一种AGV柔性工装的制作方法
本技术属于工装,涉及一种agv柔性工装。
背景技术:
1、传统的激光去ed设备,使用以去除产品表面的油漆。而产品的上料方式采用人工上料或者机器人自动上料,前者人工成本较高且操作不便,后者机器人上料成本更高。因此,为了方便产品的上料,且有效降低上料成本,企业会选用agv小车进行上料。但是,传动的agv小车自身的定位精度只有±5mm,无法满足系统±0.25mm的定位要求。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种方便上料,并精准定位的agv柔性工装。
2、本实用新型的目的可通过下列技术方案来实现:一种agv柔性工装,包括:
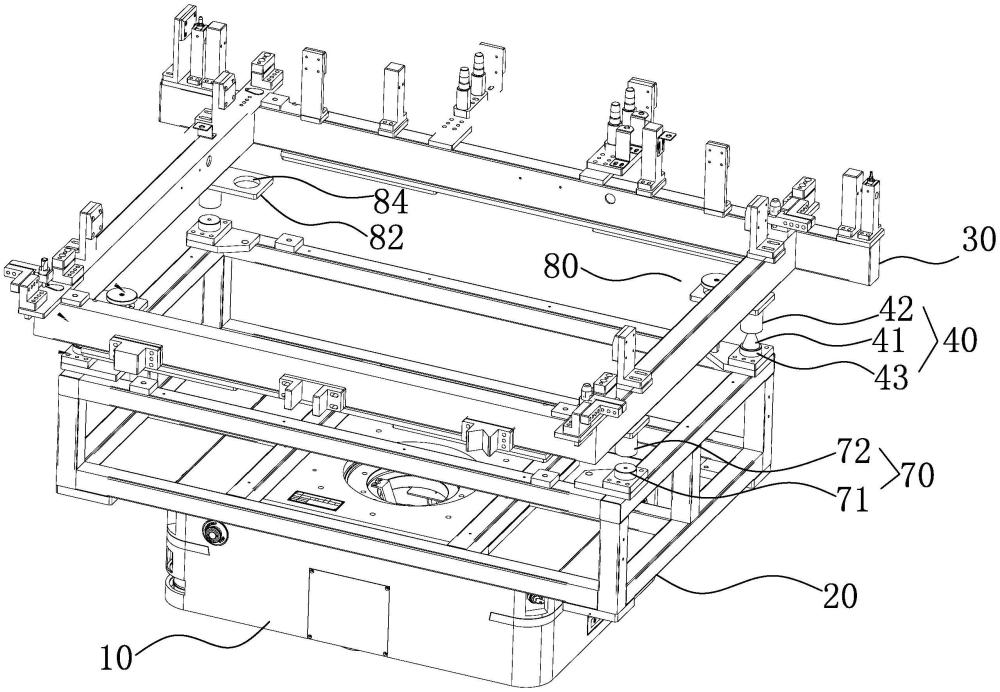
3、agv小车,其上连接有支撑架,通过agv小车带动支撑架沿竖直方向上下移动,且该支撑架包括与agv小车固定连接的下支撑架,和与下支撑架可分离设置的上支撑架,其中,在上支撑架上设置有用以放置产品的工作平台,且在上支撑架与下支撑架之间设置有导向组件,通过导向组件实现上支撑架与下支撑架之间的可靠分离与连接;
4、定位支架,位于激光去ed设备内,且在定位支架上设置有供agv小车进出的行走通道,其中,定位支架上设置有用以支撑上支撑架的调节平台,且在调节平台上设置有调节组件,通过调节组件调整上支撑架在水平方向上的位置。
5、在上述的一种agv柔性工装中,导向组件包括安装于下支撑架上的定位销,和安装于上支撑架上的套筒,且定位销的端部呈锥形设置,其中,定位销的安装位置与套筒的安装位置可进行互换设置。
6、在上述的一种agv柔性工装中,整个定位销呈圆锥结构设置,或者呈圆台结构设置,其中,当上支撑架与下支撑架在分离后再次拼接时,定位销能够完全伸入套筒内。
7、在上述的一种agv柔性工装中,定位销与下支撑架之间还设置有垫块。
8、在上述的一种agv柔性工装中,导向组件的数量为两组,且分布于上支撑架、下支撑架的对应部角上,其中,两组导向组件对角设置。
9、在上述的一种agv柔性工装中,在上支撑架与下支撑架之间设置有支撑组件,且该支撑组件包括安装于下支撑架上的支撑块,和安装于上支撑架上的支撑柱,其中,支撑块与支撑柱之间的位置可互换安装。
10、在上述的一种agv柔性工装中,支撑组件的数量为两组,且分布于上支撑架、下支撑架的对应部角上,其中,两组支撑组件对角设置。
11、在上述的一种agv柔性工装中,上支撑架与下支撑架之间还设置有限位组件,且该限位组件包括安装于下支撑架上的限位杆,和安装于上支撑架上的限位板,其中,限位杆与限位板之间为嵌套配合,且限位杆上设置有限位盘,限位板上设置有限位孔,该限位盘的直径大于限位孔的孔径。
12、在上述的一种agv柔性工装中,调节组件包括设置于调节平台的滚珠和气缸,且气缸的输出端朝向avd小车进出的行走通道,其中,当上支撑架与下支撑架相分离时,上支撑架搁置于滚珠上,通过气缸推动上支撑架在滚珠上移动,实现上支撑架水平方向上的位置调节。
13、在上述的一种agv柔性工装中,滚珠沿agv小车的进出方向排列设置,并位于调节平台的两侧。
14、与现有技术相比,本实用新型的有益效果:
15、(1)、本实用新型提供的一种agv柔性工装,将上支撑架与下支撑架设置成可分离结构,并结合调节组件,将agv小车自身所具备的较大误差转移至调节组件的较小误差,从而实现产品的精准定位,进而提高产品加工的可靠性。
