一种特殊短管聚氨酯喷涂装置及其喷涂方法与流程
1.本发明涉及喷涂设备技术领域,尤其是一种特殊短管聚氨酯喷涂装置及其喷涂方法,适用于dn100~600mm球墨铸铁管内外聚氨酯喷涂。
背景技术:
2.为解决直饮水问题,国家供水行业对输水管道提出了更高的要求。球墨铸铁管道虽然具有强度高、密封性能好、使用寿命长等优点。但其内防腐用的水泥砂浆内衬在输水时会析出一些离子,对水质有一定的影响。
3.为此,行业上多采用环氧树脂涂层、聚氨酯涂层等新材料代替水泥砂浆内衬。但这种新材料的施工难度很大。对于承插直管来说,目前的装备和技术能够稳定生产。但对于法兰管、承插管、过墙管等特殊短管,由于受到设备和批量的影响,管厂无法组织生产。
4.因此,有必要研发一种喷涂装置,以解决这些特殊产品长短不一,结构不同的特殊短管的喷涂问题。
技术实现要素:
5.本发明需要解决的技术问题是提供一种特殊短管聚氨酯喷涂装置及其喷涂方法,用于法兰管、承插管、过墙管等特殊短管的防腐喷涂,特别适合dn100~dn600球墨铸铁管内外聚氨酯喷涂。
6.为解决上述技术问题,本发明所采用的技术方案是:一种特殊短管聚氨酯喷涂装置,包括能够使待喷涂管件快速匀速转动的内喷机和外喷机、能够对待喷涂管件的内外表面送料喷涂的内喷送料机和外喷送料机以及电气控制系统;所述待喷涂管件包括法兰管、承插管和过墙管;所述内喷机与所述内喷送料机放置在一条直线上,电气控制系统控制内喷机的转速和内喷送料机的进给速度完成待喷涂管件的内侧聚氨酯的自动喷涂;所述外喷机与所述外喷送料机相邻平行放置,电气控制系统控制外喷机的转速和外喷送料机的进给速度完成待喷涂管件的外侧聚氨酯的自动喷涂。
7.本发明技术方案的进一步改进在于:所述内喷机包括一端设置有支架的喷涂机底座、安装在支架一侧的第一变频电机及减速机、安装在支架上部的平行布置的第一轴承座和第二轴承座、与第一变频电机及减速机皮带连接的传动轴、设置在第一轴承座和第二轴承座上且一端与传动轴连接的主轴、设置在主轴另一端的管夹盘、设置在喷涂机底座另一端的中心架固定托架以及设置在中心架固定托架上的支撑待喷涂管件外径的中心架支撑;所述待喷涂管件通过管夹盘夹持一端,中心架支撑支撑另一端的装夹方式安装在内喷机上。
8.本发明技术方案的进一步改进在于:所述中心架支撑包括内部为半圆形状的支撑托和设置在支撑托两侧的互成90
°
夹角的2个支撑轮;所述支撑轮的径向位置能够调整,以适应不同直径的待喷涂管件;所述中心架固定托架沿喷涂机底座轴向距离能够调整,以适应不同长度的待喷涂管件。
9.本发明技术方案的进一步改进在于:所述外喷机包括一端设置有支架的喷涂机底座、安装在支架一侧的第一变频电机及减速机、安装在支架上部的平行布置的第一轴承座和第二轴承座、与第一变频电机及减速机皮带连接的传动轴、设置在第一轴承座和第二轴承座上且一端与传动轴连接的主轴、设置在主轴另一端的管夹盘、设置在喷涂机底座另一端的尾座顶尖固定托架以及设置在尾座顶尖固定托架上的支撑待喷涂管件外径的尾座顶尖;同时在待喷涂管件的端部内侧设置有与尾座顶尖相配合的管撑架;所述待喷涂管件通过管夹盘夹持一端,尾座顶尖支撑另一端的装夹方式安装在外喷机上;所述尾座顶尖固定托架沿喷涂机底座轴向距离能够调整,以适应不同长度的待喷涂管件。
10.本发明技术方案的进一步改进在于:所述管夹盘设置为四爪卡盘。
