飞机表面厚质涂层湿式激光清洗方法及清洗装置与流程
本发明涉及激光清洗加工,更具体地说,涉及一种飞机表面厚质涂层湿式激光清洗方法及清洗装置。
背景技术:
1、为了追求飞机的隐身性以及表面质量的一致性,飞机机体外蒙皮结构件在制造完成后通常在飞机蒙皮表面喷涂多层涂层、涂料以满足飞机气动外形一致性、耐高温、耐冲刷等一系列特殊的的功能要求。以飞机气动外蒙皮结构钛合金带筋壁板为例,整个蒙皮结构在进行热成型、焊接等一系列制造后,最终会在蒙皮表面喷涂一层耐高温、耐冲刷且具有雷达特定特性的涂层材料。该涂层材料在后续飞机服役过程中因各种外部因素,经常存在局部脱落、磨损等现象。此时需要将机体表面的涂层去除,然后重新喷涂。常规的涂层去除方式一般采用机械打磨方式或者吹砂方式进行去除。常规方法主要存在的问题是,机械打磨经常误伤底层的基体结构造成划痕,吹砂方式通常为大面积吹砂作业,难以精确控制吹砂范围及去除深度,同时极易造成现场砂粒污染,后续砂粒夹杂与清理难度很大。
2、激光清洗技术操作简单,采用光纤传输,清洗表面洁净度高,能够有效清除材料表面油污、锈蚀、氧化层等,同时激光清洗技术对基材表面损伤可控,是常规去除方式的有效补充。
3、目前,激光清洗在清洗飞机涂层时遇到的主要问题,一是涂层材料较厚,常规激光清洗需要多次扫描清洗,清洗效率较低。二是涂层清洗过程中产生的粉末极易燃烧产生明火,造成严重的安全隐患。
技术实现思路
1、(一)要解决的技术问题
2、本发明要解决的技术问题是现有的激光清洗技术在清洗飞机涂层时由于涂层材料较厚,需要多次激光扫描清洗,清洗效率较低;而且在涂层清洗过程中产生的粉末极易燃烧产生明火,存在安全隐患。
3、(二)技术方案
4、为实现上述目的,本发明采用的技术方案是:
5、第一方面,本发明提供一种飞机表面厚质涂层湿式激光清洗方法,用于清洗材料基体上的涂层,所述清洗方法包括以下步骤:
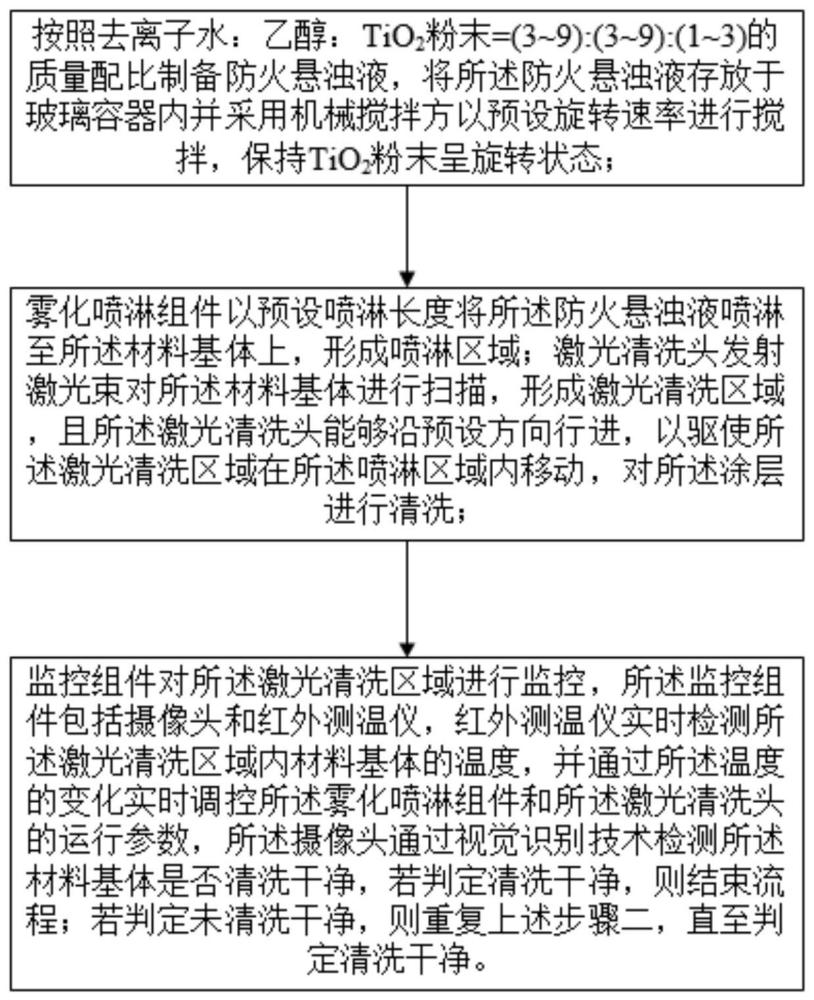
6、步骤一、按照去离子水:乙醇:tio2粉末=(3~9):(3~9):(1~3)的质量配比制备防火悬浊液,将所述防火悬浊液存放于玻璃容器内并采用机械搅拌方以预设旋转速率进行搅拌,保持tio2粉末呈旋转状态;
7、步骤二、雾化喷淋组件以预设喷淋长度将所述防火悬浊液喷淋至所述材料基体上,形成喷淋区域;激光清洗头发射激光束对所述材料基体进行扫描,形成激光清洗区域,且所述激光清洗头能够沿预设方向行进,以驱使所述激光清洗区域在所述喷淋区域内移动,对所述涂层进行清洗;
8、步骤三、监控组件对所述激光清洗区域进行监控,所述监控组件包括摄像头和红外测温仪,红外测温仪实时检测所述激光清洗区域内材料基体的温度,并通过所述温度的变化实时调控所述雾化喷淋组件和所述激光清洗头的运行参数,所述摄像头通过视觉识别技术检测所述材料基体是否清洗干净,若判定清洗干净,则结束流程;若判定未清洗干净,则重复上述步骤二,直至判定清洗干净。
9、优选地,所述激光束的运行参数包括:激光功率、激光扫描宽度、激光扫描长度、激光频率、激光扫描速度以及行进速度。