16、(2)、由于限定盘的直径大于限位孔的孔径,使得上支撑架与下支撑架虽然实现了两者之间的分离,但是限位杆仍然插接在限位板内,而这样的设计,使得上支撑架与下支撑架在分离状态下,下支撑架上定位销的轴线与上支撑架上套筒的轴线偏差较小,确保下支撑架与上支撑架后续的重新可靠连接。
17、(3)、采用滚珠,使得上支撑架在水平移动过程中,与调节平台之间的接触为滚动解除,减小两者之间的摩擦力,降低上支撑架的磨损,提高上支撑架调节的便捷性和延长上支撑架的使用寿命。
技术特征:
1.一种agv柔性工装,其特征在于,包括:
2.根据权利要求1所述的一种agv柔性工装,其特征在于,导向组件包括安装于下支撑架上的定位销,和安装于上支撑架上的套筒,且定位销的端部呈锥形设置,其中,定位销的安装位置与套筒的安装位置可进行互换设置。
3.根据权利要求2所述的一种agv柔性工装,其特征在于,整个定位销呈圆锥结构设置,或者呈圆台结构设置,其中,当上支撑架与下支撑架在分离后再次拼接时,定位销能够完全伸入套筒内。
4.根据权利要求2所述的一种agv柔性工装,其特征在于,定位销与下支撑架之间还设置有垫块。
5.根据权利要求1所述的一种agv柔性工装,其特征在于,导向组件的数量为两组,且分布于上支撑架、下支撑架的对应部角上,其中,两组导向组件对角设置。
6.根据权利要求1所述的一种agv柔性工装,其特征在于,在上支撑架与下支撑架之间设置有支撑组件,且该支撑组件包括安装于下支撑架上的支撑块,和安装于上支撑架上的支撑柱,其中,支撑块与支撑柱之间的位置可互换安装。
7.根据权利要求6所述的一种agv柔性工装,其特征在于,支撑组件的数量为两组,且分布于上支撑架、下支撑架的对应部角上,其中,两组支撑组件对角设置。
8.根据权利要求1所述的一种agv柔性工装,其特征在于,上支撑架与下支撑架之间还设置有限位组件,且该限位组件包括安装于下支撑架上的限位杆,和安装于上支撑架上的限位板,其中,限位杆与限位板之间为嵌套配合,且限位杆上设置有限位盘,限位板上设置有限位孔,该限位盘的直径大于限位孔的孔径。
9.根据权利要求1所述的一种agv柔性工装,其特征在于,调节组件包括设置于调节平台的滚珠和气缸,且气缸的输出端朝向avd小车进出的行走通道,其中,当上支撑架与下支撑架相分离时,上支撑架搁置于滚珠上,通过气缸推动上支撑架在滚珠上移动,实现上支撑架水平方向上的位置调节。
10.根据权利要求9所述的一种agv柔性工装,其特征在于,滚珠沿agv小车的进出方向排列设置,并位于调节平台的两侧。
技术总结
本技术提供了一种AGV柔性工装,属于工装技术领域,包括:AGV小车,其上连接有支撑架,且该支撑架包括下支撑架,和上支撑架,其中,在上支撑架上设置有工作平台,且在上支撑架与下支撑架之间设置有导向组件;定位支架,位于激光去ED设备内,且在定位支架上设置有行走通道,其中,定位支架上设置有调节平台,且在调节平台上设置有调节组件。本技术提供的一种AGV柔性工装,将上支撑架与下支撑架设置成可分离结构,并结合调节组件,将AGV小车自身所具备的较大误差转移至调节组件的较小误差,从而实现产品的精准定位,进而提高产品加工的可靠性。
技术研发人员:梅高杰,李思明,汪爱平,戴柳霄
受保护的技术使用者:宁波蓝圣智能科技有限公司
技术研发日:20230731
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!