11.本发明技术方案的进一步改进在于:所述内喷送料机包括内部安装有滑道的送料机底座、安装在送料机底座内的丝杠、安装在滑道上的进给小车、安装在进给小车上端的送料管架、安装在送料机底座一端的上部安装有托轮的托轮架、设置在送料管架和支撑托轮上的送料用的无缝管以及设置在无缝管端部的喷涂用的旋杯;所述丝杠的两端通过第一丝杠固定盖和第二丝杠固定盖安装在送料机底座内;所述进给小车上安装有第二变频电机及减速机;在丝杠上安装有传动丝母轴及止退螺母;在进给小车与传动丝母轴之间安装有第三轴承和第四轴承,第二变频电机及减速机通过第一传动链轮和第二传动链轮与传动丝母轴相连接;第二变频电机及减速机带动丝杠传动,从而带动进给小车沿滑道滑动。
12.本发明技术方案的进一步改进在于:在无缝管的前端还设置有辅助支撑旋杯进给的转动支撑托轮;所述转动支撑托轮是由安装在无缝管前端下侧的l型支撑架和安装在支撑架底部的滚轮组成。
13.本发明技术方案的进一步改进在于:所述外喷送料机包括内部安装有滑道的送料机底座、安装在送料机底座内的丝杠、安装在滑道上的进给小车、安装在进给小车上端的喷枪固定托架以及安装在喷枪固定托架上的喷枪;所述丝杠的两端通过第一丝杠固定盖和第二丝杠固定盖安装在送料机底座内;所述进给小车上安装有第二变频电机及减速机;在丝杠上安装有传动丝母轴及止退螺母;在进给小车与传动丝母轴之间安装有第三轴承和第四轴承,第二变频电机及减速机通过第一传动链轮和第二传动链轮与传动丝母轴相连接;第二变频电机及减速机带动丝杠传动,从而带动进给小车沿滑道滑动。
14.一种特殊短管聚氨酯喷涂装置的喷涂方法,当对待喷涂管件的内侧进行喷涂时,将内喷机与内喷送料机相对放置在一条直线上,需保证设置在内喷送料机上的旋杯能够直线伸入待喷涂管件的被管夹盘卡住的端部;将待喷涂管件安装在内喷机上,电气控制系统调整好转速使喷涂管件以预设的转速匀速转动;将内喷送料机调试好后,电气控制系统控制进给小车沿滑道向前滑动使旋杯前进进入匀速转动的待喷涂管件的管夹盘夹持的端部;内喷送料机的旋杯开始喷料,电气控制系统控制进给小车在滑道上向后滑动使旋杯以预设的进给速度向待喷涂管件的另一端移动,直至待喷涂管件内侧喷涂完毕;当对待喷涂管件的外侧进行喷涂时,外喷机与外喷送料机相邻平行放置,外喷机与外喷送料机之间的距离需保证外喷送料机的喷枪能够对待喷涂管件的外侧进行全面喷涂;
将待喷涂管件安装在外喷机上,电气控制系统调整好转速使喷涂管件以预设的转速匀速转动;将外喷送料机调试好后,电气控制系统控制进给小车沿滑道向前滑动带动喷枪以预设的进给速度从待喷涂管件一端向另一端移动,直至待喷涂管件外侧喷涂完毕。
15.本发明技术方案的进一步改进在于:所述预设的转速为0-250r/min,所述预设的进给速度为0-5米/min。
16.由于采用了上述技术方案,本发明取得的技术进步是:1、本发明的内喷机采用四爪卡盘来夹持待喷涂管件的一端,另一端采用中心架支撑实现管件内表面喷涂,通过调整中心架固定托架的位置来适应短管长短变化的需要,克服了用托轮转动待喷涂管件易震动、无法实现喷涂的问题,实现了短管高转速(最高能达到250r/min)的要求,解决了法兰管、承插管、过墙管等长短不一、结构不同的特殊短管的内表面喷涂的问题,且转速稳定,喷涂效果良好。
17.2、本发明的外喷机采用四爪卡盘来夹持待喷涂管件的一端,另一端采用尾座顶尖支撑实现管件外表面喷涂,通过调整尾座顶尖支撑架的位置来适应短管长短变化的需要,克服了用托轮转动待喷涂管件易震动、无法实现喷涂的问题,实现了短管高转速的要求,解决了法兰管、承插管、过墙管等长短不一、结构不同的特殊短管的外表面自动喷涂的问题,且转速稳定,喷涂效果良好。
