一种从PTMEG装置废液中萃取精馏回收醋酸甲酯的系统的制作方法
本发明属于化工,尤其是涉及一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统。
背景技术:
1、聚四氢呋喃(ptemg)是一种化工产品,主要用于生产聚氨酯弹性体、氨纶和酯醚共聚弹性体。在ptmeg装置的生产过程中会产生本发明涉及的该股废液,主要成分为醋酸甲酯、甲醇、四氢呋喃。其中醋酸甲酯和甲醇、甲醇和四氢呋喃均会形成低沸点的共沸物,因此不能通过常规的精馏方法进行分离。目前,对ptmeg装置废液的处理通常是送至焚烧炉进行高温焚烧,造成了醋酸甲酯和甲醇的损耗。随着企业节能减排的要求不断严苛,有效降低产品的单耗已经成为目前化工行业发展的主要目标之一。对ptmeg废液中的醋酸甲酯和甲醇进行回收是实现节能减排、降低单耗的有效措施。
2、关于醋酸甲酯与甲醇的分离研究较为充分。公开号cn1962587a的专利公开了一种常压分离塔与加压分离塔组合的分离醋酸甲酯、甲醇的方法,具有能耗和物耗低,产品纯度高的优点。公开号cn1123370c以水作为萃取剂,利用水萃取出甲醇,把甲醇从塔底取出,而从塔顶得到乙酸乙酯和水的混合物,再把萃取蒸馏塔塔顶馏出液和塔底液分别精制,得到纯的醋酸甲酯和甲醇。cn102863333b以氯化铵、醋酸钾、氯化钙为第一萃取剂,甘油为第二萃取剂,制得的醋酸甲酯纯度在99%以上,回收率在97%以上。
3、区别于上述内容,ptmeg装置产生的废液中含有第三组分,即四氢呋喃。四氢呋喃也会与甲醇形成最低共沸物,使得废液中有效组分的回收体系更加复杂,传统的精馏分离更加困难。以上,前述的常规二元醋酸甲酯-甲醇体系的萃取分离手段不能直接用于三元醋酸甲酯-甲醇-四氢呋喃体系的分离。
技术实现思路
1、有鉴于此,本发明旨在提出一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,以实现醋酸甲酯-甲醇-四氢呋喃三元组分的分离回收。
2、为达到上述目的,本发明的技术方案是这样实现的:
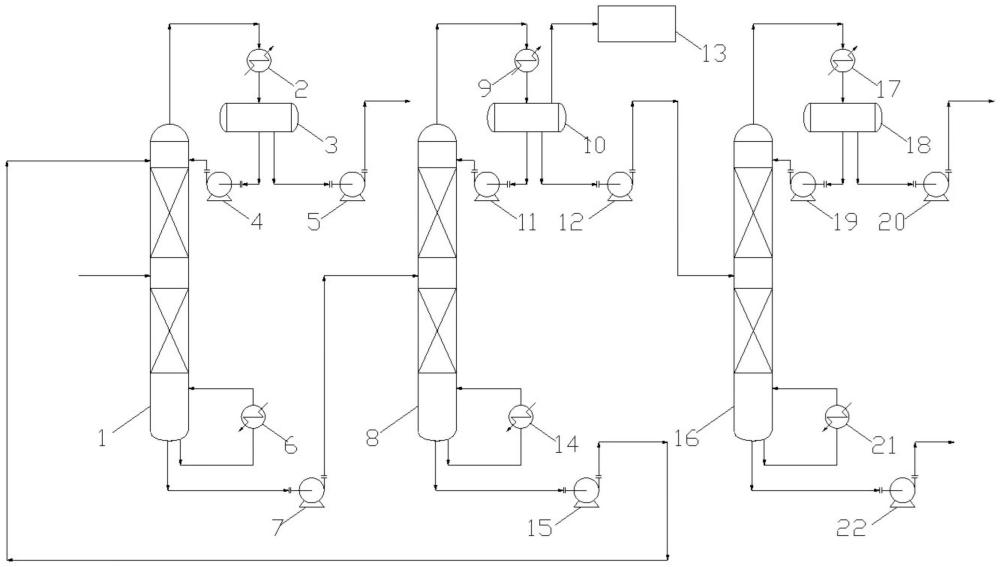
3、一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,包括产品提纯塔、溶剂回收塔及甲醇回收塔,产品提纯塔塔顶设有醋酸甲酯出料口,产品提纯塔的塔釜出料口与溶剂回收塔的进料口连通,产品提纯塔顶部设有产品提纯塔冷凝器和产品提纯塔回流罐;溶剂回收塔的塔顶出料口与甲醇回收塔的进料口连通,溶剂回收塔的塔顶出料口与甲醇回收塔的进料口之间还连通有溶剂回收塔冷凝器及溶剂回收塔回流罐,溶剂回收塔回流罐的气相出料口与真空机组连通,溶剂回收塔的塔釜出料口与产品提纯塔的塔顶回料口连通;甲醇回收塔塔釜设有甲醇出料口。
4、进一步地,所述产品提纯塔的操作压力为101~200kpa,塔顶温度为40~70℃,塔釜温度为70~100℃,回流比为0.1~5,理论塔板数为30~50块。
5、进一步地,所述溶剂回收塔的操作压力为0~100kpa,塔顶温度为-10~20℃,塔釜温度为90~120℃,回流比为0.1~5,理论塔板数为5~25块。
6、进一步地,所述甲醇回收塔的操作压力为101~200kpa,塔顶温度为40~70℃,塔釜温度为60~90℃,回流比为3~10,理论塔板数为20~40块。
7、进一步地,所述产品提纯塔的醋酸甲酯出料口连通有产品提纯塔冷凝器及产品提纯塔回流罐。
8、进一步地,所述甲醇回收塔的塔顶出料口连通有甲醇回收塔冷凝器和甲醇回收塔回流罐。
9、本发明的另一个目的旨在提出一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法。
10、一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法,包括以下步骤:
11、步骤s1、废液及溶剂进入产品提纯塔,塔顶的醋酸甲酯出料口采出醋酸甲酯,塔釜出料口排出含有溶剂、甲醇、醋酸甲酯、四氢呋喃的混合液进入溶剂回收塔;
12、步骤s2、溶剂回收塔的塔釜出料口排出溶剂返回产品提纯塔,溶剂回收塔塔顶出料口采出含有甲醇、醋酸甲酯、四氢呋喃的混合液进入甲醇回收塔;
13、步骤s3、甲醇回收塔的塔釜出料口采出甲醇,塔顶出料口得到含有甲醇、醋酸甲酯、四氢呋喃的混合液,作为废液排出。
