具有自动调节功能的混料装置的制作方法
1.本实用新型属于玻璃制造技术领域,特别涉及一种具有自动调节功能的混料装置。
背景技术:
2.玻璃瓶生产过程中,需要将配合好的原料按需求输送至玻璃窑炉的窑头料仓中。在整个配料输出线路上,混料机是最为重要的设备之一,每次混料机搅拌完成后,混料机的扇形放料门打开一个较小的角度,混料机内部的混合料直接通过溜管导入其下方的皮带机设备,并通过后续的运输设备将混合料运至玻璃窑炉。
3.在玻璃的原料配制中,要求化学粉料与玻璃碎渣混料得越均匀越好,并且均匀地输送到玻璃窑炉中。因此需要通过计算机实时检测化学粉料和玻璃碎渣的输送流量,同时通过变频器精准控制输送给料机的给料量,从而达到高均匀度的玻璃混合料。
4.本专利是在本公司2019年9月12日申请的实用新型带有称重式缓冲仓的混料装置基础上进行的研发。带有称重式缓冲仓的混料装置,包括混料机、缓冲仓以及缓冲式变频排料机,所述缓冲仓安装在混料机的下端,所述缓冲仓的下端安装缓冲式变频排料机,所述混料机的侧面安装搅拌装置,所述搅拌装置伸入进混料机内;所述缓冲仓包括上端的称重仓和下端的锥形排管,所述缓冲式变频排料机安装在锥形排管的下端;所述称重仓位于地面上,在称重仓的外围安装三个支座,所述支座水平安装在地面上,所述支座上安装了传感器,在称重仓的外壁上设有挂耳,所述挂耳的外侧面下端位于传感器上。该实用新型节约了排料时间,提升配料系统的整体效率,减少了设备空转等待的能耗。
5.本专利中所述称重传感器的安装方法参考了上述实用新型中称重传感器的安装方法。
6.但是现有技术中的带有称重式缓冲仓的混料装置不能保证单位时间内化学粉料与玻璃碎渣混料比例匹配的问题,解决了单位时间内化学粉料与玻璃碎渣混料比例匹配的问题,就可以减少搅拌的时间达到混合均匀的效果。
技术实现要素:
7.为了解决以上问题,本实用新型决定研发一种具有自动调节功能的混料装置。
8.一种具有自动调节功能的混料装置,包括plc控制器、螺旋给料机一、螺旋给料机二、缓冲仓一、缓冲仓二、称重传感器一、称重传感器二、搅拌装置,所述缓冲仓一和缓冲仓二的外壁分别设置有称重传感器一、称重传感器二,所述缓冲仓一和缓冲仓二的底部分别设置有缓冲式变频排料机一和缓冲式变频排料机二,所述搅拌装置顶端设置有入料口一、入料口二,所述缓冲式变频排料机一和缓冲式变频排料机二分别与入料口一、入料口二对应设置;所述缓冲仓一、缓冲仓二的入口分别与螺旋给料机一的排料口和螺旋给料机二的排料口对应设置;所述plc控制器分别与螺旋给料机一、螺旋给料机二、称重传感器一、称重传感器二连接。
9.进一步地,所述缓冲仓一和缓冲仓二外部分别设有缓冲仓一挂耳和缓冲仓二挂耳,所述缓冲仓一挂耳和缓冲仓二挂耳的外侧面下端分别位于称重传感器一和称重传感器二上。
10.进一步地,所述缓冲式变频排料机一和缓冲式变频排料机二均为开口斜向设置,斜向角度为30-60
°
。
11.进一步地,所述缓冲仓一挂耳的数量分别为2-8个,所述缓冲仓二挂耳的数量分别为2-8个。
12.进一步地,所述螺旋给料机一包括变频电机一、螺旋给料机机体一、螺旋叶片轴一,所述螺旋给料机二包括变频电机二、螺旋给料机机体二、螺旋叶片轴二,所述plc控制器分别与变频电机一和变频电机二连接。
