一种五轴点胶机的点胶方法、电子装置及存储介质与流程
本发明涉及智能制造领域,更具体地说,它涉及一种一种五轴点胶机的点胶方法、电子装置及存储介质。
背景技术:
1、在精密穿戴式装置生产在点胶工艺要求越来越高的今天,针对平面式三轴、四轴点胶机已经不能满足所有需要3d曲面的点胶制程工序,主要原因是垂直向下点胶的粘结效果不如倾斜点胶的粘接效果,当产品结构相对复杂、带有弧面、点胶不连续,不在同一平面,或者带有角度的情况下,仅为垂直方向的点胶暂时不能满足点胶工艺。传统的三轴、四轴点胶机都达不到要求,市面上虽然也出现了一些五轴点胶机,但是当物料变形公差较大时点胶轨迹依旧按照原有视教的轨迹进行点胶,不能根据产品的实际点胶轨迹进行自动调整,极易造成点胶制程良率不高,粘接质量不佳,甚至报废的情况,因此能够实现三维度空间运动控制与柔性纠偏方向的点胶制程工艺技术是目前亟待解决的问题。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种五轴点胶机的点胶方法、电子装置及存储介质,有效提高了产品点胶的良品率,并且具有实用性强,点胶精度高,点胶质量好的优点。
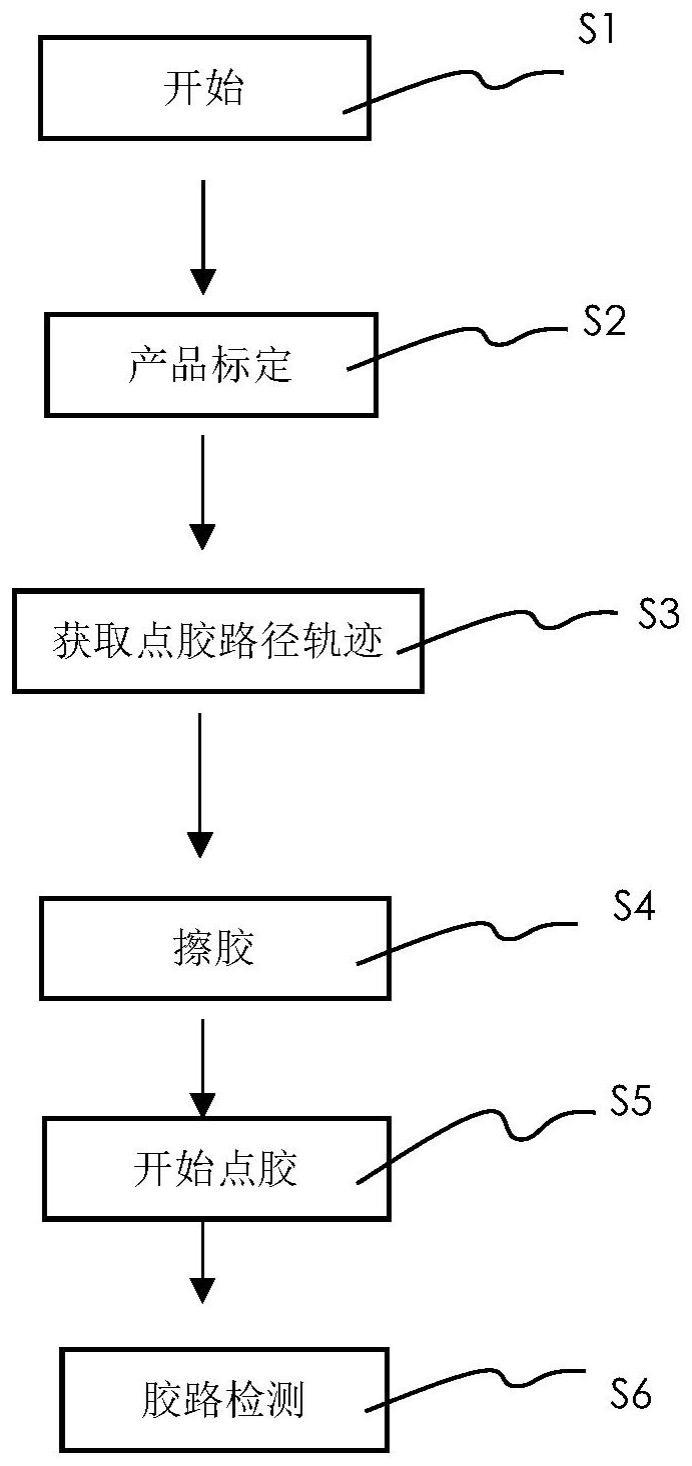
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种五轴点胶机的点胶方法,包括如下步骤:
3、s1、产品标定:将产品安装至载具上,2d相机移动至产品的正上方,抓取产品中的点进行产品标定,以确认产品的放置位置是否正确;
4、s2、获取点胶路径轨迹:产品标定完毕后,通过3d轨迹提取和模型拟合方法得到初步定位形态的点胶路径,对初步定位形态的点胶路径进行刚性整体纠偏和柔性动态纠偏后得到点胶路径轨迹;
5、s3、擦胶:擦胶组件将点胶阀针头上的残胶和灰尘擦除;
6、s4、开始点胶:点胶阀针头根据步骤s2中得到的点胶轨迹进行点胶;
7、s5、胶路检测:点胶完毕后,3d相机再次对产品进行扫描,以判断产品是否合格。
8、在其中一个实施例中,所述3d轨迹提取和模型拟合方法包括如下步骤:
9、s21、3d标定:将3d相机的空间坐标系和五轴点胶机的x、y、z、a、c轴运动坐标标定关联在一个工作坐标系内;
10、s22、基准匹配:导入产品3d模型与胶线路径模型,以实现基准匹配;
11、s23、3d点云成像:使用3d相机获取产品的点云图数据;
12、s24、轨迹抓边:通过找边算法抓取产品每个轨迹区块内胶槽内壁边缘的轨迹线;
13、s25、点云逐点比较:通过点云逐点比较程序确保抓取的胶槽内壁边缘的轨迹线没有抓偏;