14、进一步地,进入产品提纯塔的醋酸甲酯的重量百分比浓度为50~98%;进入溶剂回收塔的溶剂的重量百分比浓度为50~98%;进入甲醇回收塔的甲醇的重量百分比浓度为50~98%。
15、进一步地,所述溶剂选自1,4-丁二醇、乙二醇、γ-丁内酯、丙三醇中的一种或多种。
16、进一步地,所述废液含有醋酸甲酯、甲醇及四氢呋喃。
17、相对于现有技术,本发明所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统具有以下优势:
18、(1)本发明所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法实现了对醋酸甲酯、甲醇、四氢呋喃三元组分废液中醋酸甲酯、甲醇的回收,醋酸甲酯的回收率大于97%,甲醇回收率大于93%,能够降低装置整体的运行成本;
19、(2)本发明所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法能够实现溶剂的循环利用,进一步节约运行成本。
技术特征:
1.一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:包括产品提纯塔、溶剂回收塔及甲醇回收塔,产品提纯塔塔顶设有醋酸甲酯出料口,产品提纯塔的塔釜出料口与溶剂回收塔的进料口连通,产品提纯塔顶部设有产品提纯塔冷凝器和产品提纯塔回流罐;溶剂回收塔的塔顶出料口与甲醇回收塔的进料口连通,溶剂回收塔的塔顶出料口与甲醇回收塔的进料口之间还连通有溶剂回收塔冷凝器及溶剂回收塔回流罐,溶剂回收塔回流罐的气相出料口与真空机组连通,溶剂回收塔的塔釜出料口与产品提纯塔的塔顶回料口连通;甲醇回收塔塔釜设有甲醇出料口。
2.根据权利要求1所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:所述产品提纯塔的操作压力为101~200kpa,塔顶温度为40~70℃,塔釜温度为70~100℃,回流比为0.1~5,理论塔板数为30~50块。
3.根据权利要求1所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:所述溶剂回收塔的操作压力为0~100kpa,塔顶温度为-10~20℃,塔釜温度为90~120℃,回流比为0.1~5,理论塔板数为5~25块。
4.根据权利要求1所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:所述甲醇回收塔的操作压力为101~200kpa,塔顶温度为40~70℃,塔釜温度为60~90℃,回流比为3~10,理论塔板数为20~40块。
5.根据权利要求1所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:所述产品提纯塔的醋酸甲酯出料口连通有产品提纯塔冷凝器及产品提纯塔回流罐。
6.根据权利要求1所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的系统,其特征在于:所述甲醇回收塔的塔顶出料口连通有甲醇回收塔冷凝器和甲醇回收塔回流罐。
7.一种从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法,其特征在于:所述溶剂选自1,4-丁二醇、乙二醇、γ-丁内酯、丙三醇中的一种或多种。
9.根据权利要求7所述的从ptmeg装置废液中萃取精馏回收醋酸甲酯的方法,其特征在于:所述废液含有醋酸甲酯、甲醇及四氢呋喃。
技术总结
本发明提供了一种从PTMEG装置废液中萃取精馏回收醋酸甲酯的系统,包括产品提纯塔、溶剂回收塔及甲醇回收塔,产品提纯塔塔顶设有醋酸甲酯出料口,产品提纯塔的塔釜出料口与溶剂回收塔的进料口连通,溶剂回收塔的塔顶出料口与甲醇回收塔的进料口连通,溶剂回收塔的塔釜出料口与产品提纯塔的塔顶回料口连通,甲醇回收塔塔釜设有甲醇出料口。本发明所述的从PTMEG装置废液中萃取精馏回收醋酸甲酯的方法实现了对醋酸甲酯、甲醇、四氢呋喃三元组分废液中醋酸甲酯、甲醇的回收,醋酸甲酯的回收率大于97%,甲醇回收率大于93%,能够降低装置整体的运行成本。
技术研发人员:王屹亮,李彦芬,李明瑞,李瑞深
受保护的技术使用者:中国天辰工程有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!