涂胶控制方法、装置、终端设备以及存储介质与流程
本发明涉及自动化,尤其涉及涂胶控制方法、装置、终端设备以及存储介质。
背景技术:
1、涂胶粘接是自动化设备在产品组装过程中最常见的应用场景,为了获得最好的粘接效果需要涂胶设备根据工艺要求画出合适的涂胶轨迹。一般常见物料的涂胶轨迹都是直线、圆弧、或者打胶点,当物料形状为跑道形时,直线形涂胶轨迹就无法满足工艺要求。采用plc的位置控制方式时,每次启动只能画出其中一段轨迹,要画出完整的跑道形轨迹需要多次启停,导致涂胶轨迹难以顺滑衔接。
2、因此,有必要提出一种改善特殊形状涂胶轨迹的涂胶效果的解决方案。
3、上述内容仅用于辅助理解本发明的技术方案,并不代表承认上述内容是现有技术。
技术实现思路
1、本发明的主要目的在于提供一种涂胶控制方法、装置、终端设备以及存储介质,旨在改善特殊形状涂胶轨迹的涂胶效果。
2、为实现上述目的,本发明提供一种涂胶控制方法,所述涂胶控制方法应用于涂胶控制系统,所述涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,所述涂胶机构包括x轴电缸、y轴电缸、z轴电缸及针头,所述涂胶控制方法包括以下步骤:
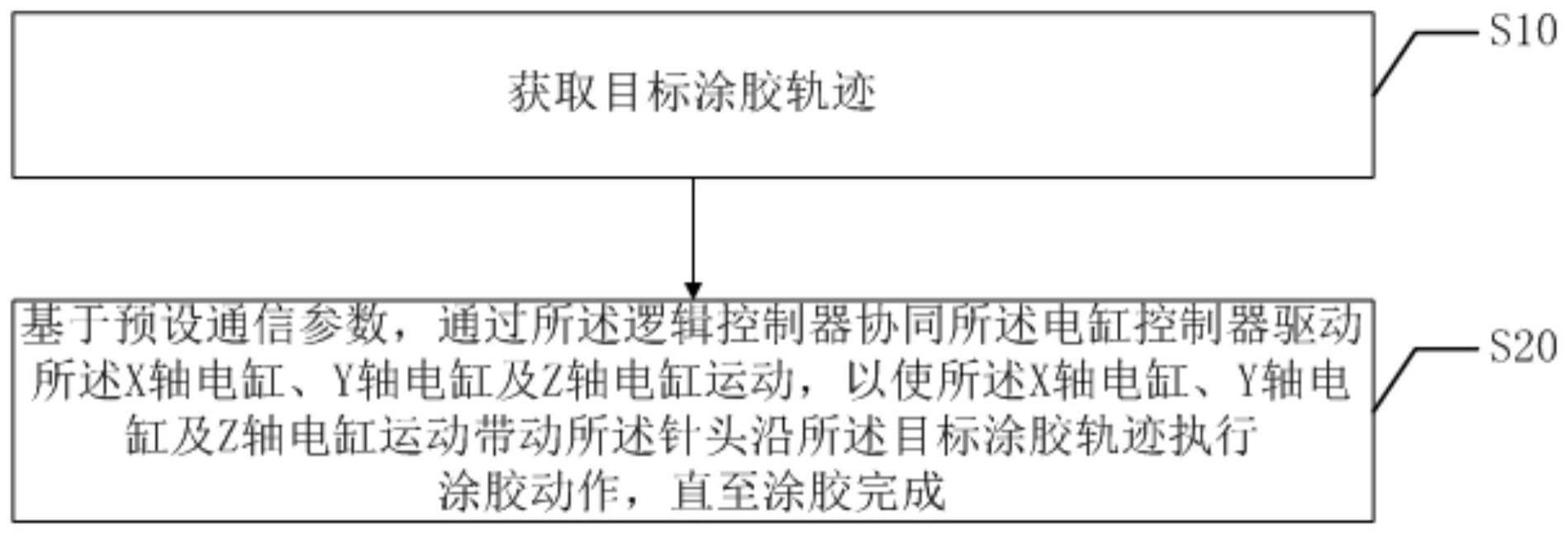
3、获取目标涂胶轨迹;
4、基于预设通信参数,通过所述逻辑控制器协同所述电缸控制器驱动所述x轴电缸、y轴电缸及z轴电缸运动,以使所述x轴电缸、y轴电缸及z轴电缸运动带动所述针头沿所述目标涂胶轨迹执行涂胶动作,直至涂胶完成。
5、可选地,所述基于预设通信参数,通过所述逻辑控制器协同所述电缸控制器驱动所述x轴电缸、y轴电缸及z轴电缸运动,以使所述x轴电缸、y轴电缸及z轴电缸运动带动所述针头沿所述目标涂胶轨迹执行涂胶动作的步骤包括:
6、通过所述逻辑控制器驱动对所述涂胶机构的z轴电缸运动,以使所述z轴电缸带动所述针头执行涂胶动作;
7、基于所述预设通信参数,通过所述逻辑控制器对所述电缸控制器进行控制,以使所述电缸控制器驱动所述x轴电缸及y轴电缸运动,以使所述x轴电缸及y轴电缸带动所述针头执行涂胶动作。
8、可选地,所述获取目标涂胶轨迹的步骤之后还包括:
9、根据所述目标涂胶轨迹确定涂胶参数,其中,所述涂胶参数包括所述电缸控制器对应的电缸控制程序的控制参数,所述控制参数包括位置点参数及控制逻辑参数,所述位置点参数包括起点位置、辅助点位置、关胶点位置及终点位置。
10、可选地,所述基于所述预设通信参数,通过所述逻辑控制器对所述电缸控制器进行控制的步骤之前还包括:
11、响应于用户的操作指令,对所述逻辑控制器与所述电缸控制器之间的通信参数进行配置,得到所述预设通信参数,其中,所述预设通信参数包括通用参数、总线参数、协议参数和/或端口参数。
12、可选地,所述对所述逻辑控制器与所述电缸控制器之间的通信参数进行配置的步骤之后还包括:
13、将所述电缸控制器对应的寄存器地址映射到所述逻辑控制器对应的寄存器内,以形成所述逻辑控制器对所述电缸控制器的监控关系;
