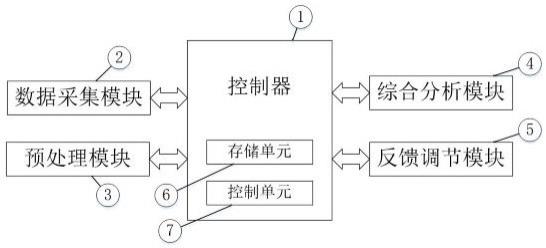
2、为达到上述目的,本发明采用如下技术方案:一种基于渗析-脱氮的高氨氮废水处理控制系统,包括控制器,以及分别与所述控制器连接的数据采集模块、预处理模块、综合分析模块和反馈调节模块;
3、数据采集模块,用于实时采集废水处理设备中各环节的运行参数;
4、预处理模块,用于对采集到的所述运行参数进行数据预处理,得到有效数据集;
5、综合分析模块,根据有效数据集对所述废水处理设备的运行状态以及对氨氮回收状态进行综合分析;
6、反馈调节模块,根据所述综合分析模块得到的分析结果,生成所述运行参数的调节策略,并对所述运行参数进行智能调节控制;
7、控制器,包括存储单元和控制单元,所述存储单元用于存储系统中的各项数据;所述控制单元用于控制所述废水处理设备的正常运行。
8、本方案的原理及优点是:实际应用时,通过设置的控制器全面系统化控制废水处理设备中各个装置、机构等的正常运行,从而完成氨氮废水的循环回收处理,并且在设备运行过程中,采集各环节的运行参数来对设备的运行状态以及氨氮回收情况进行综合分析,并根据已有的分析结果来反馈调节各环节的各个参数,从而使整个回收过程中的参数实现动态智能化调节,降低氨氮废水的重复液体量和循环次数,从而提高单个循环回收过程中氨氮的去除率以及回收率。
9、相比于现有技术,本方案的优点在于能够实时检测并分析当前回收处理过程中设备的状态和氨氮回收的情况,从而根据实时的指标数据来反馈调节对应的操作设置,进而避免循环回收处理过程中一致地以某个单个条件临界点为依据对设备进行操控,进而造成单次循环过程中氨氮的回收率不理想且再次循环的液体中氨氮含量仍然很高,没有达到理想的回收、去除效果,并且也一定程度上增加了液体的循环次数,造成氨氮的回收成本增加。而本方案中通过实时检测、实时反馈、动态调节控制相结合的方式,极大程度上使单次循环中氨氮回收率最大化,提高废水处理设备工作效率以及有效降低了回收成本,也有效提高了对废水处理设备的控制精准度。
10、优选的,作为一种改进,废水处理设备包括废水储存装置、接收液储存装置和渗透液储存装置,所述废水储存装置与接收液储存装置之间通过循环管道连接有氨氮富集装置,所述接收液储存装置与渗透液储存装置之间通过循环管道连接有氨氮回收装置;所述废水储存装置与接收液储存装置之间、接收液储存装置与渗透液储存装置之间的循环管道上均设有流量计和计量泵;所述废水储存装置、接收液储存装置和渗透液储存装置中均设有ph值测量器。
11、优选的,作为一种改进,接收液储存装置上还设有加热器,且其内部设有温度检测器。
12、优选的,作为一种改进,运行参数包括ph值、流速、流量、温度和氨氮含量。
13、优选的,作为一种改进,调节策略包括ph值调节策略、流速-流量调节策略和温度调节策略;
14、ph值调节策略为,将检测到的ph值与预设的ph值范围进行对比,若不符合则控制增加对应的原液调节ph值;
15、流速调节策略为,根据检测到的氨氮回收状态对应调节循环管道内液体循环流动的流动速度或者流量;
16、温度调节策略为,根据检测到的碱液循环管道内液体的温度与预设的标准温度的对比结果,动态调节接收液储存装置的出液参数。
17、优选的,作为一种改进,动态调节接收液储存装置的出液参数为,若检测到当前温度在所述标准温度内,则控制接收液储存装置的出液流速为标准流速;若当前温度低于标准温度,则根据当前温度与标准温度的差值比例对应调节接收液储存装置的出液流速。
18、优选的,作为一种改进,根据当前温度与标准温度的差值比例对应调节接收液储存装置的出液流速为,若当前温度低于标准温度的60%,则调节接收液储存装置的出液流速降低至标准流速的50%-70%;若当前温度在标准温度的60%-80%,则调节接收液储存装置的出液流速降低至标准流速的70%-85%;若当前温度在标准温度的80%-95%,则调节接收液储存装置的出液流速降低至标准流速的90%。
19、优选的,作为一种改进,标准温度为35-40℃;所述标准流速为0.05-0.2厘米/秒。
20、优选的,作为一种改进,对氨氮回收状态进行综合分析为,根据检测废水处理设备中氨氮含量并进行比对分析,得到废水处理设备单次循环过程中氨氮的去除率和回收率。
