一种电池正负极指示剂下胶装置的制作方法
1.本实用新型涉及电池加工设备领域,具体为一种电池正负极指示剂的下胶装置。
背景技术:
2.蓄电池在生产加工过程中,需要先做电池板,然后放到壳体中进行封装,封装完电池壳体之后,需要在电池的正负极处,浇注红色和蓝色的蓄电池极柱灌封胶,传统的加工方式是操作人员先按照比例调配好红蓝胶,然后注入到筒形弹性容器,通过至少两个人工,通过手持方式将红蓝灌注胶挤压到相应的电池极槽中,对操作人员的操作熟练度有一定的要求,劳动强度较大。
技术实现要素:
3.本实用新型的目的就是要提供一种电池正负极指示剂下胶装置,该装置结构设计合理,节省人工,提高生产效率。
4.为实现上述发明目的,本实用新型所采取的技术方案为:
5.一种电池正负极指示剂下胶装置,它包括传送带、导向杆、挡块、限位块、胶罐、气缸,传送带上方固定设置有导向杆,导向杆与电池接触,导向杆后方传送带上方固定设置有挡块,挡块对面设置有l形限位块,限位块与气缸连接,限位块与传送带上的电池接触,气缸动作,限位块推动电池朝向挡块位移,挡块上方固定设置有两个胶罐,胶罐下端设置有出胶口,出胶口处设置有阀门。
6.两个胶罐内分别盛放红胶和蓝胶,所述的阀门为电控阀,可控制下胶流量,所述的电控阀可选用市场上上海北四特自动化科技有限公司生产的c500两通微型电动球阀。
7.进一步地,胶罐罐体设置有加热装置,可对罐体内的胶液保温,所述的加热装置为电加热器与罐体接触。
8.所述的导向杆为弧形杆,共两个,对称设置构成喇叭口,用于将传送带上方的电池校正位置后,位移到挡块和限位块处,便于定位注胶位置,所述的导向杆为光滑不锈钢圆杆。
9.所述的导向杆、挡块、气缸均与传送带两侧的机架固定连接。
10.所述的电池被挡块和限位块夹紧后,出胶口对应电池的两个电极槽的位置。
11.所述的传送带为光滑面,便于电池在传送带上被推送滑移。
12.所述的挡块设置有光滑平板面,其平板面与电池接触,所述的限位块包括两个直角边,一条直角边与挡块平板面平行,另一直角边与电池前端接触,气缸动作后,两个直角边均与电池接触。
13.该装置还包括位置传感器,位置传感器设置在挡块尾端,与传送带控制开关连接,所述的位置传感器为霍尔传感器,电池前部到达位置传感器附近,位置传感器发出信号。
14.本实用新型工作过程为:传送带将电池通过导向杆导正后,送至挡块前方,与限位块接触,电池被限位块挡住,传感器感应到电池后,延迟控制传送带停止,气缸动作,将电池
推向挡块,电池位置校正,气缸带动限位块收缩,限位块离开电池,胶罐下方的电控阀开启,给电池电极槽注胶,电控阀关闭,传送带运作,将电池送往下一流程。
15.本实用新型的有益效果为:本装置结构设计合理,通过机械方式校正电池位置,通过电控阀控制注胶,有效解放人力,提高注胶精度及质量,提高生产效率。
附图说明
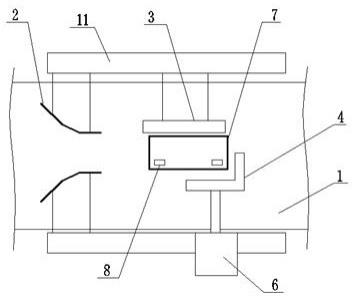
16.图1为本实用新型结构示意图;
17.图2为胶罐结构示意图。
[0018]1‑
传送带,2
‑
导向杆,3
‑
挡块,4
‑
限位块,5
‑
胶罐,6
‑
气缸,7
‑
电池,8
‑
电极槽,9
‑
阀门,10
‑
出胶口,11
‑
机架。
具体实施方式
[0019]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本实用新型相一致的所有实施方式。
[0020]
如附图所示的一种电池正负极指示剂下胶装置,它包括传送带1、导向杆2、挡块3、限位块4、胶罐5、气缸6,传送带1上方固定设置有导向杆2,导向杆2与电池7接触,导向杆2后方传送带1上方固定设置有挡块3,挡块3对面设置有l形限位块4,限位块4与气缸6连接,限位块4与传送带1上的电池7接触,气缸6动作,限位块4推动电池7朝向挡块3位移,挡块3上方固定设置有两个胶罐5,胶罐5下端设置有出胶口10,出胶口10处设置有阀门9。
[0021]
两个胶罐5内分别盛放红胶和蓝胶,所述的阀门9为电控阀,可控制下胶流量,所述的电控阀可选用市场上上海北四特自动化科技有限公司生产的c500两通微型电动球阀。
[0022]
进一步地,胶罐5罐体设置有加热装置,可对罐体内的胶液保温,所述的加热装置为电加热器与罐体接触。