14、s26、3d拟合:将产品3d模型拟合到模型cad的实际产品pcd中,得到拟合轨迹;
15、s27、对拟合轨迹进行矩阵纠偏;
16、s28、点胶轨迹路径缝接:将抓取的胶槽内壁边缘的轨迹线与拟合轨迹缝接成完整点胶路径轨迹;
17、s29、生成引导运动轨迹:将点胶路径轨迹转换成五轴点胶机的引导运动轨迹。
18、在其中一个实施例中,所述刚性整体纠偏的具体方法为:导入产品的3d模型与胶线路径模型作为基准,利用2d相机进行精调确认点胶路径轨迹成为胶线的模板,利用3d相机生成产品的点云,然后对点云进行除噪处理,提取并利用产品的内部和外部特征点进行姿态(包括x,y,z,a,c)的定位,并将产品的姿态变化通过4*4齐次变换矩阵的形式发给五轴点胶机,五轴点胶机可以通过这个变换矩阵来调整姿态。
19、在其中一个实施例中,所述柔性动态纠偏的具体方法为:利用3d相机获取产品的点云图数据,然后对点云图数据行视觉处理,提取并利用产品的内部和外部特征点对产品的姿态进行定位,然后利用视觉工具对产品进行胶路径轨迹的提取,主要是利用产品边缘的高低差,通过视觉算法遍历产品一周,提取出产品壁与点胶槽特征,然后将胶路径轨迹发给五轴点胶机,五轴点胶机直接按照胶引导运动轨迹对产品进行涂胶。
20、在其中一个实施例中,所述五轴点胶机包括五轴运动平台,所述五轴运动平台包括底座、固定在底座上的桁架、固定在桁架上的x轴直线模组、固定在x轴直线模组输出端上的z轴直线模组、固定在底座上的y轴直线模组,固定在y轴直线模组输出端上的a轴旋转模组以及固定在a轴旋转模组输出端上的c轴旋转模组,所述z轴直线模组的输出端上分别设置有点胶阀针头、2d相机和3d相机,所述c轴旋转模组的输出端设置有用于夹持产品的载具,所述底座上位于点胶阀针头的一侧设置有擦胶组件。
21、一种电子装置,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现任一所述的点胶方法。
22、一种存储介质,所述存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行任一所述的点胶方法。
23、综上所述,本发明具有以下有益效果:本发明通过五轴点胶机来满足三维空间自由度的运动轨迹,并且根据实际产品的表面曲线轮廓生成运动路径并满足刚性整体纠偏和柔性动态纠偏方向的双向解决方案,能够实现结构复杂、不连续点胶、带有弧度的产品的点胶,提高了产品的点胶精度,提升了设备的生产效率,减少了企业人力成本,提高了产品合格率,根据产品实际胶槽轨迹,实现五轴联动进行轨迹调整,有效提高了产品的良品率。
技术特征:
1.一种五轴点胶机的点胶方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的五轴点胶机的点胶方法,其特征在于:所述3d轨迹提取和模型拟合方法包括如下步骤:
3.根据权利要求2所述的五轴点胶机的点胶方法,其特征在于:所述刚性整体纠偏的具体方法为:导入产品的3d模型与胶线路径模型作为基准,利用2d相机进行精调确认点胶路径轨迹成为胶线的模板,利用3d相机生成产品的点云,然后对点云进行除噪处理,提取并利用产品的内部和外部特征点进行姿态(包括x,y,z,a,c)的定位,并将产品的姿态变化通过4*4齐次变换矩阵的形式发给五轴点胶机,五轴点胶机可以通过这个变换矩阵来调整姿态。
4.根据权利要求2所述的五轴点胶机的点胶方法,其特征在于:所述柔性动态纠偏的具体方法为:利用3d相机获取产品的点云图数据,然后对点云图数据行视觉处理,提取并利用产品的内部和外部特征点对产品的姿态进行定位,然后利用视觉工具对产品进行胶路径轨迹的提取,主要是利用产品边缘的高低差,通过视觉算法遍历产品一周,提取出产品壁与点胶槽特征,然后将胶路径轨迹发给五轴点胶机,五轴点胶机直接按照胶引导运动轨迹对产品进行涂胶。
5.根据权利要求1所述的五轴点胶机的点胶方法,其特征在于:所述五轴点胶机包括五轴运动平台,所述五轴运动平台包括底座、固定在底座上的桁架、固定在桁架上的x轴直线模组、固定在x轴直线模组输出端上的z轴直线模组、固定在底座上的y轴直线模组,固定在y轴直线模组输出端上的a轴旋转模组以及固定在a轴旋转模组输出端上的c轴旋转模组,所述z轴直线模组的输出端上分别设置有点胶阀针头、2d相机和3d相机,所述c轴旋转模组的输出端设置有用于夹持产品的载具,所述底座上位于点胶阀针头的一侧设置有擦胶组件。
6.一种电子装置,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,其特征在于:所述处理器执行所述计算机程序时实现如权利要求1至4中任意一项所述的点胶方法。
7.一种存储介质,其特征在于:所述存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如权利要求1-4中任意一项所述的点胶方法。
技术总结
本发明公开了一种五轴点胶机的点胶方法、电子装置及存储介质,涉及智能制造领域,其技术方案要点是:包括如下步骤:S1、产品标定;S2、获取点胶路径轨迹;S3、擦胶;S4、开始点胶;S5、胶路检测。本发明有效提高了产品点胶的良品率,并且具有实用性强,点胶精度高,点胶质量好的优点。
技术研发人员:王景昱
受保护的技术使用者:苏州星宇智能制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!