21、优选的,作为一种改进,去除率根据检测废水储存装置的循环进水和循环出水的氨氮含量进行对比计算;所述回收率根据检测渗透液储存装置中得到的回收产品的氨氮含量与废水储存装置中原水的氨氮含量进行对比计算。
技术特征:
1.一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:包括控制器,以及分别与所述控制器连接的数据采集模块、预处理模块、综合分析模块和反馈调节模块;
2.根据权利要求1所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述废水处理设备包括废水储存装置、接收液储存装置和渗透液储存装置,所述废水储存装置与接收液储存装置之间通过循环管道连接有氨氮富集装置,所述接收液储存装置与渗透液储存装置之间通过循环管道连接有氨氮回收装置;所述废水储存装置与接收液储存装置之间、接收液储存装置与渗透液储存装置之间的循环管道上均设有流量计和计量泵;所述废水储存装置、接收液储存装置和渗透液储存装置中均设有ph值测量器。
3.根据权利要求2所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述接收液储存装置上还设有加热器,且其内部设有温度检测器。
4.根据权利要求1所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述运行参数包括ph值、流速、流量、温度和氨氮含量。
5.根据权利要求4所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:调节策略包括ph值调节策略、流速-流量调节策略和温度调节策略;
6.根据权利要求5所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述动态调节接收液储存装置的出液参数为,若检测到当前温度在所述标准温度内,则控制接收液储存装置的出液流速为标准流速;若当前温度低于标准温度,则根据当前温度与标准温度的差值比例对应调节接收液储存装置的出液流速。
7.根据权利要求6所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述根据当前温度与标准温度的差值比例对应调节接收液储存装置的出液流速为,若当前温度低于标准温度的60%,则调节接收液储存装置的出液流速降低至标准流速的50%-70%;若当前温度在标准温度的60%-80%,则调节接收液储存装置的出液流速降低至标准流速的70%-85%;若当前温度在标准温度的80%-95%,则调节接收液储存装置的出液流速降低至标准流速的90%。
8.根据权利要求6所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述标准温度为35-40℃;所述标准流速为0.05-0.2厘米/秒。
9.根据权利要求1所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述对氨氮回收状态进行综合分析为,根据检测废水处理设备中氨氮含量并进行比对分析,得到废水处理设备单次循环过程中氨氮的去除率和回收率。
10.根据权利要求9所述的一种基于渗析-脱氮的高氨氮废水处理控制系统,其特征在于:所述去除率根据检测废水储存装置的循环进水和循环出水的氨氮含量进行对比计算;所述回收率根据检测渗透液储存装置中得到的回收产品的氨氮含量与废水储存装置中原水的氨氮含量进行对比计算。
技术总结
本发明涉及废水处理技术领域,公开了一种基于渗析‑脱氮的高氨氮废水处理控制系统,包括控制器,以及分别与所述控制器连接的数据采集模块、预处理模块、综合分析模块和反馈调节模块。通过实时检测并分析当前回收处理过程中设备的状态和氨氮回收的情况,从而根据实时的指标数据来反馈调节对应的操作设置,使控制系统对废水处理设备的控制更精准。本发明具有提高氨氮废水中氨氮的回收率和去除率,以及降低氨氮回收成本的有益效果。
技术研发人员:孙通,李果,姚海军,徐君,黄华,李明星
受保护的技术使用者:重庆阁林环保科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!