一种喷涂车间用上料输送系统的制作方法
1.本实用新型涉及汽车零部件生产设备技术领域,尤其涉及一种喷涂车间用上料输送系统。
背景技术:
2.汽车塑料零部件的生产工艺一般涉及注塑和喷涂两道工序,现有技术中,一般采用周转车在各工序间对工件进行流转,而喷涂车间对生产环境的要求较为严格,主要体现在环境中的尘埃量,周转车周转工件时需要频繁的进出喷涂车间,导致喷涂车间的手动电控门需要频繁启闭,加之周转车也会携带一定尘埃,这些都会对喷涂车间的环境产生一定污染,易导致工件除尘不彻底、漆面不光滑等降低产品品质的情况。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种喷涂车间用上料输送系统。
4.本实用新型为实现上述目的,采用以下技术方案:
5.一种喷涂车间用上料输送系统,包括:
6.装卸件室,装卸件室位于喷涂车间的一侧,装卸件室与注塑车间相连;
7.输送机构,输送机构包括两条反向设置的单向输送线或一条循环式输送线,输送机构一端位于装卸件室内且另一端位于喷涂车间内,输送机构位于喷涂车间内的部分沿输送方向依次经过喷涂工艺中各工序所在工位;
8.隔离机构,辅助机构包括隔离通道,输送机构穿过隔离通道,隔离通道的两端分别与装卸件室和喷涂车间相连,隔离通道内和/或端部设有至少一台风幕机。
9.进一步的,输送机构为一条循环式输送线,循环式输送线为多层吊篮式悬挂输送线。
10.进一步的,输送机构位于装卸件室内的一端设有上件区和下件区,上件区一侧设有吹尘柜。
11.进一步的,输送机构包括两条反向设置的单向输送线,单向输送线为输送带。
12.进一步的,每个隔离通道的风幕机数量为两台且分别位于隔离通道的两端。
13.进一步的,装卸件室内设有多个用于周转待喷涂工件、已喷涂工件的周转车。
14.进一步的,输送机构沿输送方向依次经过吹尘工位、静电除尘工位和喷涂线上下件工位。
15.本实用新型的有益效果是:本实用新型将装卸件室作为注塑车间与喷涂车间的中转站,利用沿各喷涂工序工位设置的输送机构实现工件在不同车间、不同工序间的周转,这种方式不仅提高了周转效率,减少了工件周转的人力成本,还减少了喷涂车间的污染源,保证了产品品质。
附图说明
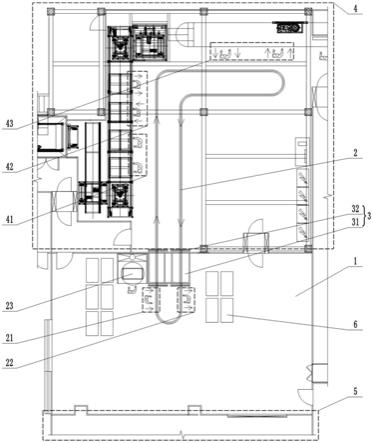
16.图1为本实用新型的结构示意图;
17.图中:1
‑
装卸件室;2
‑
输送机构;21
‑
上件区;22
‑
下件区;23
‑
吹尘柜;3
‑
隔离机构;31
‑
隔离通道;32
‑
风幕机;4
‑
喷涂车间;41
‑
吹尘工位;42
‑
静电除尘工位;43
‑
喷涂线上下件工位;5
‑
注塑车间;6
‑
周转车;
18.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
19.下面结合附图和实施例对本实用新型作进一步说明:
20.如图所示,一种喷涂车间用上料输送系统,包括:
21.装卸件室1,装卸件室1位于喷涂车间4的一侧,装卸件室1与注塑车间5相连,装卸件室1内设有多个周转车6,周转车6用于将待喷涂的工件从注塑车间运输至输送机构2的上件区21,周转车6还用于将喷涂完成的工件由下件区22运输至库房;
22.输送机构2,输送机构2为一条循环式输送线,循环式输送线为多层吊篮式悬挂输送线,输送机构2位于装卸件室1内的一端设有上件区21和下件区22,上件区21一侧设有吹尘柜23,输送机构2一端位于装卸件室1内且另一端位于喷涂车间4内,输送机构2位于喷涂车间4内的部分沿输送方向依次经过喷涂工艺中各工序所在工位且呈l状,本实施例中各工位的顺序为:吹尘工位41、静电除尘工位42和喷涂线上下件工位43;除上述结构外,输送机构2还可采用两条反向设置的单向输送线,如输送带、输送辊等;
23.隔离机构3,辅助机构3包括隔离通道31,输送机构2穿过隔离通道31,隔离通道31的两端分别与装卸件室1和喷涂车间4相连,隔离通道31两端各设有一台风幕机32。