18.3、本发明的内喷送料机和外喷送料机,进给小车采用第二变频电机及减速机带动丝杠传动来实现前后滑动,能够根据待喷涂管件的管径不同和涂层厚度的要求来调整进给速度(0-5米/min),进给速度决定了涂层的厚度;内喷送料机的前端还设置有转动支撑托轮,辅助支撑旋杯进给,进一步保证了管件内聚氨酯的喷涂质量。
19.4、本发明中的内喷机、内喷送料机、外喷机、外喷送料机结构简单,操作方便,自动喷涂质量好,特别适用于dn100~600mm球墨铸铁法兰短管、过墙盘承短管和盘插短管内外聚氨酯喷涂。
附图说明
20.图1是本发明中内喷机结构示意图;图2是本发明中中心架支撑结构示意图;图3是本发明中内喷送料机结构示意图;图4是本发明中内喷设备作业示意图;图5是本发明中外喷机结构示意图;图6是本发明中管撑架结构示意图;图7是本发明中外喷送料机结构示意图;图8是本发明中喷枪固定托架结构示意图;图9是本发明中外喷设备作业示意图;其中,1、喷涂机底座,2、第一轴承座,3、第二轴承座,4、传动轴,5、主轴,6、管夹盘,7、待喷涂管件,8、中心架支撑,8-1、支撑托,8-2、支撑轮,9、管撑架,9-1、圆盘,9-2、椎槽,9-3、支撑杆,10、尾座顶尖,11、第三轴承,12、第一丝杠固定盖,13、丝杠,14、送料机底座,15、止退螺母,16、第二变频电机,17、进给小车,18、送料管架,19、第一传动链轮,20、传动丝母
轴,21、第二传动链轮,22、无缝管,23、托轮,24、旋杯,25、托轮架,26、第二丝杠固定盖,27、喷枪固定托架,28、喷枪,29、第四轴承。
具体实施方式
21.下面结合附图对本发明做进一步详细说明:在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外
”……
等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
23.此外,术语“第一”、“第二
”……
仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二
”……
的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“若干个的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
24.如图1-9所示,一种特殊短管聚氨酯喷涂装置,包括能够使待喷涂管件7快速匀速转动的内喷机和外喷机、能够对待喷涂管件7的内外表面送料喷涂的内喷送料机和外喷送料机以及电气控制系统;所述待喷涂管件7包括法兰管、承插管和过墙管;所述内喷机与所述内喷送料机放置在一条直线上,电气控制系统控制内喷机的转速和内喷送料机的进给速度完成待喷涂管件7的内侧聚氨酯的自动喷涂;所述外喷机与所述外喷送料机相邻平行放置,电气控制系统控制外喷机的转速和外喷送料机的进给速度完成待喷涂管件7的外侧聚氨酯的自动喷涂。
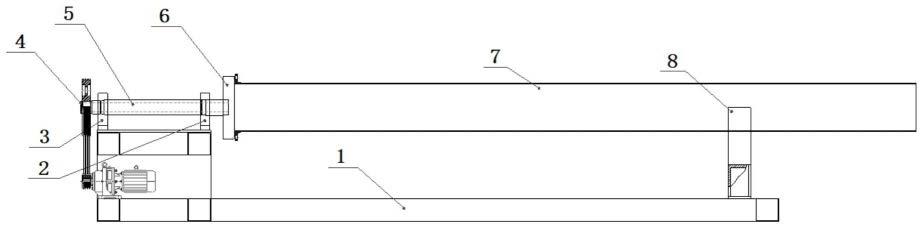
25.如图1所示,所述内喷机包括一端设置有支架的喷涂机底座1、安装在支架一侧的第一变频电机及减速机、安装在支架上部的平行布置的第一轴承座2和第二轴承座3、与第一变频电机及减速机皮带连接的传动轴4、设置在第一轴承座2和第二轴承座3上且一端与传动轴4连接的主轴5、设置在主轴5另一端的管夹盘6、设置在喷涂机底座1另一端的中心架固定托架以及设置在中心架固定托架上的支撑待喷涂管件7外径的中心架支撑8;所述待喷涂管件7通过管夹盘6夹持一端,中心架支撑8支撑另一端的装夹方式安装在内喷机上。
