基于内源优化和微氧控制的AAOAO工艺污水处理系统的制作方法
本发明涉及污水处理系统,具体涉及一种基于内源优化和微氧控制的aaoao工艺污水处理系统。
背景技术:
1、随着社会生活水平的提高和对美好生活的要求,多地制定了更加严格的地方标准,将污水处理厂排放标准由一级a逐步提升至地表水准ⅳ类,甚至准ⅲ类的要求,这对污水处理工艺技术路线的选择带来了巨大挑战。目前,传统或改良型aao工艺(anaerobic-anoxic-oxic,厌氧-缺氧-好氧工艺)仍然是城市污水厂的主流,在对tn(水中的总氮含量)和tp(水中的总磷含量)更严格要求的趋势下,bardenpho工艺以其良好的脱氮性能逐渐成为新建污水厂和提标改造的热点。bardenpho工艺(脱氮能源的前置反硝化工艺)是在传统的aao工艺基础上增设单独的ao强化脱氮单元,同时预留碳源投加点,以在低温低c/n(碳氮比)下时临时投加外碳源保证良好的脱氮效果。
2、在实际工程中,当传统的aao工艺无法满足出水10 mg/l以下的要求时,常常直接把好氧区末段分隔成后置ao单元并投加碳源,以bardenpho工艺的方式运行,提高出水水质。然而外加碳源无异于增大了运行药耗,且无法实现进水碳源的有效利用。另外,由于工程设计时普遍存在设计进水与实际进水cod(chemical oxygen demand,化学需氧量)的偏差,导致好氧区曝气量偏大、溶解氧偏高,这也加大了无效碳源损耗,脱氮性能难以进一步提升。
技术实现思路
1、基于上述表述,本发明提供了,以解决现有技术中的技术问题。
2、本发明解决上述技术问题的技术方案如下:
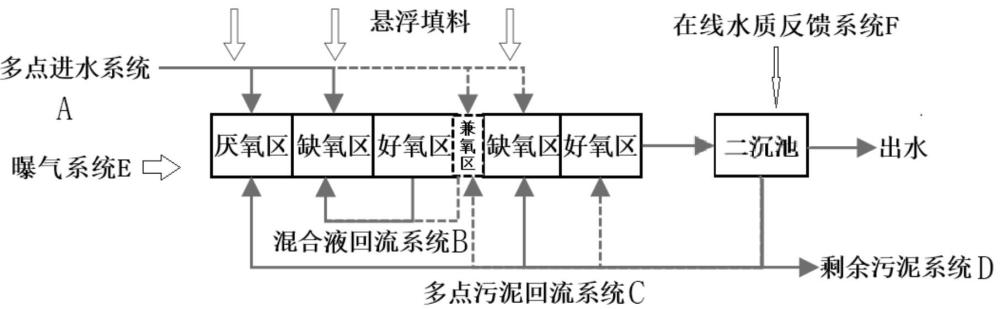
3、一种内源优化和微氧控制的aaoao工艺污水处理系统,其包括厌氧区,缺氧区、好氧区、兼氧区、后缺氧区、后好氧区,矩形二沉池、多点进水系统、混合液回流系统、多点污泥回流系统、剩余污泥系统、曝气系统、在线水质反馈系统;
4、所述厌氧区包括1#区和2#区、所述前缺氧区包括3#区、所述好氧区包括4#区和5#区、所述兼氧区包括6#区、所述后缺氧区包括7#区和8#区,所述后好氧区包括9#区,所述矩形二沉池包括10#区,污水依次通过1#区~10#区;其中,厌氧区、缺氧区、好氧区、兼氧区、后缺氧区、后好氧区的水力停留时间比为2:2:3:1:5:2。
5、与现有技术相比,本申请的技术方案具有以下有益技术效果:
6、本申请提供的基于内源优化和微氧控制的aaoao工艺污水处理系统,通过多点进水系统、多点污泥回流系统、混合液回流系统和剩余污泥系统,具有多模式运行灵活、抗冲击负荷强、污染物去除效率高、运行能耗药耗低的特点。
7、在上述技术方案的基础上,本发明还可以做如下改进。
8、进一步的,所述1#区和所述2#区内设有立式涡轮搅拌机,所述3#区、5#区、7#区、8#区、9#区内设有推流器;所述4#区、6#区内设有潜水搅拌器。
9、进一步的,1#区、2#区、3#区、7#区、8#区内设有生物载体填料。
10、进一步的,多点进水系统由进水管经过配水井和进水分配渠道,分配至1#区、3#区、6#区、7#区,分配比例根据进水水质通过堰板阀调节。
11、进一步的, 5#区和6#区内设置有混合液回流泵,混合液由5#区或6#区通过混合液回流泵回流至3#区,当6#区以好氧方式运行时,开启6#区内的混合液回流泵,当6#区以缺氧方式运行时,开启5#区内的混合液回流泵。
12、进一步的,多点污泥回流系统c包括污泥回流泵、污泥回流井、刮泥机、集泥槽、污泥井和排泥管,位于10#区沉淀的污泥被刮泥机推入集泥槽,在静水压力作用下,底部污泥通过排泥管进入排泥槽,流入污泥井,通过污泥回流泵提升至污泥回流井,由污泥回流渠道分配至1#区、6#区、7#区、9#区。
13、进一步的,所述曝气系统由板条式微孔曝气器及鼓风机组成,其中4#区和9#区为高曝气区,5#区和6#区为低曝气区。
14、进一步的,在线水质反馈系统包括在线仪表取样管,所述在线仪表取样管设于10#区的出水井内。
15、进一步的,当水温高于预定水温阈值时,所述系统为夏季运行模式,所述兼氧区调节为缺氧状态,进水比采用1:2,缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:3:6:2;混合液回流比采用100%,采用两点污泥回流方式,污泥回流比采用100%和100%;当水温低于预定水温阈值时,所述系统为冬季运行模式,所述兼氧区调节为好氧状态,进水比采用1:2,缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:4:5:2,采用三点污泥回流方式,污泥回流比采用100%、100%和50%~100%。
16、进一步的,当进水内的bod5/tn大于3.5时,所述系统采用节能运行模式,所述兼氧区调节为好氧状态,进水比采用2:1,厌氧区、缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:4:5:2;,混合液回流比采用100%,采用单点污泥回流方式,污泥回流比采用100%;当进水内的bod5/tn小于3.5,所述系统采用高性能运行模式,所述兼氧区调节为缺氧状态,进水比采用1:2:1,厌氧区、缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:3:6:2,混合液回流比采用200%,采用两点回流方式,污泥回流比采用100%:100%。
