自动点胶的方法、装置、电子设备和存储介质与流程
本发明涉及工业自动化,尤其是涉及一种自动点胶的方法、装置、电子设备和存储介质。
背景技术:
1、点胶被广泛应用于集成电路、印刷电路板、电子元器件、彩色液晶屏、半导体封装、汽车部件等的工业生产场景中。传统的点胶方式是由工人进行手工操作,然而近年来手工点胶的方式已经无法满足工业生产的快节奏需求,因而已经逐渐被自动点胶取代。一种常见的实现自动点胶的方式是将待点胶图形编译为g代码文件,用于通过软件平台控制胶枪实现自动点胶。
2、然而,将待点胶图形直接编译为g代码文件用于自动点胶,并没有考虑胶枪的实际运动情况。利用这样直接编译得到的g代码文件控制胶枪进行点胶,得到的胶线往往是不均匀的,难以满足实际点胶需求。
技术实现思路
1、本发明实施方式的目的在于提供一种自动点胶的方法、装置、电子设备和存储介质,用以实现自动点胶且得到均匀且稳定的胶线。
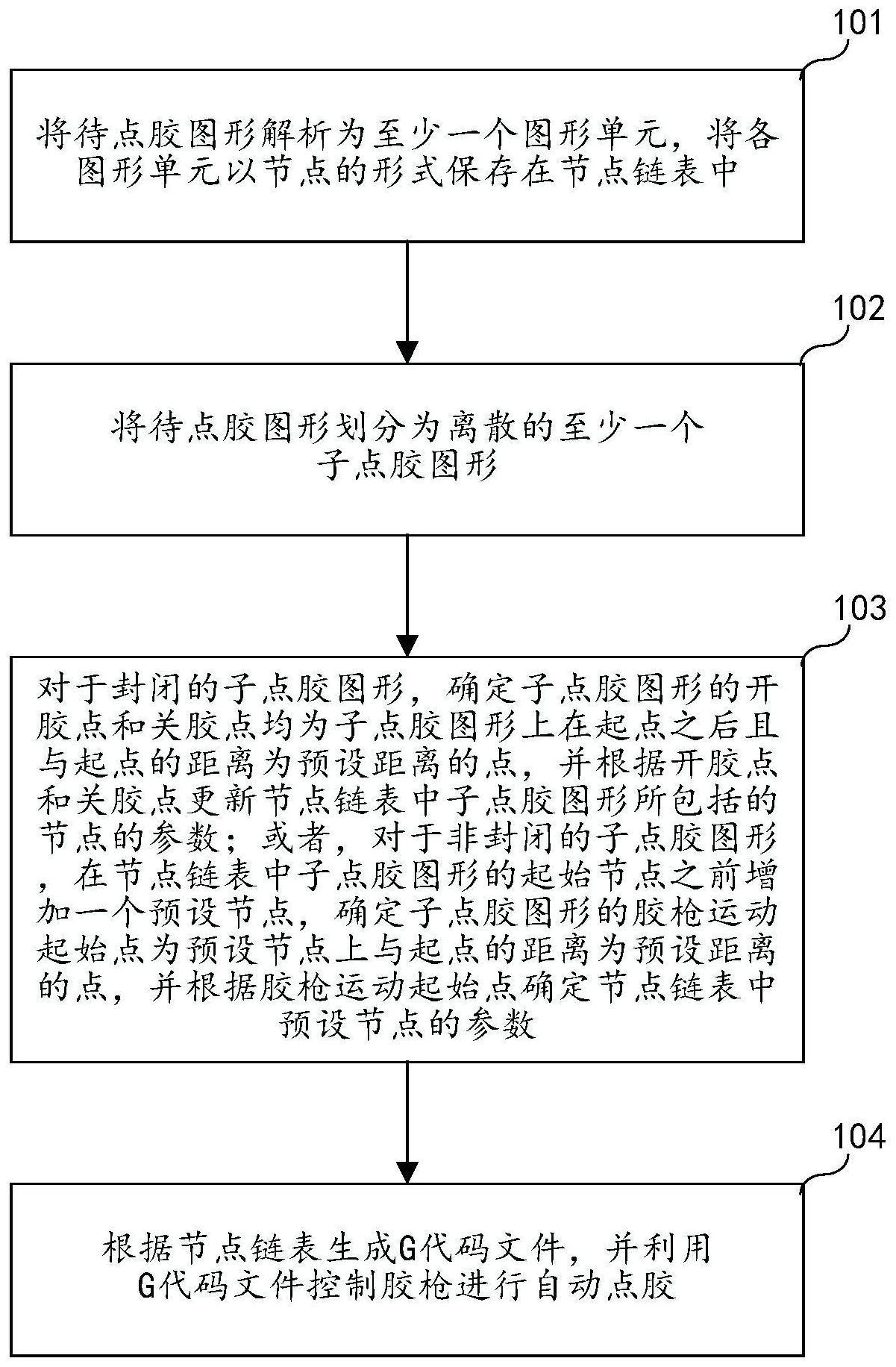
2、为了实现上述目的,本发明的实施方式提供了一种自动点胶的方法,包括:将待点胶图形解析为至少一个图形单元,将各所述图形单元以节点的形式保存在节点链表中;将所述待点胶图形划分为离散的至少一个子点胶图形;对于封闭的子点胶图形,确定所述子点胶图形的开胶点和关胶点均为所述子点胶图形上在起点之后且与所述起点的距离为预设距离的点,并根据所述开胶点和所述关胶点更新所述节点链表中所述子点胶图形所包括的节点的参数;或者,对于非封闭的子点胶图形,在所述节点链表中所述子点胶图形的起始节点之前增加一个预设节点,确定所述子点胶图形的胶枪运动起始点为所述预设节点上与所述起点的距离为所述预设距离的点,并根据所述胶枪运动起始点确定所述节点链表中所述预设节点的参数;根据所述节点链表生成g代码文件,并利用所述g代码文件控制胶枪进行自动点胶。
3、本发明的实施方式还提供了一种自动点胶装置,包括:链表生成模块,用于将待点胶图形解析为至少一个图形单元,将各所述图形单元以节点的形式保存在节点链表中;图形划分模块,用于将所述待点胶图形划分为离散的至少一个子点胶图形;参数确定模块,用于对于封闭的子点胶图形,确定所述子点胶图形的开胶点和关胶点均为所述子点胶图形上在起点之后且与所述起点的距离为预设距离的点,并根据所述开胶点和所述关胶点更新所述节点链表中所述子点胶图形所包括的节点的参数;或者,用于对于非封闭的子点胶图形,在所述节点链表中所述子点胶图形的起始节点之前增加一个预设节点,确定所述子点胶图形的胶枪运动起始点为所述预设节点上与所述起点的距离为所述预设距离的点,并根据所述胶枪运动起始点确定所述节点链表中所述预设节点的参数;自动点胶模块,用于根据所述节点链表生成所述g代码文件,并利用所述g代码文件控制胶枪进行自动点胶。
