一种气氨离心压缩机轴密封泄露油气回收装置的制作方法
本技术属于化工设备领域,更具体地说,涉及一种气氨离心压缩机轴密封泄露油气回收装置。
背景技术:
1、合成氨装置中气氨离心式压缩机压缩段出口压力达1.60mpa,出口温度40℃,转数高达10260/min,由于运行时工艺条件要求高、技术可靠性和长期运行造成磨损原因,会发生压缩段轴密封处泄漏氨气。
2、氨气泄露会夹带油气,一方面造成能源浪费,另一方面氨气夹带的油气漂落在机体上,会发生油气燃烧火灾事故。
3、因此,亟需一种装置能够有效处理泄露的氨气油气。
技术实现思路
1、为解决上述问题,本实用新型采用如下的技术方案。
2、一种气氨离心压缩机轴密封泄露油气回收装置,包括,
3、气氨离心压缩机;
4、还包括:
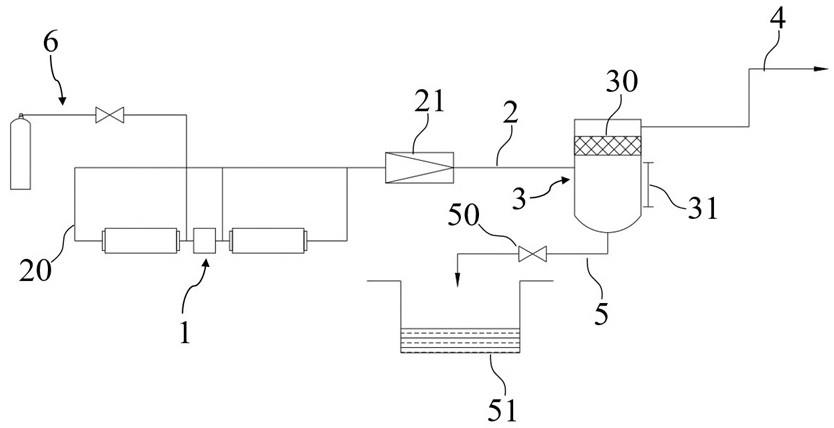
5、油气回收管,其一端通过连接管路与气氨离心压缩机各轴封端部连通;
6、回收分离器,其内部上方设有规整填料,下方为空腔,油气回收管另一端与回收分离器空腔连通;
7、气路回收管,其一端与回收分离器顶部连通,另一端向气氨离心压缩机一段进口运输回收的氨气;
8、油路回收管,其一端与回收分离器底部连通。
9、进一步地,所述油气回收管上设有单向阀,仅供油气自气氨离心压缩机向回收分离器方向通过。
10、进一步地,还包括氮气置换单元,其输出氮气,与油气回收管连通。
11、进一步地,还包括安全气路,其一端与单向阀连通,另一端与气路回收管连通,安全气路上设有防爆膜片。
12、进一步地,所述回收分离器的空腔处设有液位计,所述油路回收管上设有阀门,油路回收管的另一端通向润滑油回收罐。
13、进一步地,所述回收分离器的顶部设有压力表。
14、有益效果
15、相比于现有技术,本实用新型的有益效果为:
16、(1)本实用新型的气氨离心压缩机轴密封泄露油气回收装置,同时适用于联碱含尾气离心式压缩机油气回收,能将气氨离心压缩机泄露的油气回收分离为氨气和润滑油并循环利用,节约了资源消耗,且能有效避免对机组及周围环境的污染和火灾事故;
17、(2)本实用新型的气氨离心压缩机轴密封泄露油气回收装置,通过安全管路的设置,能有效避免压力增大造成爆管的现象,提高装置使用安全性;
18、(3)本实用新型结构简单,设计合理,易于制造。
技术特征:
1.一种气氨离心压缩机轴密封泄露油气回收装置,包括,
2.根据权利要求1所述的一种气氨离心压缩机轴密封泄露油气回收装置,其特征在于:所述油气回收管(2)上设有单向阀(21),仅供油气自气氨离心压缩机(1)向回收分离器(3)方向通过。
3.根据权利要求2所述的一种气氨离心压缩机轴密封泄露油气回收装置,其特征在于:还包括氮气置换单元(6),其输出氮气,与油气回收管(2)连通。
4.根据权利要求3所述的一种气氨离心压缩机轴密封泄露油气回收装置,其特征在于:还包括安全气路(7),其一端与单向阀(21)连通,另一端与气路回收管(4)连通,安全气路(7)上设有防爆膜片(70)。
5.根据权利要求4所述的一种气氨离心压缩机轴密封泄露油气回收装置,其特征在于:所述回收分离器(3)的空腔处设有液位计,所述油路回收管(5)上设有阀门(50),油路回收管(5)的另一端通向润滑油回收罐(51)。
6.根据权利要求4所述的一种气氨离心压缩机轴密封泄露油气回收装置,其特征在于:所述回收分离器(3)的顶部设有压力表(32)。
技术总结
本技术公开了一种气氨离心压缩机轴密封泄露油气回收装置,属于化工设备领域。本装置包括气氨离心压缩机;还包括:油气回收管,其一端通过连接管路与气氨离心压缩机各轴封端部连通;回收分离器,其内部上方设有规整填料,下方为空腔,油气回收管另一端与回收分离器空腔连通;气路回收管,其一端与回收分离器顶部连通,另一端向气氨离心压缩机一段进口运输回收的氨气;油路回收管,其一端与回收分离器底部连通。本技术能能将气氨离心压缩机泄露的油气回收分离为氨气和润滑油并循环利用,节约了资源消耗,且能有效避免对机组及周围环境的污染和火灾事故,具有结构简单、设计合理、易于制造的优点。
技术研发人员:陈兵,韩辉,杨文左,谢洪龙,王永博
受保护的技术使用者:实联化工(江苏)有限公司
技术研发日:20220317
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!