一种乙醇循环回收系统的制作方法
1.本实用新型涉及乙醇回收技术领域,具体涉及一种乙醇循环回收系统。
背景技术:
2.乙醇回收塔或乙醇精馏塔工作时,利用蒸汽对回收塔中的乙醇液进行加热,回收塔的塔顶输出乙醇蒸汽,乙醇蒸汽通过冷凝装置冷凝成乙醇液体而得到回收,然而,现有技术中的乙醇回收存在的主要问题是蒸发塔塔顶导气管中的酒气热量直接进入一效回收塔,只为一效回收塔提供热量,而不能为后续的二效回收塔提供能量。目前二塔回收塔效果差,取酒量和取酒度数较低,乙醇回收不充分,即造成了乙醇的浪费,也增加了生产成本。
技术实现要素:
3.针对上述存在的问题,本实用新型的目的是提供一种乙醇循环回收系统,解决乙醇回收率低、耗能高的技术问题。
4.本实用新型的目的是以如下方式实现的:一种乙醇循环回收系统,包括蒸发塔、一效回收塔、二效回收塔和冷凝器,蒸发塔的一侧设有进料管和蒸汽管,蒸发塔的上端导气口通过第一蒸汽管道与一效回收塔的蒸汽进口连接,一效回收塔的上端导气口通过第二蒸汽管道与二效回收塔的上端蒸汽进口连接,二效回收塔的蒸汽出口通过第一回收管与冷凝器对接,另设置一旁通蒸汽管道,旁通蒸汽管道的一端通过三通阀与第一蒸汽管道对接,旁通蒸汽管道的另一端与二效回收塔的侧面蒸汽进口连接。蒸发塔的出料口通过管道连接一效回收塔的入料口,一效回收塔的出料口通过管道与二效回收塔的入料口对接,二效回收塔的另一侧设置有出料管。一效回收塔的蒸汽出口通过第二回收管与冷凝器对接,冷凝器的另一侧设有出液管。
5.本实用新型将原来的蒸发塔塔顶导气管加旁通管道与一效回收塔导气管联通,中间安装阀门实现可控,蒸发塔的热量一部分直接为二效回收塔提供热源,能够解决二效回收塔塔底温度、压力低的状况,同时提高了二效回收塔的取酒量,减少了乙醇液的浪费,降低了生产成本。
6.一效回收塔的上端与蒸发塔的蒸汽管之间设有一循环管道,循环管道上安装有增压泵。可选用上海渤泉泵业制造有限公司生产的蒸汽增压泵,一效回收塔产生的蒸汽从塔顶出气口经循环管道至蒸汽管进口重复工作,实现热量回收,节约了能耗。
7.所述第一蒸汽管道、第二蒸汽管道、第一回收管、第二回收管、出料管、出液管、旁通蒸汽管道、循环管道等均安装有阀门,便于调节控制蒸汽流向。
8.蒸发塔内设置有蛇形管道,蛇形管道的一端连接进料管,另一端通过管道与一效回收塔的入料口。
9.本实用新型将原来的蒸发塔塔顶导气管加旁通管道与一效回收塔导气管联通,中间安装阀门实现可控,蒸发塔的热量一部分可直接为二效回收塔提供热源,本实用新型解决了二效回收塔热量不足,蒸发效率低、乙醇回收量少的技术问题,减少了蒸汽使用量,原
料中的乙醇液经过两次回收塔,减少了乙醇的浪费,降低了投入成本。
附图说明
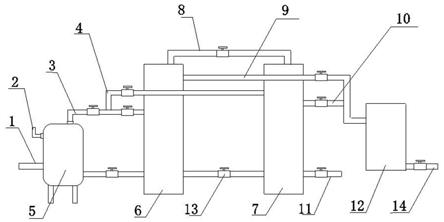
10.图1是本实用新型的结构之一示意图;
11.图2是本实用新型的结构之二示意图;
12.图3是蒸发塔的结构示意图。
13.图中:1.蒸汽管,2.进料管,3.第一蒸汽管道,4.旁通蒸汽管道,5.蒸发塔,6.一效回收塔,7.二效回收塔,8.第二蒸汽管道,9.第二回收管,10.第一回收管,11.出料管,12.冷凝器,13.阀门,14.出液管,15.增压泵,16.循环管道,17. 蛇形管道。
具体实施方式
14.实施例1,一种乙醇循环回收系统,如图1所示,其包括蒸发塔5、一效回收塔6、二效回收塔7和冷凝器12,蒸发塔5的一侧设有进料管2和蒸汽管1,蒸发塔5的上端导气口通过第一蒸汽管道3与一效回收塔6的蒸汽进口连接,一效回收塔6的上端导气口通过第二蒸汽管道8与二效回收塔7的上端蒸汽进口连接,一效回收塔6的蒸汽出口通过第二回收管9与冷凝器12对接,二效回收塔7的蒸汽出口通过第一回收管10与冷凝器12对接,冷凝器的另一侧设有出液管14。另设置一旁通蒸汽管道4,旁通蒸汽管道4的一端通过三通阀与第一蒸汽管道3对接,旁通蒸汽管道4的另一端与二效回收塔7的侧面蒸汽进口连接。蒸发塔5的出料口通过管道连接一效回收塔6的入料口,一效回收塔6的出料口通过管道与二效回收塔7的入料口对接,二效回收塔7的另一侧设置有出料管11。