4、本发明的实施方式还提供了一种电子设备,包括:至少一个处理器;以及,与所述至少一个处理器通信连接的存储器;其中,存储器存储有可被至少一个处理器执行的指令,指令被至少一个处理器执行,以使至少一个处理器能够执行上述的自动点胶的方法。
5、本发明的实施方式还提供了一种存储有计算机程序的计算机可读存储介质,计算机程序被处理器执行时实现上述的自动点胶的方法。
6、在本发明的实施方式中,将待点胶图形划分为离散的至少一个子点胶图形,并对于封闭以及不封闭的子点胶图形按照不同方式进行处理,使得最终生成的g代码文件符合不同子点胶图形的特性。对于封闭的子点胶图形,确定开胶点在该子点胶图形的起点之后,即在该子点胶图形的起点之后开胶,能够避免在起点直接开胶而导致胶枪在速度不平稳的情况下直接点胶从而形成不均匀的胶线。此外,使关胶点与开胶点相同,能够保证完成该子点胶图形的点胶。对于非封闭的子点胶图形,确定胶枪运动起始点在该子点胶图形的起点之前,即使得胶枪在该子点胶图形起点之前即开始运动,能够使得胶枪移动至起点处开始点胶时速度是平稳的,从而点胶得到的胶线也是均匀的。进一步地,根据确定的开胶点、关胶点以及胶枪运动起始点确定表征图形单元的节点的参数,并根据节点链表生成g代码文件。能够利用生成的g代码文件实现自动点胶,且生成的g代码文件满足封闭或非封闭的点胶图形的不同需求。相比传统技术中将待点胶图形直接转换为g代码文件的技术手段,本发明的实施方式充分考虑了封闭图形和非封闭图形的特性,能够避免胶枪直接在待点胶图形的起点处开始点胶而导致胶线不均匀、影响点胶效果。
7、另外,在所述将各所述图形单元以节点的形式保存在节点链表中之后,还包括:对于所述节点链表中的各节点,遍历所述节点之后的全部节点,确定所述节点的相邻节点并将所述相邻节点在所述节点链表中的位置调整至所述节点之后;其中,在所述节点之后的全部节点中,所述相邻节点的起点与所述节点的终点的距离最近;根据所述调整更新所述节点链表。对节点链表中所包括节点进行了重排,使得节点之间的前后顺序更具合理性。因而在利用最终生成的g代码文件进行点胶时,点胶顺序也能够更具合理性。从而可以减少胶枪移动的无效距离,进而实现点胶效率的提升。
8、另外,将所述待点胶图形划分为离散的至少一个子点胶图形,包括:对于所述更新后的节点链表中的各节点,确定所述节点的终点和所述相邻节点的起点的坐标是否相同,在不相同的情况下,在所述节点链表中所述节点和相邻节点之间增加一个节点;其中,所述增加的节点所对应的图形单元的图形类型为快速定位直线;对于各图形类型为快速定位直线的节点,确定所述节点的相邻节点为所述相邻节点所属的子点胶图形的所述起始节点。坐标不相同的节点即为前后不相接的节点,通过在前后不相接的节点之间插入类型为快速定位直线的节点能够方便快捷地实现将待点胶图形划分为离散的至少一个子点胶图形。
