一种集成复合油箱尿素腔滚塑成型工艺的制作方法
本发明涉及燃油箱制备,具体涉及一种集成复合油箱尿素腔滚塑成型工艺。
背景技术:
1、燃油箱作为卡车燃油供给系统中的重要组成部分,主要用于盛装燃油。国六标准实施以来,国内各大主机厂的排放技术均采用高效scr策略,该技术路线中,尿素水溶液的使用必不可少,尿素水溶液的品质甚至会影响到发动机的动力输出,因此,尿素罐就成了“国六”车型的必备零部件,即“国六”车型中,大都设置有燃油箱和尿素箱。现有的卡车中,燃油箱、尿素箱和登车踏步梯大都为分体式结构,分体式结构在底盘布置中,会浪费大量的空间,并且燃油箱、尿素箱的分体式结构需要各自安装固定托架,安装效率低。
2、基于以上问题,一种集成复合油箱总成应运而生,将油箱本体、尿素箱镶嵌集成在一起,镶嵌式的集成结构较现有的分体式结构节省了占用空间、提高了安装效率;同时在油箱本体的前端面上向内冲压有若干踏步台阶,以代替现有的外置登车踏步梯,从而节省了外置登车踏步梯的安装空间、提高了安装效率。尿素箱的主要生产方式还是注塑成型,其生产效率低下。
3、因此,急需一种集成复合油箱尿素腔滚塑成型工艺,能有效地提高集成复合油箱的生产效率。
技术实现思路
1、本发明所要解决的技术问题就是提供一种集成复合油箱尿素腔滚塑成型工艺,用以解决背景技术中的至少一项问题。该工艺的生产效率高,成型后塑料表面光泽度高。采用的技术方案为:
2、一种集成复合油箱尿素腔滚塑成型工艺,包括步骤:
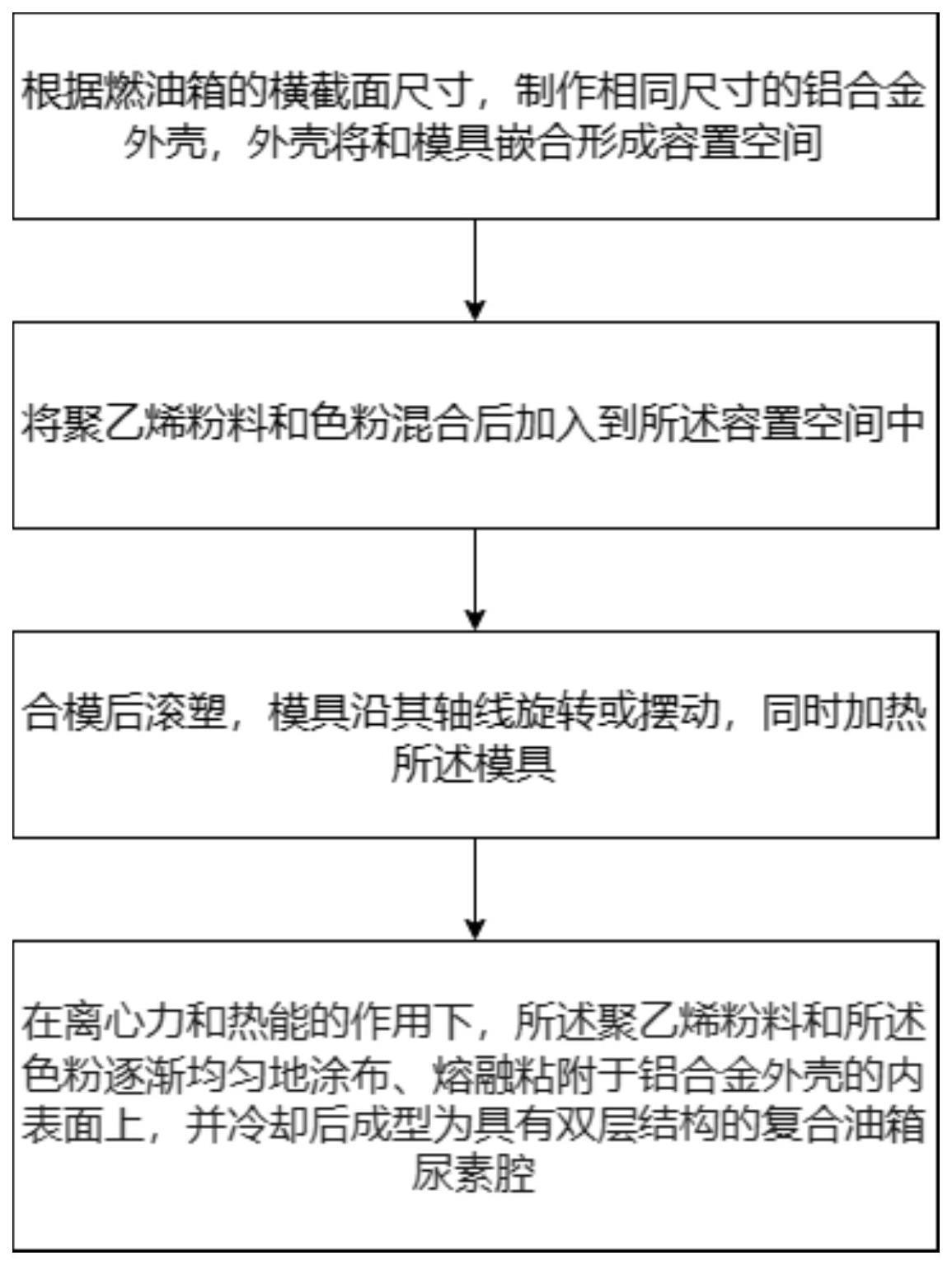
3、s1、根据燃油箱的横截面尺寸,制作相同尺寸的铝合金外壳,外壳将和模具嵌合形成容置空间;
4、s2、将聚乙烯粉料和色粉混合后加入到所述容置空间中;
5、s3、合模后滚塑,模具沿其轴线旋转或摆动,同时加热所述模具;
6、s4、在离心力和热能的作用下,所述聚乙烯粉料和所述色粉逐渐均匀地涂布、熔融粘附于铝合金外壳的内表面上,并冷却后成型为具有双层结构的复合油箱尿素腔。
7、优选的,所述s1中,所述铝合金外壳通过焊接和燃油腔高度集成。
8、优选的,所述s2中,聚乙烯粉料和色粉的比例为300:1。
9、优选的,所述s3中,旋转或摆动时间为2000-3000秒。
10、优选的,所述s3中,加热方式为先以240-280℃加热1200秒,优选的为250℃,再以200-230℃加热1200秒,优选的为210℃。
11、优选的,所述s4中,冷却为风冷和喷洒雾化酒精同时进行。
