一种点胶机的自动加胶机构的制作方法
本发明涉及cob灯带生产,尤其是指一种点胶机的自动加胶机构。
背景技术:
1、在cob灯带生产过程中,会用到点胶机对灯带的电子元器件进行点胶固定后再进行固晶操作,其在点胶作业时,胶水用尽之前需要进行加胶作业。现有的加胶过程是:当胶水用尽,工作人员使机器停止运作,并用装有胶水的注射器往储胶盘里注射胶水,加满胶水后再启动机器。对此,为提高工作及效率,本领域技术人员研发的自动加胶机构,如201821150089.x。但是此自动加胶机构并未考虑环境温度对胶水的影响,当温度过低时,注射器内的胶水会凝固,从而导致无法将凝固后的胶水推出,甚至损坏注射器,对设备和产品造成污染。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种点胶机的自动加胶机构,其能防止当温度过低时,注射器内的胶水会凝固,从而导致无法将凝固后的胶水推出,避免损坏注射器以及对设备和产品造成污染。
2、为实现上述目的,本发明采用如下之技术方案:
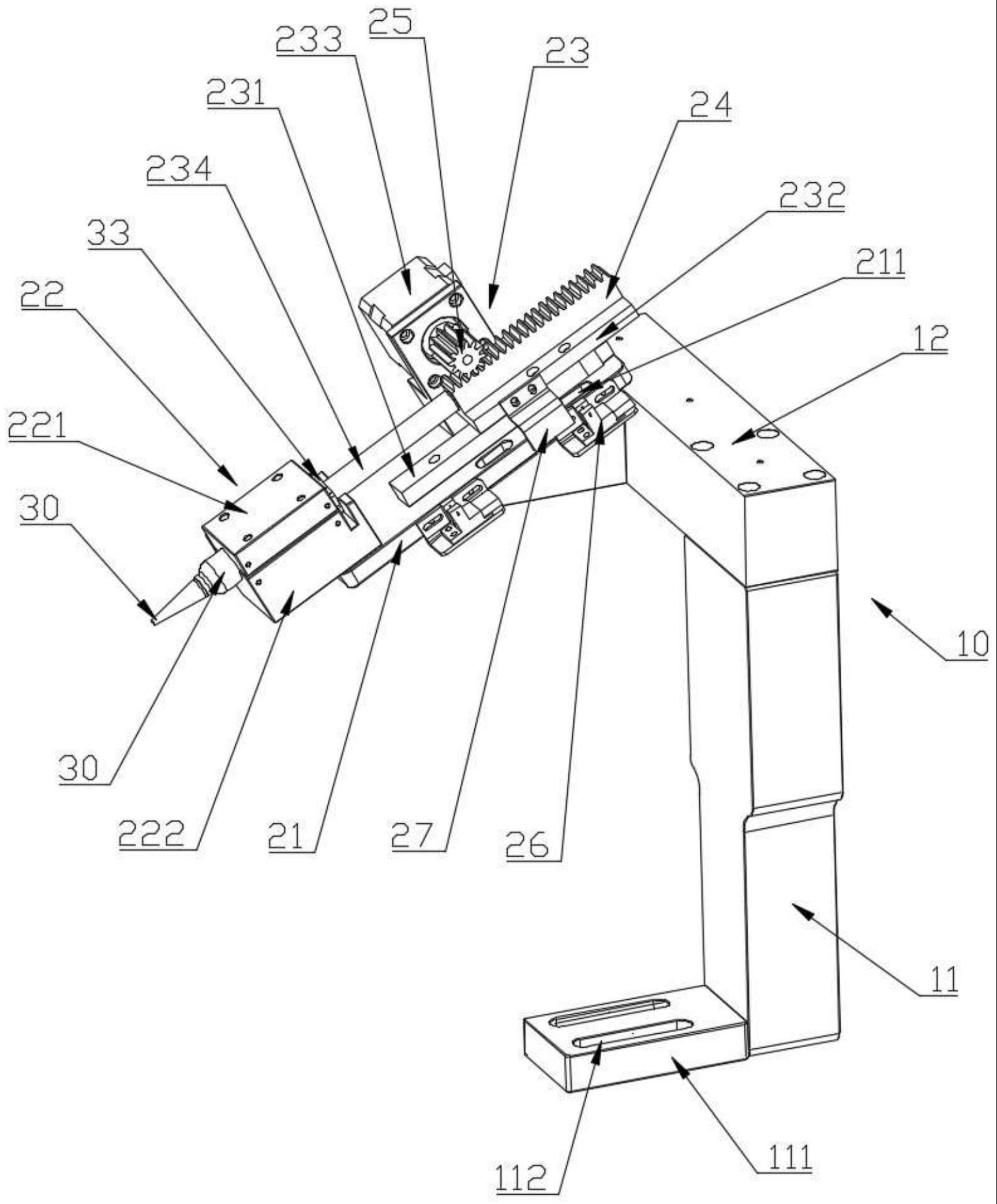
3、一种点胶机的自动加胶机构,包括控制器、安装座和设置在安装座上的推胶机构,所述推胶机构包括安装在安装座上的底板、设置在底板前端的夹持组件、设置在夹持组件上的加热组件和设置在夹持组件后方的推胶组件;所述推胶组件包括设置在底板上的滑轨、与滑轨滑动连接的滑块、驱动滑块沿滑轨长度方向活动的伺服电机和设置在滑块前端的推杆,所述伺服电机与控制器连接;所述夹持组件包括上夹块和下夹块,所述下夹块固定于底板的前端,所述上夹块和下夹块可开合连接,所述上夹块的下端和下夹块的上端设有相对设置的缺槽;所述加热组件包括加热管,所述加热管设于上夹块和下夹块内,所述加热管与控制器连接。
4、作为一种优选方案,所述滑块上设有直齿条,所述伺服电机的输出端设有齿轮,所述齿轮与直齿条啮合连接。
5、作为一种优选方案,所述底板上设有用于限制滑块活动距离的位移感应器,所述滑块上设有与位移感应器对应的挡片,所述位移感应器与控制器连接。
6、作为一种优选方案,所述夹持组件设有用于感应胶水温度的温度感应器,所述温度感应器与控制器连接。
7、作为一种优选方案,所述安装座包括第一安装部和第二安装部,所述第二安装部设在第一安装部的上端,所述第一安装部下端设有横向延伸的横板,所述横板上设有第一腰型孔。
8、作为一种优选方案,所述第二安装部上设有用于安装底板的安装块,所述安装块具有倾斜面,所述底板安装在该倾斜面上,所述底板上设有第二腰型孔,所述第二安装部远离安装块的一端设有第三腰型孔。
9、作为一种优选方案,所述控制器通过计数点胶机的点胶次数来控制伺服电机的工作状态。
10、作为一种优选方案,所述控制器通过预设间隔时间来控制伺服电机的工作状态。
11、作为一种优选方案,所述加热组件还包括热风机,所述热风机的出风口朝向储胶盘。
12、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过在上夹块和下夹块内设置了加热管,其能防止当温度过低时,注射器内的胶水会凝固,从而导致无法将凝固后的胶水推出,避免损坏注射器以及对设备和产品造成污染。
