处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法与流程
本发明属于污水处理、固废处理,更具体地说,涉及处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法。
背景技术:
1、随着污水排放标准的日益严格,“碳中和”节能减排需求的提出,传统环保处置系统亟需做出工艺改善。根据不完全统计,国内吨水电耗达到0.3kwh左右,为达一级a甚至更为严格地方排放标准,大量碳源被投加于污水处理系统中,电耗和外加碳源成为co2主要排放源。为减碳、降本、增效,提高环保设施能源自给率和外加碳源替代成为主要努力方向。
2、在提高污水厂能源自给率方面,国内主要采用污泥厌氧消化热电联产工艺和光伏等方式。但是,国内因污泥含砂量高、有机质比例低等问题,污泥厌氧消化工艺成功案例较少。而光伏受污水厂可利用面积、厂区地理位置、规模效应等因素限制,发电量仅能满足污水厂用电量的5%-10%,作用较为有限。
3、在外加碳源替代方面,可采用污泥厌氧酸化、餐厨垃圾厌氧酸化等方法,但均存在一定缺陷。例如,公布号cn110293114a,公布日2019年10月1日的中国发明专利申请公开了一种餐厨垃圾与生活污水协同处理系统与方法,餐厨垃圾在发酵反应器内通过铰刀切割、打碎,运行模式为铰刀工作15min间歇45min,循环三次后,发酵液经负压吸取并混合投加至厌氧池。该方法的不足在于餐厨垃圾粗渣易导致设备故障,水解酸化时间不足,发酵液中vfa含量低,活性污泥反硝化利用价值低,并且餐厨垃圾中的油脂未分离,除损失油脂收益外,还易导致生化系统活性污泥窒息死亡。
4、又例如公告号cn215208983u,公告日2021年12月17日的中国发明专利将餐厨垃圾水解与低c/n污水协同处置,将餐厨垃圾分选、破碎、水解酸化反应装置后,水解酸化液经鸟粪石法脱氮除磷后,导入生化系统中补充碳源。该方法的不足在于水解酸化器需维持90-150℃高温,并且水解酸化液采用鸟粪石法处理时需投加大量碱液以维持ph至8-9,大幅提高了餐厨垃圾水解酸化成本,不具备工程经济性。
技术实现思路
1、针对传统餐厨垃圾处理和污水处理中普遍存在运行效率低、电耗大、外加药剂成本高等问题,本发明提供一种污水/餐厨垃圾协同处置低碳厂站系统,本发明的处置系统通过污水/餐厨垃圾协同厂站建设,节省污水厂外加碳源使用量,提高系统能源自给率,减少工程项目用地和污泥减量,提高污水处理综合收益率。
2、为实现上述目的,本发明提供如下技术方案:
3、处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:此应用方法包括如下步骤:
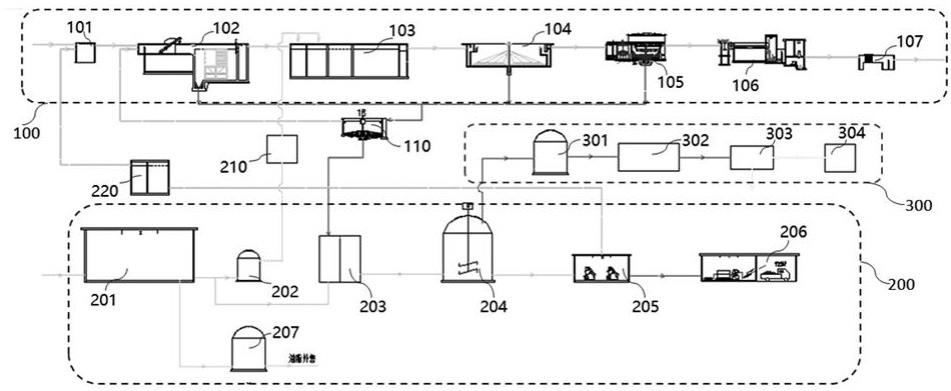
4、步骤1:污水通过污水处理单元中的粗格栅、初沉池、生化池、二沉池、高效沉淀池、滤池以及消毒池进行处理,水质达标的排放,同时经过初沉池、二沉池、高效沉淀池沉淀留下的污泥进入到污泥浓缩池,浓缩后的污泥进入到物料混合池;
5、步骤2:餐厨垃圾在餐厨垃圾综合处理间内进行除杂、粉碎、制浆、加热、三相分离;
6、步骤3:加热分离出来的油脂回收进入油脂罐;
7、步骤4:加热分离出来的一部分三相分离液进入水解酸化罐进行水解酸化,水解酸化液作为外加碳源投加至污水处理单元;
8、步骤5:另一部分三相分离液进入到物料混合池中,与内里的污泥混合后进入厌氧反应器进行厌氧发酵,产生厌氧发酵液和沼气;
9、步骤6:沼气脱硫处理后进行热电联产,转化成蒸汽和电能。