15.实施例2,在实施例1的基础上,一效回收塔6的上端与蒸发塔的蒸汽管之间还可设置一循环管道16,如图2所示,循环管道16上安装有增压泵15。一效回收塔6产生的蒸汽从塔顶出气口经循环管道至蒸汽管1进口重复工作,实现热量回收,节约了能耗。
16.所述第一蒸汽管道3、第二蒸汽管道8、第一回收管9、第二回收管10、出料管11、出液管14、旁通管道4以及循环管道16上均设有阀门,便于调节蒸汽流向,利于乙醇液的高效回收。参照图3,蒸发塔5内设置有蛇形管道17,蛇形管道17的一端连接进料管2,另一端通过管道与一效回收塔6的入料口对接。
17.本实用新型在工作过程中,蒸发塔5中的乙醇溶液受热蒸发,通过一效回收塔6经过加温后进入二效回收塔7,经再次加温后,通过第一回收管10进入冷凝器12,完成乙醇液的回收工作,原料中的乙醇经过两次回收,减少了乙醇的浪费。通过阀门13调节,一效回收塔6中的乙醇受热蒸发也可直接通过第二回收管9进入冷凝器12,完成乙醇的回收工作。蒸发塔5塔顶导气管加旁通管道4与一效回收塔7导气管联通,中间安装阀门13实现可控,蒸发塔5的热量一部分可直接为二效回收塔7提供热源,解决了二效回收塔热量不足,蒸发效率低的问题,进一步提高乙醇回收效果。
技术特征:
1.一种乙醇循环回收系统,包括蒸发塔、一效回收塔、二效回收塔和冷凝器,其特征在于:蒸发塔的一侧设有进料管和蒸汽管,蒸发塔的上端导气口通过第一蒸汽管道与一效回收塔的蒸汽进口连接,一效回收塔的上端导气口通过第二蒸汽管道与二效回收塔的上端蒸汽进口连接,二效回收塔的蒸汽出口通过第一回收管与冷凝器对接,另设置一旁通蒸汽管道,旁通蒸汽管道的一端通过三通阀与第一蒸汽管道对接,旁通蒸汽管道的另一端与二效回收塔的侧面蒸汽进口连接。2.根据权利要求1所述的乙醇循环回收系统,其特征在于:一效回收塔的蒸汽出口通过第二回收管与冷凝器对接,冷凝器的另一侧设有出液管。3.根据权利要求1所述的乙醇循环回收系统,其特征在于:蒸发塔的出料口通过管道连接一效回收塔的入料口,一效回收塔的出料口通过管道与二效回收塔的入料口对接,二效回收塔的另一侧设置有出料管。4.根据权利要求1所述的乙醇循环回收系统,其特征在于:一效回收塔的上端与蒸发塔的蒸汽管之间设有一循环管道,循环管道上安装有增压泵。5.根据权利要求1-3任一项所述的乙醇循环回收系统,其特征在于:所述第一蒸汽管道、第二蒸汽管道、第一回收管、第二回收管、出料管、出液管上均设有阀门。6.根据权利要求1所述的乙醇循环回收系统,其特征在于:蒸发塔内设置有蛇形管道,蛇形管道的一端连接进料管,另一端通过管道与一效回收塔的入料口对接。
技术总结
一种乙醇循环回收系统,包括蒸发塔、一效回收塔、二效回收塔和冷凝器,蒸发塔的一侧设有进料管和蒸汽管,蒸发塔的上端蒸汽管道与一效回收塔连接,一效回收塔的上端通过蒸汽管道与二效回收塔连接,二效回收塔的蒸汽出口通过回收管与冷凝器对接,旁通蒸汽管道的一端通过三通阀与蒸汽管道对接,旁通蒸汽管道的另一端与二效回收塔的侧面蒸汽进口连接。本实用新型将原来的蒸发塔塔顶导气管加旁通管道与一效回收塔导气管联通,中间安装阀门实现可控,蒸发塔的热量一部分可直接为二效回收塔提供热源,本实用新型解决了二效回收塔热量不足、乙醇回收量少的技术问题,降低了投入成本。降低了投入成本。降低了投入成本。
技术研发人员:冯勇 冷东博 李焕成 孟强 陈同坤 高超 王茂苓 刘磊 李庆
受保护的技术使用者:山东焦点福瑞达生物股份有限公司
技术研发日:2021.06.24
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1