技术特征:
1.一种基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,包括厌氧区,缺氧区、好氧区、兼氧区、后缺氧区、后好氧区,矩形二沉池、多点进水系统、混合液回流系统、多点污泥回流系统、剩余污泥系统、曝气系统、在线水质反馈系统;
2.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,所述1#区和所述2#区内设有立式涡轮搅拌机,所述3#区、5#区、7#区、8#区、9#区内设有推流器;所述4#区、6#区内设有潜水搅拌器。
3.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,1#区、2#区、3#区、7#区、8#区内设有生物载体填料。
4.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,多点进水系统由进水管经过配水井和进水分配渠道,分配至1#区、3#区、6#区、7#区,分配比例根据进水水质通过堰板阀调节。
5.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于, 5#区和6#区内设置有混合液回流泵,混合液由5#区或6#区通过混合液回流泵回流至3#区,当6#区以好氧方式运行时,开启6#区内的混合液回流泵,当6#区以缺氧方式运行时,开启5#区内的混合液回流泵。
6.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,多点污泥回流系统c包括污泥回流泵、污泥回流井、刮泥机、集泥槽、污泥井和排泥管,位于10#区沉淀的污泥被刮泥机推入集泥槽,在静水压力作用下,底部污泥通过排泥管进入排泥槽,流入污泥井,通过污泥回流泵提升至污泥回流井,由污泥回流渠道分配至1#区、6#区、7#区、9#区。
7.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,所述曝气系统由板条式微孔曝气器及鼓风机组成,其中4#区和9#区为高曝气区,5#区和6#区为低曝气区。
8.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,在线水质反馈系统包括在线仪表取样管,所述在线仪表取样管设于10#区的出水井内。
9.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,当水温高于预定水温阈值时,所述系统为夏季运行模式,所述兼氧区调节为缺氧状态,进水比采用1:2,缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:3:6:2,混合液回流比采用100%,采用两点污泥回流方式,污泥回流比采用100%和100%;当水温低于预定水温阈值时,所述系统为冬季运行模式,所述兼氧区调节为好氧状态,进水比采用1:2,缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:4:5:2,采用三点污泥回流方式,污泥回流比采用100%、100%和50%~100%。
10.根据权利要求1所述的基于内源优化和微氧控制的aaoao工艺污水处理系统,其特征在于,当进水内的bod5/tn大于3.5时,所述系统采用节能运行模式,所述兼氧区调节为好氧状态,进水比采用2:1,厌氧区、缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:4:5:2,混合液回流比采用100%,采用单点污泥回流方式,污泥回流比采用100%;当进水内的bod5/tn小于3.5,所述系统采用高性能运行模式,所述兼氧区调节为缺氧状态,进水比采用1:2:1,厌氧区、缺氧区、好氧区、后缺氧区、后好氧区水力停留时间比为2:2:3:6:2,混合液回流比采用200%,采用两点回流方式,污泥回流比采用100%:100%。
技术总结
本发明涉及一种内源优化和微氧控制的AAOAO工艺污水处理系统,包括厌氧区,缺氧区、好氧区、兼氧区、后缺氧区、后好氧区,矩形二沉池、多点进水系统、混合液回流系统、多点污泥回流系统、剩余污泥系统、曝气系统、在线水质反馈系统;厌氧区包括1#区和2#区、前缺氧区包括3#区、好氧区包括4#区和5#区、兼氧区包括6#区、后缺氧区包括7#区和8#区,后好氧区包括9#区,矩形二沉池包括10#区,污水依次通过1#区~10#区;其中,厌氧区、缺氧区、好氧区、兼氧区、后缺氧区、后好氧区的水力停留时间比为2:2:3:1:5:2;其通过多点进水系统、多点污泥回流系统、混合液回流系统和剩余污泥系统,具有多模式运行灵活、抗冲击负荷强、污染物去除效率高、运行能耗药耗低的特点。
技术研发人员:鲍任兵,邹磊,雷培树,徐健,刘海燕
受保护的技术使用者:中国市政工程中南设计研究总院有限公司
技术研发日:
技术公布日:2024/12/17
- 还没有人留言评论。精彩留言会获得点赞!