[0023]
所述的导向杆2为弧形杆,共两个,对称设置构成喇叭口,用于将传送带1上方的电池7校正位置后,位移到挡块3和限位块4处,便于定位注胶位置,所述的导向杆2为光滑不锈钢圆杆。
[0024]
所述的导向杆2、挡块3、气缸6均与传送带1两侧的机架11固定连接。
[0025]
所述的电池7被挡块3和限位块4夹紧后,出胶口10对应电池7的两个电极槽8的位置。
[0026]
所述的传送带1为光滑面,便于电池7在传送带1上被推送滑移。
[0027]
所述的挡块3设置有光滑平板面,其平板面与电池7接触,所述的限位块4包括两个直角边,一条直角边与挡块3平板面平行,另一直角边与电池7前端接触,气缸6动作后,两个直角边均与电池7接触。
[0028]
该装置还包括位置传感器,位置传感器设置在挡块3尾端,与传送带1控制开关连接,所述的位置传感器为霍尔传感器,电池7前部到达位置传感器附近,位置传感器发出信号。
[0029]
本实用新型工作过程为:传送带1将电池7通过导向杆2导正后,送至挡块3前方,与限位块4接触,电池7被限位块4挡住,传感器感应到电池7后,延迟控制传送带1停止,气缸6
动作,将电池7推向挡块3,电池7位置校正,气缸6带动限位块4收缩,限位块4离开电池7,胶罐5下方的电控阀开启,给电池7电极槽8注胶,电控阀关闭,传送带1运作,将电池7送往下一流程。
[0030]
以上所述的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种电池正负极指示剂下胶装置,其特征在于:它包括传送带、导向杆、挡块、限位块、胶罐、气缸,传送带上方固定设置有导向杆,导向杆与电池接触,导向杆后方传送带上方固定设置有挡块,挡块对面设置有l形限位块,限位块与气缸连接,限位块与传送带上的电池接触,气缸动作,限位块推动电池朝向挡块位移,挡块上方固定设置有两个胶罐,胶罐下端设置有出胶口,出胶口处设置有阀门。2.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:所述的阀门为电控阀。3.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:胶罐罐体设置有加热装置,所述的加热装置为电加热器与罐体接触。4.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:所述的导向杆为弧形杆,共两个,对称设置构成喇叭口,所述的导向杆为光滑不锈钢圆杆。5.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:所述的导向杆、挡块、气缸均与传送带两侧的机架固定连接。6.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:所述的挡块设置有光滑平板面,其平板面与电池接触,所述的限位块包括两个直角边,一条直角边与挡块平板面平行,另一直角边与电池前端接触,气缸动作后,两个直角边均与电池接触。7.根据权利要求1所述的电池正负极指示剂下胶装置,其特征在于:还包括位置传感器,位置传感器设置在挡块尾端,与传送带控制开关连接,所述的位置传感器为霍尔传感器。
技术总结
本实用新型公开了一种电池正负极指示剂下胶装置,它包括传送带、导向杆、挡块、限位块、胶罐、气缸,传送带上方固定设置有导向杆,导向杆与电池接触连接,导向杆后方传送带上方固定设置有挡块,挡块对面设置有L形限位块,限位块与气缸连接,限位块与传送带上的电池接触连接,气缸动作,限位块推动电池朝向挡块位移,挡块上方固定设置有两个胶罐,胶罐下端设置有出胶口,出胶口处设置有阀门,本装置结构设计合理,通过机械方式校正电池位置,通过电控阀控制注胶,有效解放人力,提高注胶精度及质量,提高生产效率。高生产效率。高生产效率。
技术研发人员:周强 古守军 徐苓 刘祯福 余向青 张海霞 王金花
受保护的技术使用者:山东超威磁窑电源有限公司
技术研发日:2020.12.31
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1