13.进一步地,所述称重传感器一、称重传感器二为压式称重传感器。
14.本实用新型取得的有益效果如下:所述缓冲仓一和缓冲仓二分别设置为粉料缓冲仓和玻渣缓冲仓,在粉料缓冲仓和玻渣缓冲仓加装了称重传感器,通过计算机实时检测单位时间内化学粉料和玻璃碎渣的输送流量,同时通过变频电机的变频器精准控制输送给料机的给料量,从而达到高均匀度的玻璃混合料。当称重传感器一或称重传感器二中检测到单位时间内化学粉料或玻璃碎渣过多时,即可通过plc控制器调慢变频电机一或变频电机二的转速,从而调慢化学粉料或玻璃碎渣的输送流量使之达到匹配。
附图说明
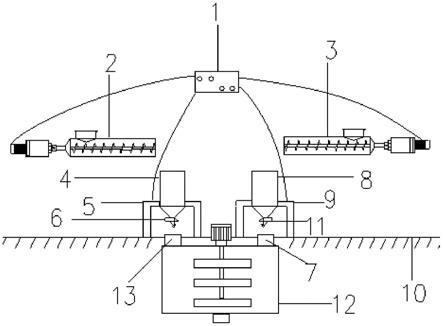
15.图1为具有自动调节功能的混料装置的整体结构示意图;
16.图中附图标记为:
17.1plc控制器、2螺旋给料机一、3螺旋给料机二、4缓冲仓一、5称重传感器一、6缓冲式变频排料机一、7入料口二、8缓冲仓二、9称重传感器二、10台面、11缓冲式变频排料机二、12搅拌装置、13入料口一。
具体实施方式
18.实施例1
19.如图1,一种具有自动调节功能的混料装置,包括plc控制器1、螺旋给料机一2、螺旋给料机二3、缓冲仓一4、缓冲仓二8、称重传感器一5、称重传感器二9、搅拌装置12,所述缓冲仓一4和缓冲仓二8的外壁分别设置有称重传感器一5、称重传感器二9,所述缓冲仓一4和缓冲仓二8的底部分别设置有缓冲式变频排料机一6和缓冲式变频排料机二11,所述搅拌装置12顶端设置有入料口一13、入料口二7,所述缓冲式变频排料机一6和缓冲式变频排料机二11分别与入料口一13、入料口二7对应设置;所述缓冲仓一4、缓冲仓二8的入口分别与螺旋给料机一2的排料口和螺旋给料机二3的排料口对应设置;所述plc控制器1分别与螺旋给料机一2、螺旋给料机二3、称重传感器一5、称重传感器二9连接。
20.所述缓冲仓一4和缓冲仓二8外部分别设有缓冲仓一挂耳和缓冲仓二挂耳,所述缓冲仓一挂耳和缓冲仓二挂耳的外侧面下端分别位于称重传感器一5和称重传感器二9上。所述缓冲式变频排料机一6和缓冲式变频排料机二11均为开口斜向设置,斜向角度为60
°
。所述缓冲仓一挂耳的数量分别为3个,所述缓冲仓二挂耳的数量分别为3个。
21.所述螺旋给料机一包括变频电机一、螺旋给料机机体一、螺旋叶片轴一,所述螺旋给料机二包括变频电机二、螺旋给料机机体二、螺旋叶片轴二,所述plc控制器1分别与变频电机一和变频电机二连接。所述称重传感器一5、称重传感器二9为压式称重传感器。
22.使用方法:所述缓冲仓一和缓冲仓二分别设置为粉料缓冲仓和玻渣缓冲仓,在粉料缓冲仓和玻渣缓冲仓外壁分别加装了称重传感器一、称重传感器二,通过计算机实时检测化学粉料和玻璃碎渣的输送流量,同时通过变频电机一和变频电机二上的变频器精准控制输送给料机的给料量,当单位时间内化学粉料和玻璃碎渣的输送量不匹配时,通过plc控制器实时调整螺旋给料机一、螺旋给料机二的转速;化学粉料和玻璃碎渣进入搅拌装置的搅拌罐后只需简单搅拌即可达到高均匀度的玻璃混合料。