26.如图2所示,所述中心架支撑8包括内部为半圆形状的支撑托8-1和设置在支撑托8-1两侧的互成90
°
夹角的2个支撑轮8-2;所述支撑轮8-2的径向位置能够调整,以适应不同直径的待喷涂管件7;所述中心架固定托架沿喷涂机底座1轴向距离能够调整,以适应不同长度的待喷涂管件7。
27.所述内喷机采用上述结构,可以解决法兰管、承插管、过墙管等不同品种外径、内径不同尺寸的问题;同时能达到250r/min的转速而不发生跳动;与托轮传动相比具有转动稳定,中心高度不变等优点,更适应喷涂操作。内喷机的传动采用变频调速的第一变频电
机,通过皮带带动安装有管夹盘6的主轴5,进而带动待喷涂管件7转动;预设转速为0-250r/min;转速大小决定涂层表面流平性。中心架支撑8采用两个90
°
夹角的支撑轮8-2支撑待喷涂管件7外径,支撑轮8-2径向位置可调,以适应直径为100-600mm不同的待喷涂管件7外径。中心架固定托架沿内喷机轴向距离可调,以适应1-6m不同长度的待喷涂管件7的喷涂。
28.如图5所示,所述外喷机包括一端设置有支架的喷涂机底座1、安装在支架一侧的第一变频电机及减速机、安装在支架上部的平行布置的第一轴承座2和第二轴承座3、与第一变频电机及减速机皮带连接的传动轴4、设置在第一轴承座2和第二轴承座3上且一端与传动轴4连接的主轴5、设置在主轴5另一端的管夹盘6、设置在喷涂机底座1另一端的尾座顶尖固定托架以及设置在尾座顶尖固定托架上的支撑待喷涂管件7外径的尾座顶尖10;同时在待喷涂管件7的端部内侧设置有与尾座顶尖10相配合的管撑架9;所述待喷涂管件7通过管夹盘6夹持一端,尾座顶尖10支撑另一端的装夹方式安装在外喷机上;所述尾座顶尖固定托架沿喷涂机底座1轴向距离能够调整,以适应不同长度的待喷涂管件7。
29.如图6所示,所述管撑架9包括中间设置有椎槽9-2的圆盘9-1和设置在圆盘四周的若干个支撑杆9-3。管撑架9的设置,进一步保证了外喷涂质量的稳定。支撑杆9-3的长短能够依据待喷涂管件7的管径大小进行设置,以适应不同直径的待喷涂管件7。
30.如图1、图5所示,所述管夹盘6设置为四爪卡盘,能够使待喷涂管件7安装的更牢固,旋转更稳定。
31.所述外喷机采用上述结构,可以解决法兰管、承插管、过墙管等不同品种外径、内径不同尺寸的问题;同时能达到250r/min的转速而不发生跳动;与托轮传动相比具有转动稳定,中心高度不变等优点,更适应喷涂操作。外喷机的传动采用变频调速的第一变频电机,通过皮带带动安装有管夹盘6的主轴5,进而带动待喷涂管件7转动;预设转速为0-250r/min;转速大小决定涂层表面流平性。管撑架9和尾座顶尖10的设置以适应直径为100-600mm不同的待喷涂管件7外径。尾座顶尖固定托架沿外喷机轴向距离可调,以适应1-6m不同长度的待喷涂管件7的喷涂。
32.如图3所示,所述内喷送料机包括内部安装有滑道的送料机底座14、安装在送料机底座14内的丝杠13、安装在滑道上的进给小车17、安装在进给小车7上端的送料管架18、安装在送料机底座14一端的上部安装有托轮23的托轮架25、设置在送料管架18和支撑托轮上的送料用的无缝管22以及设置在无缝管22端部的喷涂用的旋杯24;所述丝杠13的两端通过第一丝杠固定盖12和第二丝杠固定盖26安装在送料机底座14内;所述进给小车17上安装有第二变频电机16及减速机;在丝杠13上安装有传动丝母轴20及止退螺母15;在进给小车17与传动丝母轴20之间安装有第三轴承11和第四轴承29,第二变频电机16及减速机通过第一传动链轮19和第二传动链轮21与传动丝母轴20相连接;第二变频电机16及减速机带动丝杠13传动,从而带动进给小车17沿滑道滑动。