14、基于所述监控关系将所述涂胶参数开放到用户界面,以供所述用户对所述涂胶参数进行调整,得到调整后的涂胶参数,其中,所述涂胶参数还包括x轴电缸状态参数、y轴电缸状态参数以及所述电缸控制程序的接口参数。
15、可选地,所述基于所述预设通信参数,通过所述逻辑控制器对所述电缸控制器进行控制的步骤包括:
16、通过所述逻辑控制器调用所述调整后的涂胶参数;
17、基于所述预设通信参数,将所述调整后的涂胶参数发送至所述电缸控制器,以供所述电缸控制器根据所述调整后的涂胶参数驱动所述针头执行涂胶动作。
18、可选地,所述涂胶机构还包括吹胶部件及出胶控制盒,所述涂胶控制方法还包括以下至少一项:
19、当所述针头在所述起点位置出现胶点时,通过所述吹胶部件进行吹胶,以去除所述胶点;
20、当所述目标涂胶轨迹完成时,控制所述针头继续运动至所述关胶点位置,控制所述出胶控制盒进行关胶,并控制所述针头继续运动至所述终点位置。
21、此外,为实现上述目的,本发明还提供一种涂胶控制装置,所述涂胶控制装置应用于涂胶控制系统,所述涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,所述涂胶机构包括x轴电缸、y轴电缸、z轴电缸及针头,所述涂胶控制装置包括:
22、获取模块,用于获取目标涂胶轨迹;
23、控制模块,用于基于预设通信参数,通过所述逻辑控制器协同所述电缸控制器驱动所述x轴电缸、y轴电缸及z轴电缸运动,以使所述x轴电缸、y轴电缸及z轴电缸运动带动所述针头沿所述目标涂胶轨迹执行涂胶动作,直至涂胶完成。
24、此外,为实现上述目的,本发明还提供一种终端设备,所述终端设备包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的涂胶控制程序,所述涂胶控制程序被所述处理器执行时实现如上所述的涂胶控制方法的步骤。
25、此外,为实现上述目的,本发明还提供一种计算机可读存储介质,所述计算机可读存储介质上存储有涂胶控制程序,所述涂胶控制程序被处理器执行时实现如上所述的涂胶控制方法的步骤。
26、本发明实施例提出的一种涂胶控制方法、装置、终端设备以及存储介质,所述涂胶控制方法应用于涂胶控制系统,所述涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,所述涂胶机构包括x轴电缸、y轴电缸、z轴电缸及针头,通过获取目标涂胶轨迹;基于预设通信参数,通过所述逻辑控制器协同所述电缸控制器驱动所述x轴电缸、y轴电缸及z轴电缸运动,以使所述x轴电缸、y轴电缸及z轴电缸运动带动所述针头沿所述目标涂胶轨迹执行涂胶动作,直至涂胶完成。通过预设通信参数实现逻辑控制器与电缸控制器之间的数据交互,将逻辑控制器与电缸控制器的功能融合,结合电缸控制器的插补功能可以协同驱动涂胶机构的x轴电缸、y轴电缸及z轴电缸运动,进而带动针头完成各类特殊形状涂胶轨迹的涂胶过程,从而改善特殊形状涂胶轨迹的涂胶效果。
技术特征:
1.一种涂胶控制方法,其特征在于,所述涂胶控制方法应用于涂胶控制系统,所述涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,所述涂胶机构包括x轴电缸、y轴电缸、z轴电缸及针头,所述涂胶控制方法包括以下步骤:
2.如权利要求1所述的涂胶控制方法,其特征在于,所述基于预设通信参数,通过所述逻辑控制器协同所述电缸控制器驱动所述x轴电缸、y轴电缸及z轴电缸运动,以使所述x轴电缸、y轴电缸及z轴电缸运动带动所述针头沿所述目标涂胶轨迹执行涂胶动作的步骤包括:
3.如权利要求2所述的涂胶控制方法,其特征在于,所述获取目标涂胶轨迹的步骤之后还包括:
4.如权利要求3所述的涂胶控制方法,其特征在于,所述基于所述预设通信参数,通过所述逻辑控制器对所述电缸控制器进行控制的步骤之前还包括:
5.如权利要求4所述的涂胶控制方法,其特征在于,所述对所述逻辑控制器与所述电缸控制器之间的通信参数进行配置的步骤之后还包括:
6.如权利要求5所述的涂胶控制方法,其特征在于,所述基于所述预设通信参数,通过所述逻辑控制器对所述电缸控制器进行控制的步骤包括:
7.如权利要求3所述的涂胶控制方法,其特征在于,所述涂胶机构还包括吹胶部件及出胶控制盒,所述涂胶控制方法还包括以下至少一项:
8.一种涂胶控制装置,其特征在于,所述涂胶控制装置应用于涂胶控制系统,所述涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,所述涂胶机构包括x轴电缸、y轴电缸、z轴电缸及针头,所述涂胶控制装置包括:
9.一种终端设备,其特征在于,所述终端设备包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的涂胶控制程序,所述涂胶控制程序被所述处理器执行时实现如权利要求1-7中任一项所述的涂胶控制方法的步骤。
10.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有涂胶控制程序,所述涂胶控制程序被处理器执行时实现如权利要求1-7中任一项所述的涂胶控制方法的步骤。
技术总结
本发明公开了一种涂胶控制方法、装置、终端设备以及存储介质,所述涂胶控制方法应用于涂胶控制系统,涂胶控制系统包括逻辑控制器、电缸控制器及涂胶机构,通过获取目标涂胶轨迹;基于预设通信参数,通过逻辑控制器协同电缸控制器驱动X轴电缸、Y轴电缸及Z轴电缸运动,以使X轴电缸、Y轴电缸及Z轴电缸运动带动针头沿所述目标涂胶轨迹执行涂胶动作,直至涂胶完成。通过预设通信参数实现逻辑控制器与电缸控制器之间的数据交互,将逻辑控制器与电缸控制器的功能融合,结合电缸控制器的插补功能可以协同驱动涂胶机构的X轴电缸、Y轴电缸及Z轴电缸运动,进而带动针头完成各类特殊形状涂胶轨迹的涂胶过程,从而改善特殊形状涂胶轨迹的涂胶效果。
技术研发人员:梁子登,韩庆福,卢国辉
受保护的技术使用者:歌尔股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!