12、优选的,所述s4中,聚乙烯粉成型后厚度为2-8mm,作为进一步的优选设计,聚乙烯粉成型后厚度为5-6mm。
13、与现有技术相比,本发明的有益之处为:
14、本发明提供的滚塑成型工艺只需在初期根据燃油箱的横截面尺寸,制作相同尺寸的铝合金外壳,外壳将和模具嵌合形成容置空间,然后往容置空间内加入已配比好的聚乙烯粉料和色粉混合物,通过加热、旋转模具,最终成型为具有双层结构的复合油箱尿素腔。该工艺所生产一种具有双层结构的复合油箱尿素腔,可以通过焊接和燃油腔高度集成,其承压能力较强,内部清洁度高。
技术特征:
1.一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s1中,所述铝合金外壳通过焊接和燃油腔高度集成。
3.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s2中,聚乙烯粉料和色粉的比例为300:1。
4.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s3中,旋转或摆动时间为2000-3000秒。
5.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s3中,加热方式为先以240-280℃加热1200秒,再以200-230℃加热1200秒。
6.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s4中,冷却为风冷和喷洒雾化酒精同时进行。
7.根据权利要求1所述的一种集成复合油箱尿素腔滚塑成型工艺,其特征在于,所述s4中,聚乙烯粉成型后厚度为2-8mm。
技术总结
本发明涉及燃油箱制备技术领域,具体涉及一种集成复合油箱尿素腔滚塑成型工艺。本发明提供的滚塑成型工艺只需在初期根据燃油箱的横截面尺寸,制作相同尺寸的铝合金外壳,外壳将和模具嵌合形成容置空间,然后往容置空间内加入已配比好的聚乙烯粉料和色粉混合物,通过加热、旋转模具,最终成型为具有双层结构的复合油箱尿素腔。该工艺所生产的一种具有双层结构的复合油箱尿素腔,可以通过焊接和燃油腔高度集成,其承压能力较强,内部清洁度高。
技术研发人员:殷太计,尹增烜,杨德杰,于艳红,张金伦,赵天洁
受保护的技术使用者:青岛普天智能制造股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!