10、还包括将步骤5中产生的厌氧发酵液通过测流预处理/厌氧氨氧化一体式反应器进行cod和氨氮去除后,进入污水处理单元进行处理。
11、餐厨垃圾在餐厨垃圾综合处理间内加热温度为75-85℃。
12、一部分的三相分离液在水解酸化罐中的水解酸化温度为30-40℃,水解酸化时间为1-4天。
13、另一部分的三相分离液在厌氧反应器中的厌氧发酵温度为30-40℃,厌氧发酵时间为20-30天。
14、在步骤5中,水解酸化液的上层清液流入加药间的碳源储罐内,再有计量泵经加药管道补充至生化池的各碳源投加点。
15、与现有技术相比,本发明的有益效果是:
16、1、本发明的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,包括污水处理单元和餐厨垃圾处理单元,污水处理单元运行需要大量外加碳源,而餐厨垃圾处理单元中餐厨垃圾经过水解酸化后可提供高c/n比的优质碳源,有效提高进水cod,提高脱氮效率,协同厂站建设可节省污水处理外加碳源费用;
17、2、通过三相分离回收油脂,可减少餐厨垃圾对生化系统负面影响,同时可增加粗油脂收益;并且将餐厨垃圾和污泥进行协同发酵,可充分利用三相分离器物料热量,显著提高污泥餐厨质含量,优化c/n,提高整个系统的能源自给率。
技术特征:
1.处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:此应用方法包括如下步骤:
2.根据权利要求1所述的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:还包括将步骤5中产生的厌氧发酵液通过测流预处理/厌氧氨氧化一体式反应器进行cod和氨氮去除后,进入污水处理单元进行处理。
3.根据权利要求1所述的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:餐厨垃圾在餐厨垃圾综合处理间内加热温度为75-85℃。
4.根据权利要求1所述的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:一部分的三相分离液在水解酸化罐中的水解酸化温度为30-40℃,水解酸化时间为1-4天。
5.根据权利要求1所述的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:另一部分的三相分离液在厌氧反应器中的厌氧发酵温度为30-40℃,厌氧发酵时间为20-30天。
6.根据权利要求1所述的处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:在步骤5中,水解酸化液的上层清液流入加药间的碳源储罐内,再有计量泵经加药管道补充至生化池的各碳源投加点。
技术总结
本发明涉及本发明属于污水处理、固废处理技术领域,更具体地说,涉及处置系统在污水/餐厨垃圾协同处置低碳厂站中的应用方法,其特征在于:此应用方法包括如下步骤:污水通过污水处理单元中的粗格栅、初沉池、生化池、二沉池、高效沉淀池、滤池以及消毒池进行处理,水质达标的排放,同时经过初沉池、二沉池、高效沉淀池沉淀留下的污泥进入到污泥浓缩池,浓缩后的污泥进入到物料混合池;餐厨垃圾在餐厨垃圾综合处理间内进行除杂、粉碎、制浆、加热、三相分离,通过三相分离回收油脂,可减少餐厨垃圾对厌氧发生器负面影响,同时可增加粗油脂收益。
技术研发人员:钱震,杨志宏,郑伟,黄立鲲,徐婧,乔春光
受保护的技术使用者:江苏省环保集团南通有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!