24.本实用新型的使用过程如下:
25.待喷涂的工件通过周转车6运输至输送机构2的上件区21,操作人员依次取出周转车6上的工件,通过吹尘柜23吹尘后放到多层吊篮式悬挂输送线的吊篮工装内;当输送机构2采用两条反向设置的单向输送线时,两条单向输送线分别为上料输送线和下料输送线,上料输送线用于输送待处理的工件和半成品,下料输送线用于将成品送回装卸件室1,此时上料输送线的始端为上件区21,下料输送线的末端为下件区22;
26.随着输送机构2运转,待喷涂的工件经隔离通道31进入喷涂车间4,喷涂车间4各工位上的操作人员依次取下吊篮或上料输送线内未处理的工件进行加工、处理,并将加工、处理后的工件放回至吊篮或上料输送线内,供下一个工序的操作人员拿取;
27.最终,喷涂完成后的工件随吊篮或下料输送线再次回到装卸件室1,由下件区22的操作人员将喷涂完成后的工件从吊篮上取出并通过周转车6运输至相应库房。
28.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种喷涂车间用上料输送系统,其特征在于,包括:装卸件室(1),装卸件室(1)位于喷涂车间(4)的一侧,装卸件室(1)与注塑车间(5)相连;输送机构(2),输送机构(2)包括两条反向设置的单向输送线或一条循环式输送线,输送机构(2)一端位于装卸件室(1)内且另一端位于喷涂车间(4)内,输送机构(2)位于喷涂车间(4)内的部分沿输送方向依次经过喷涂工艺中各工序所在工位;隔离机构(3),隔离机构(3)包括隔离通道(31),输送机构(2)穿过隔离通道(31),隔离通道(31)的两端分别与装卸件室(1)和喷涂车间(4)相连,隔离通道(31)内和/或端部设有至少一台风幕机(32)。2.根据权利要求1所述的喷涂车间用上料输送系统,其特征在于,输送机构(2)为一条循环式输送线,循环式输送线为多层吊篮式悬挂输送线。3.根据权利要求2所述的喷涂车间用上料输送系统,其特征在于,输送机构(2)位于装卸件室(1)内的一端设有上件区(21)和下件区(22),上件区(21)一侧设有吹尘柜(23)。4.根据权利要求1所述的喷涂车间用上料输送系统,其特征在于,输送机构(2)包括两条反向设置的单向输送线,单向输送线为输送带。5.根据权利要求1所述的喷涂车间用上料输送系统,其特征在于,每个隔离通道(31)的风幕机(32)数量为两台且分别位于隔离通道(31)的两端。6.根据权利要求1所述的喷涂车间用上料输送系统,其特征在于,装卸件室(1)内设有多个用于周转待喷涂工件、已喷涂工件的周转车(6)。7.根据权利要求1
‑
6中任意一项所述的喷涂车间用上料输送系统,其特征在于,输送机构(2)沿输送方向依次经过吹尘工位(41)、静电除尘工位(42)和喷涂线上下件工位(43)。
技术总结
本实用新型是一种喷涂车间用上料输送系统,包括:装卸件室,装卸件室位于喷涂车间的一侧,装卸件室与注塑车间相连;输送机构,输送机构包括两条反向设置的单向输送线或一条循环式输送线,输送机构的两端分别位于装卸件室和喷涂车间内,输送机构位于喷涂车间内的部分沿输送方向依次经过喷涂工艺中各工序所在工位;隔离机构,辅助机构包括隔离通道,输送机构穿过隔离通道,隔离通道的两端分别与装卸件室和喷涂车间相连,隔离通道内和/或端部设有至少一台风幕机。本实用新型利用沿各喷涂工序工位设置的输送机构实现工件在不同车间、不同工序间的周转,这种方式不仅提高了周转效率,还减少了喷涂车间的污染源,保证了产品品质。保证了产品品质。保证了产品品质。
技术研发人员:陈德红
受保护的技术使用者:天津福赛汽车部件有限公司
技术研发日:2021.04.08
技术公布日:2022/1/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1