13、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:
1.一种点胶机的自动加胶机构,其特征在于:包括控制器、安装座和设置在安装座上的推胶机构,
2.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述滑块上设有直齿条,所述伺服电机的输出端设有齿轮,所述齿轮与直齿条啮合连接。
3.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述底板上设有用于限制滑块活动距离的位移感应器,所述滑块上设有与位移感应器对应的挡片,所述位移感应器与控制器连接。
4.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述夹持组件设有用于感应胶水温度的温度感应器,所述温度感应器与控制器连接。
5.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述安装座包括第一安装部和第二安装部,所述第二安装部设在第一安装部的上端,所述第一安装部下端设有横向延伸的横板,所述横板上设有第一腰型孔。
6.根据权利要求5所述的一种点胶机的自动加胶机构,其特征在于:所述第二安装部上设有用于安装底板的安装块,所述安装块具有倾斜面,所述底板安装在该倾斜面上,所述底板上设有第二腰型孔,所述第二安装部远离安装块的一端设有第三腰型孔。
7.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述控制器通过计数点胶机的点胶次数来控制伺服电机的工作状态。
8.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述控制器通过预设间隔时间来控制伺服电机的工作状态。
9.根据权利要求1所述的一种点胶机的自动加胶机构,其特征在于:所述加热组件还包括热风机,所述热风机的出风口朝向储胶盘。
技术总结
本发明公开一种点胶机的自动加胶机构,包括控制器、安装座和设置在安装座上的推胶机构,推胶机构包括底板、夹持组件、加热组件和推胶组件;推胶组件包括设置在底板上的滑轨、与滑轨滑动连接的滑块、驱动滑块沿滑轨长度方向活动的伺服电机和设置在滑块前端的推杆,伺服电机与控制器连接;夹持组件包括上夹块和下夹块,下夹块固定于底板的前端,上夹块和下夹块可开合连接,上夹块的下端和下夹块的上端设有相对设置的缺槽;加热组件包括加热管,加热管设于上夹块和下夹块内,并且与控制器连接;其能防止当温度过低时,注射器内的胶水会凝固,从而导致无法将凝固后的胶水推出,避免损坏注射器以及对设备和产品造成污染。
技术研发人员:徐大林
受保护的技术使用者:深圳市佳思特光电设备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!