一种选矿废水高效资源化利用系统的制作方法
本技术属于有色金属选矿废水利用,具体涉及一种选矿废水高效资源化利用系统。
背景技术:
1、选矿厂是有色金属冶炼企业的用水大户。此前选矿用水主要分为两大类:一类是清水,主要供给生活用水、药剂制备用水、贵金属选别系统生产用水和仪表类用水;另一类主要是厂前回水(尾矿回水、精矿回水) 和中水(厂区内处理后的生产及生活废污水),主要用于选矿系统磨矿、浮选作业。
2、对选矿厂清水用量占公司百分数进行了统计分析,结果如下表1所示。
3、表1 2018年-2020年选矿厂清水用量占比
4、
5、根据表1中数据可知,选矿厂每年清水总用量占公司总用水量的15%-17%,清水用量占比较大。
6、随着各类节水措施的持续开展推广,厂区内生活及工业污水量大幅减少,这就造成选矿中水供应量也受到影响,给选矿生产系统的安全稳定用水造成巨大风险,中水供应量不足迫使选矿系统不得不补加大量清水以保证正常生产,不但承担着高额的成本压力,而且面临的资源压力更是选矿厂的心腹之忧。
7、另一方面尾矿库平均每年蒸发量高达79左右%,由于没有好的连续性回水措施,导致尾矿库水资源浪费。
8、因此,有必要对尾矿库废水进行资源化利用,以解决选矿厂中水供应量不足的问题,降低清水用量。经检索,中国实用新型专利cn201320449970.0公开一种零排污废水循环系统,包括选矿厂、尾砂输送砂浆池、尾矿库、废水沉淀池、回水池、高位水池、事故池,选矿厂连接尾砂输送砂浆池,尾砂输送砂浆池连接尾矿库,尾矿库连接废水沉淀池,废水沉淀池连接回水池,回水池连接选矿厂,高位水池连接选矿厂,事故池连接尾砂输送砂浆池。本实用新型通过在废水中添加少量凝聚剂,再将废水和尾砂一起输送到尾砂库中进行自然沉淀,再经废水沉淀池和回水池将澄清后的废水输送回选矿厂进行循环利用,实现了零排污,实现了废水循环利用,环保效果好,使用效果好,利于推广。
9、然上述专利仅仅对尾矿库废水进行了絮凝沉淀处理,忽略了尾矿库废水成分复杂,ph10~12,以及由于长时间的储存以及光照的影响,废水中cod含量高的问题,而这些问题无法仅通过絮凝沉淀解决,故限制了处理后所得中水的应用范围,仅能应用于磨矿作业,无法用于浮选作业。
技术实现思路
1、本实用新型目的在于公开一种选矿废水高效资源化利用系统,以弥补上述背景技术中对尾矿库废水处理的不足。
2、为实现上述目的,本实用新型采用如下技术方案:
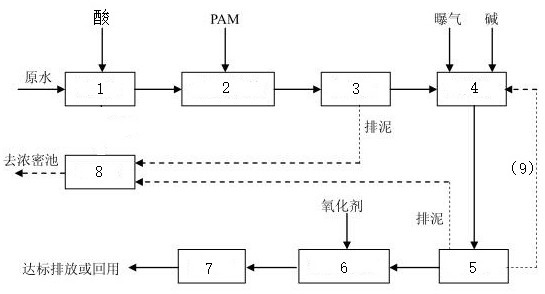
3、一种选矿废水高效资源化利用系统,包括依次连接的ph调节池、絮凝反应池、初沉池、生化池、二沉池、氧化反应池以及清水池,所述初沉池和二沉池上连接有污泥池,生化池与二沉池之间还连接有污泥回流管。
4、使用时,尾矿库废水先进入ph调节池,调节ph值至7~8,随后进入絮凝反应池,先加入硫酸铝、阴离子型絮凝剂经过化学混凝反应将废水中的固体颗粒、铜铅锌等重金属离子先沉淀去除,再加入碳酸钠使钙镁离子生成沉淀物,沉淀物经初沉池初步沉淀去除,上清液进入生化池曝气去除不可沉悬浮物和溶解性可生物降解有机物,同时加碱(碳酸氢钠)促进氧化池和生化池内微生物的代谢活动,提高处理效率;生化池处理后的废水进入二沉池进行二次沉淀,将二次沉淀产生污泥的80%和初步沉淀产生全部污泥合并送入污泥池,去浓密机进行富集选矿;同时取二次沉淀产生污泥的20%经污泥回流管泵送回生化池,以降低碱用量;二沉池产生的上清液进入氧化反应池,加入次氯酸钠杀死废水中的藻类、微生物,最后送入清水池达标外排或回用至选矿作业中。
5、采用本实用新型对选矿废水进行处理后得到的水质量好,处理后的水不仅能作为一般选矿中水使用,还能作为对水质要求较高的药剂制备用水、贵金属选矿用水等使用;综上,本实用新型对选矿厂实现废水全部利用和零排放、减少清水用量具有明显效果,实现了选矿废水的循环利用。
技术特征:
1.一种选矿废水高效资源化利用系统,其特征在于:包括依次连接的ph调节池(1)、絮凝反应池(2)、初沉池(3)、生化池(4)、二沉池(5)、氧化反应池(6)以及清水池(7),所述初沉池(3)和二沉池(5)上连接有污泥池(8),生化池(4)与二沉池(5)之间还连接有污泥回流管(9)。
2.如权利要求1所述一种选矿废水高效资源化利用系统,其特征在于:所述生化池(4)和氧化反应池(6)上均安装有搅拌桨。
技术总结
本技术公开一种选矿废水高效资源化利用系统,包括依次连接的pH调节池、絮凝反应池、初沉池、生化池、二沉池、氧化反应池以及清水池,所述初沉池和二沉池上连接有污泥池,生化池与二沉池之间还连接有污泥回流管。采用本技术对选矿废水进行处理后得到的水质量好,处理后的水不仅能作为一般选矿中水使用,还能作为对水质要求较高的药剂制备用水、贵金属选矿用水等使用;对选矿厂实现废水全部利用和零排放、减少清水用量具有明显效果,实现了选矿废水的循环利用。
技术研发人员:谢杰,苟宁,赵开永,包兴宇,买廷国,赵林盼
受保护的技术使用者:金川集团镍钴有限公司
技术研发日:20240326
技术公布日:2024/11/11
- 还没有人留言评论。精彩留言会获得点赞!