技术特征:
1.一种具有自动调节功能的混料装置,其特征在于:包括plc控制器(1)、螺旋给料机一(2)、螺旋给料机二(3)、缓冲仓一(4)、缓冲仓二(8)、称重传感器一(5)、称重传感器二(9)、搅拌装置(12),所述缓冲仓一(4)和缓冲仓二(8)的外壁分别设置有称重传感器一(5)、称重传感器二(9),所述缓冲仓一(4)和缓冲仓二(8)的底部分别设置有缓冲式变频排料机一(6)和缓冲式变频排料机二(11),所述搅拌装置(12)顶端设置有入料口一(13)、入料口二(7),所述缓冲式变频排料机一(6)和缓冲式变频排料机二(11)分别与入料口一(13)、入料口二(7)对应设置;所述缓冲仓一(4)、缓冲仓二(8)的入口分别与螺旋给料机一(2)的排料口和螺旋给料机二(3)的排料口对应设置;所述plc控制器(1)分别与螺旋给料机一(2)、螺旋给料机二(3)、称重传感器一(5)、称重传感器二(9)连接。2.根据权利要求1所述的一种具有自动调节功能的混料装置,其特征在于:所述缓冲仓一(4)和缓冲仓二(8)外部分别设有缓冲仓一挂耳和缓冲仓二挂耳,所述缓冲仓一挂耳和缓冲仓二挂耳的外侧面下端分别位于称重传感器一(5)和称重传感器二(9)上。3.根据权利要求1所述的一种具有自动调节功能的混料装置,其特征在于:所述缓冲式变频排料机一(6)和缓冲式变频排料机二(11)均为开口斜向设置,斜向角度为30-60
°
。4.根据权利要求2所述的一种具有自动调节功能的混料装置,其特征在于:所述缓冲仓一(4)挂耳的数量分别为2-8个,所述缓冲仓二(8)挂耳的数量分别为2-8个。5.根据权利要求1所述的一种具有自动调节功能的混料装置,其特征在于:所述螺旋给料机一(2)包括变频电机一、螺旋给料机机体一、螺旋叶片轴一,所述螺旋给料机二(3)包括变频电机二、螺旋给料机机体二、螺旋叶片轴二,所述plc控制器(1)分别与变频电机一和变频电机二连接。6.根据权利要求1所述的一种具有自动调节功能的混料装置,其特征在于:所述称重传感器一(5)、称重传感器二(9)为压式称重传感器。
技术总结
本实用新型公开了玻璃制造技术领域的一种具有自动调节功能的混料装置,包括PLC控制器、螺旋给料机一、螺旋给料机二、缓冲仓一、缓冲仓二、称重传感器一、称重传感器二、搅拌装置,所述缓冲仓一和缓冲仓二的外壁分别设置有称重传感器一、称重传感器二,所述缓冲仓一和缓冲仓二的底部分别设置有缓冲式变频排料机一和缓冲式变频排料机二;所述PLC控制器分别与螺旋给料机一、螺旋给料机二、称重传感器一、称重传感器二连接。有益效果如下:缓冲仓一、缓冲仓二加装了称重传感器,通过计算机实时检测单位时间内化学粉料和玻璃碎渣的输送量,同时通过变频器精准控制输送给料机的给料量,从而达到高均匀度的玻璃混合料。达到高均匀度的玻璃混合料。达到高均匀度的玻璃混合料。
技术研发人员:刘文帅 王二凯
受保护的技术使用者:青岛海盛自动化工程有限公司
技术研发日:2021.12.20
技术公布日:2022/5/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1