9、另外,在所述根据所述节点链表生成g代码文件之前,还包括:根据阵列涂胶需求,确定所述节点链表中各所述节点的阵列参数;其中,所述阵列参数包括:x、y、z方向的所述待点胶图形的个数,x、y、z方向的相邻两个所述待点胶图形的距离;所述根据所述节点链表生成g代码文件包括:根据确定所述阵列参数后的所述节点链表生成所述g代码文件。能够为节点设置阵列参数,进而使得最终生成的g代码文件能够用于解决阵列式点胶的问题。能够提高g代码文件的灵活性,进而能够适应不同的项目需求。
技术特征:
1.一种自动点胶的方法,其特征在于,包括:
2.根据权利要求1所述的自动点胶的方法,其特征在于,在所述将各所述图形单元以节点的形式保存在节点链表中之后,还包括:
3.根据权利要求2所述的自动点胶的方法,其特征在于,所述将所述待点胶图形划分为离散的至少一个子点胶图形,包括:
4.根据权利要求3所述的自动点胶的方法,其特征在于,所述在所述节点链表中所述子点胶图形的起始节点之前增加一个预设节点,包括:
5.根据权利要求1所述的自动点胶的方法,其特征在于,在所述根据所述节点链表生成g代码文件之前,还包括:
6.根据权利要求1至5中任一项所述的自动点胶的方法,其特征在于,在所述根据所述节点链表生成g代码文件,并利用所述g代码文件控制胶枪进行自动点胶之前,还包括:
7.根据权利要求1至5中任一项所述的自动点胶的方法,其特征在于,还包括:
8.一种自动点胶装置,其特征在于,包括:
9.一种电子设备,其特征在于,包括:
10.一种计算机可读存储介质,存储有计算机程序,其特征在于,所述计算机程序被处理器执行时实现权利要求1至7中任一项所述的自动点胶的方法。
技术总结
本发明涉及工业自动化技术领域,公开了一种自动点胶的方法、装置、电子设备和存储介质。该方法包括:将待点胶图形解析为图形单元并以节点的形式保存在节点链表中;将待点胶图形划分为离散的子点胶图形;若封闭,确定其开、关胶点均为在起点之后预设距离的点,根据开、关胶点更新链表中相关节点的参数;若非封闭,在链表中增加节点,确定胶枪运动起始点为该节点上距起点预设距离的点,并根据该点确定链表中该节点的参数;根据节点链表生成G代码文件,并利用其控制胶枪进行自动点胶。利用生成的G代码文件能够实现自动点胶,且生成的G代码文件满足封闭或非封闭的点胶图形的需求,能够避免胶枪直接在待点胶图形的起点处开始点胶而导致胶线不均匀。
技术研发人员:郝佳佳,黎永杨,钟前进,胡向明,吴芸,赵璐瑶
受保护的技术使用者:上海新时达机器人有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!