10、优选地,在所述步骤二中,所述激光束的运行参数设置如下:激光功率为1500w,激光扫描宽度k为10mm,激光扫描长度m为100mm,激光频率为45khz,激光扫描速度为8000mm/s,清洗行进速度为1.2m/min。
11、优选地,所述雾化喷淋组件的喷淋速率为5ml/s~25ml/s。
12、优选地,所述预设旋转速率为10~50r/min。
13、优选地,所述激光清洗头发射激光束,以预设扫描长度m和预设扫描宽度k对所述材料基体进行扫描,形成的激光清洗区域的尺寸为m×k;所述雾化喷淋组件以预设喷淋长度s和预设喷淋宽度h,将所述防火悬浊液喷淋至所述材料基体上,形成的喷淋区域的尺寸为s×h,其中,所述预设扫描长度m和预设喷淋长度s垂直于所述预设方向。
14、优选地,所述喷淋长度s大于所述预设扫描长度m。
15、优选地,所述tio2粉末的粒度小于500目。
16、第二方面,本发明还提供一种清洗装置,用于实施上述技术方案中任一种所述的机表面厚质涂层湿式激光清洗方法,所述清洗装置包括:机架、雾化喷淋组件、激光清洗头、监控组件、驱动组件以及控制组件;所述雾化喷淋组件连接于所述机架,用于将防火悬浊液喷淋至所述材料基体上,形成喷淋区域;所述激光清洗头连接于所述机架,用于发射激光束对所述材料基体进行扫描,形成激光清洗区域;所述监控组件包括连接于机架的摄像头和红外测温仪,所述红外测温仪用于实时检测所述激光清洗区域内材料基体的温度;所述摄像头用于检测所述材料基体是否清洗干净;驱动组件连接于所述机架,用于驱动所述机架沿预设方向行进;控制组件电性连接于所述驱动组件、激光清洗头、监控组件以及雾化喷淋组件。
17、优选地,所述摄像头为ccd摄像头。
18、(三)有益效果
19、本发明的上述技术方案至少具有如下优点:
20、1、本发明提出的飞机表面厚质涂层湿式激光清洗方法,通过将tio2粉末作为燃烧抑制剂与去离子水和乙醇混合形成防火悬浊液,并将防火悬浊液喷淋在材料基体上进行湿式激光清洗,可以起到抑制燃烧的作用,有效解决在涂层清洗过程中产生的粉末极易燃烧、产生明火的问题。
21、2、本发明中,tio2粉末、去离子水和乙醇混合形成的湿法介质,湿法介质在激光作用下产生气化、爆破作用,使得激光清洗效率显著提高,相比传统的干式激光清洗显著降低了扫描次数,效率提升50%以上。
22、3、本发明提供的飞机表面厚质涂层湿式激光清洗方法,由于采用湿式激光清洗以及添加tio2作为燃烧抑制剂,使得激光清洗过程中,激光束不易伤及材料基体,在相同的烧蚀情况下烧蚀阈值提升30%以上。
23、4、本发明还提供一种清洗装置,监控组件能够根据涂层表面的去除厚度,残留情况,涂层粉末自燃情况以及工件激光清洗过程中表面的温度变化,实时调整激光清洗头和雾化喷淋组件的运行参数,实现对材料基体的自动化清洗。
技术特征:
1.一种飞机表面厚质涂层湿式激光清洗方法,用于清洗材料基体上的涂层,其特征在于,所述清洗方法包括以下步骤:
2.如权利要求1所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述激光束的运行参数包括:激光功率、激光扫描宽度、激光扫描长度、激光频率、激光扫描速度以及行进速度。
3.如权利要求2所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,在所述步骤二中,所述激光束的运行参数设置如下:激光功率为1500w,激光扫描宽度k为10mm,激光扫描长度m为100mm,激光频率为45khz,激光扫描速度为8000mm/s,清洗行进速度为1.2m/min。
4.如权利要求1所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述雾化喷淋组件的喷淋速率为5ml/s~25ml/s。
5.如权利要求1所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述预设旋转速率为10~50r/min。
6.如权利要求1所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述激光清洗头发射激光束,以预设扫描长度m和预设扫描宽度k对所述材料基体进行扫描,形成的激光清洗区域的尺寸为m×k;所述雾化喷淋组件以预设喷淋长度s和预设喷淋宽度h,将所述防火悬浊液喷淋至所述材料基体上,形成的喷淋区域的尺寸为s×h,其中,所述预设扫描长度m和预设喷淋长度s垂直于所述预设方向。
7.如权利要求6所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述喷淋长度s大于所述预设扫描长度m。
8.如权利要求1所述的飞机表面厚质涂层湿式激光清洗方法,其特征在于,所述tio2粉末的粒度小于500目。
9.一种清洗装置,用于实施如权利要求1-8任一项所述的机表面厚质涂层湿式激光清洗方法,其特征在于,所述清洗装置包括:
10.如权利要求9所述的清洗装置,其特征在于,所述摄像头为ccd摄像头。
技术总结
本发明提供了一种飞机表面厚质涂层湿式激光清洗方法及清洗装置,清洗方法包括以下步骤:将去离子水、乙醇和TiO<subgt;2</subgt;粉末按一定配比混合制备防火悬浊液;雾化喷淋组件以预设喷淋长度将所述防火悬浊液喷淋至材料基体上,形成喷淋区域;激光清洗头发射激光束对材料基体进行扫描,形成激光清洗区域,且激光清洗头能够沿预设方向行进,以驱使激光清洗区域在喷淋区域内移动,对涂层进行清洗;监控组件对激光清洗区域进行监控,实时调控雾化喷淋组件和激光清洗头的运行参数。本发明可有效解决激光清洗金属基涂层过程中,涂层粉料自燃问题,同时利用防火悬浊液在激光作用下的气化、爆破作用,使得激光清洗效率提升50%以上。
技术研发人员:王彬,张冬妮,巩玥
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/6/2
- 还没有人留言评论。精彩留言会获得点赞!