33.在无缝管22的前端还设置有辅助支撑旋杯24进给的转动支撑托轮;所述转动支撑托轮是由安装在无缝管22前端下侧的l型支撑架和安装在支撑架底部的滚轮组成。
34.所述内喷送料机采用以上结构,进给部分采用第二变频电机16及减速机带动丝杠13传动来实现,进给速度决定了涂层的厚度。预设的进给速度为0-5米/min,根据待喷涂管件7管径不同和涂层厚度的要求来调整,前端设有转动支撑托轮,辅助支撑旋杯24进给。
35.如图7、8所示,所述外喷送料机包括内部安装有滑道的送料机底座14、安装在送料
机底座14内的丝杠13、安装在滑道上的进给小车17、安装在进给小车17上端的喷枪固定托架27以及安装在喷枪固定托架27上的喷枪28;所述丝杠13的两端通过第一丝杠固定盖12和第二丝杠固定盖26安装在送料机底座14内;所述进给小车17上安装有第二变频电机16及减速机;在丝杠13上安装有传动丝母轴20及止退螺母15;在进给小车17与传动丝母轴20之间安装有第三轴承11和第四轴承29,第二变频电机16及减速机通过第一传动链轮19和第二传动链轮21与传动丝母轴20相连接;第二变频电机16及减速机带动丝杠13传动,从而带动进给小车17沿滑道滑动。
36.所述外喷送料机采用以上结构,进给部分采用第二变频电机16及减速机带动丝杠13传动来实现,进给速度决定了涂层的厚度。预设的进给速度为0-5米/min,根据待喷涂管件7管径不同和涂层厚度的要求来调整。
37.一种特殊短管聚氨酯喷涂装置的喷涂方法,如图4所示,当对待喷涂管件7的内侧进行喷涂时,将内喷机与内喷送料机相对放置在一条直线上,需保证设置在内喷送料机上的旋杯24能够直线伸入待喷涂管件7的被管夹盘6卡住的端部;将待喷涂管件7安装在内喷机上,电气控制系统调整好转速使喷涂管件7以0-250r/min的转速匀速转动;将内喷送料机调试好后,电气控制系统控制进给小车17沿滑道向前滑动使旋杯24前进进入匀速转动的待喷涂管件7的管夹盘6夹持的端部;内喷送料机的旋杯24开始喷料,电气控制系统控制进给小车17在滑道上向后滑动使旋杯24以0-5米/min的进给速度向待喷涂管件7的另一端移动,直至待喷涂管件7内侧喷涂完毕;如图9所示,当对待喷涂管件7的外侧进行喷涂时,外喷机与外喷送料机相邻平行放置,外喷机与外喷送料机之间的距离需保证外喷送料机的喷枪28能够对待喷涂管件7的外侧进行全面喷涂;将待喷涂管件7安装在外喷机上,电气控制系统调整好转速使喷涂管件7以0-250r/min的转速匀速转动;将外喷送料机调试好后,电气控制系统控制进给小车17沿滑道向前滑动带动喷枪28以0-5米/min的进给速度从待喷涂管件7一端向另一端移动,直至待喷涂管件7外侧喷涂完毕。
38.综上所述,本发明能够解决法兰管、承插短、过墙管等短管不同品种外径、内径不同尺寸待喷涂管件的内外表面喷涂的问题,同时待喷涂管件能达到250r/min的转速而不发生跳动;与托轮传动相比具有转动稳定,中心高度不变等优点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1