一种辊压机智能送料系统的制作方法
本技术属于工业加工,尤其是涉及一种辊压机智能送料系统。
背景技术:
1、辊压机,又名挤压磨、辊压磨、对辊机,是一种新型水泥节能粉磨设备,能够提高产量,降低电耗,节省投资。但是现在投入使用的辊压机,其送料系统由料仓、下料阀和进料螺旋组成且连接都是密闭的结构,不能直观的看到内部原料的情况,当进料过多时,辊压机的料斗中原料一旦发生堆积,就会导致进料螺旋中积料也发生,造成堵塞,从而影响整个辊压机研磨系统,现如今采用的方式是采用人工值守的方式,人工不断的查看料仓、辊压机的料斗内的进料情况,从而调节下料阀,来避免进料堵塞。这种人工值守的方式浪费人力,过于麻烦。
技术实现思路
1、针对背景技术中存在的辊压机料斗容易堆积造成进料系统堵塞的技术问题,本实用新型提供了一种辊压机智能送料系统,其结构简单,操作方便,自动调节智能送料,节约人力。
2、为实现上述目的,本实用新型提供的技术方案为:
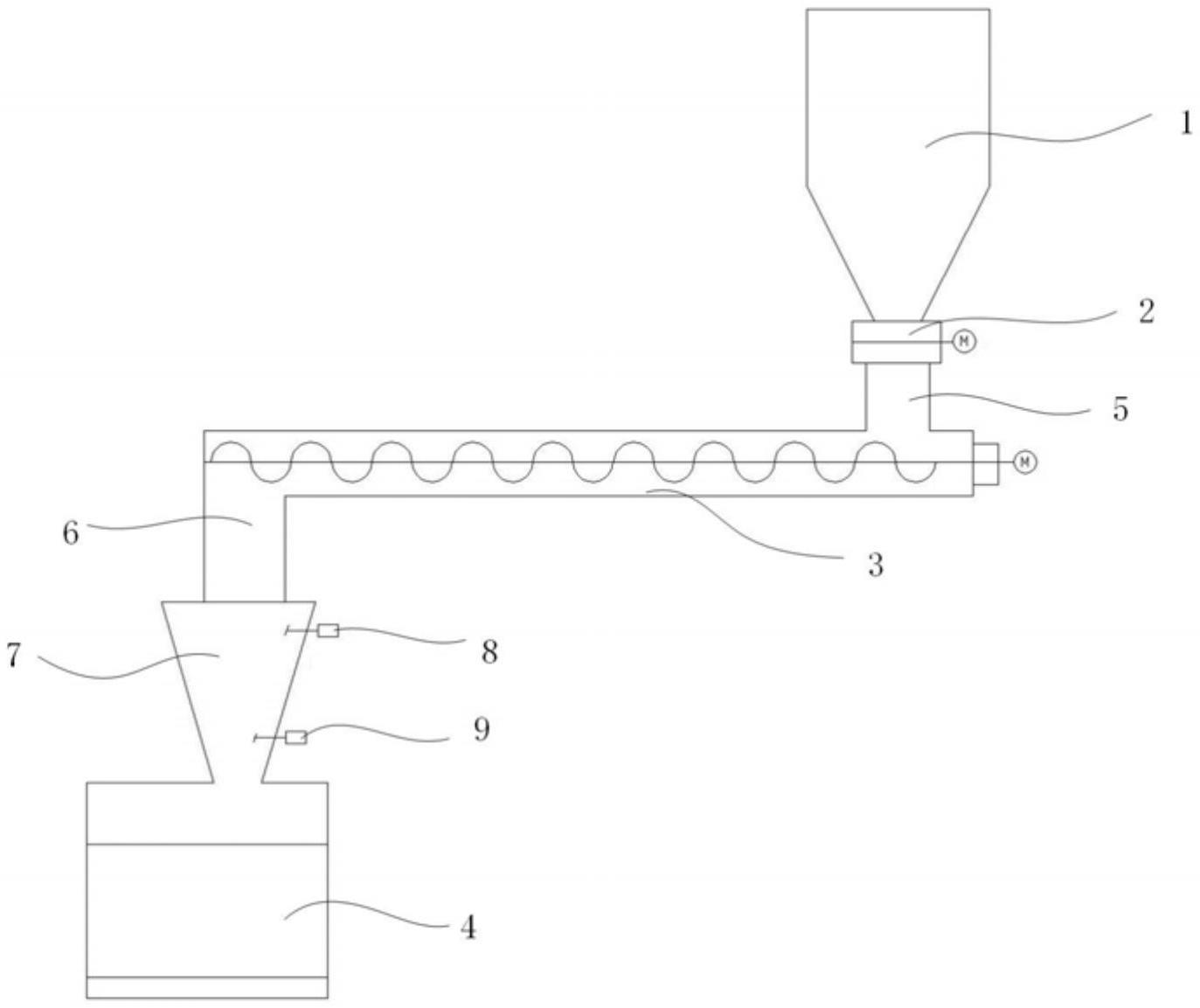
3、一种辊压机智能送料系统,包括进料螺旋,所述进料螺旋的输入端连接有料仓,所述料仓与所述进料螺旋的输入端之间设有星型下料阀,所述进料螺旋的输出端与辊压机的料斗连接;所述星型下料阀的电机连接有星型下料阀变频器,所述进料螺旋的电机连接有进料螺旋变频器,所述辊压机的电机连接有辊压机变频器;所述料斗的内壁上设有粉料料位计;还包括处理器和控制面板,所述处理器与所述星型下料阀变频器、进料螺旋变频器、辊压机变频器、粉料料位计和控制面板连接。
4、进一步地,所述进料螺旋的输入端位于本体一端的上方,其输出端位于本体另一端的下方;所述进料螺旋的电机位于输入端所在的一端。
5、进一步地,所述粉料料位计包括均与所述处理器连接的上位粉料料位计和下位粉料料位计,所述上位粉料料位计位于所述料斗内壁上方靠近所述进料螺旋出料端的位置,所述下位粉料料位计位于所述料斗内壁下方靠近料斗出口的位置。
6、进一步地,所述辊压机变频器的输入端与电源连接,输出端与所述辊压机的电机连接,所述辊压机变频器与电源之间还依次连接有第一隔离开关和第一接触器,所述辊压机变频器还连接有第一继电器。
7、进一步地,所述进料螺旋变频器的输入端连接有电源,输出端与所述进料螺旋的电机连接;所述进料螺旋变频器还连接有第二继电器和第二电流计。
8、进一步地,所述星型下料阀变频器的输入端连接有电源,输出端与所述星型下料阀的电机连接;所述星型下料阀变频器还连接有第三继电器和第三电流计。
9、进一步地,还包括位于所述处理器内的控制电路,所述控制电路包括辊压机控制电路、星型下料阀控制电路和进料螺旋控制电路。
10、进一步地,所述辊压机控制电路包括依次连接的第一按钮开关、第二按钮开关、故障停机开关和第一继电器。
11、进一步地,所述进料螺旋控制电路包括依次连接的第一继电器触点、第三按钮开关、第四按钮开关和第二继电器。
12、进一步地,所述星型下料阀控制电路包括依次连接的第二继电器触点开关、上限位开关、下限位开关和第三继电器。
13、本实用新型具有如下优点和有益效果:本实用新型通过在原来星型下料阀、进料螺旋和辊压机上增设变频器,同时在辊压机的料斗内增加料位计来监测料斗内的料位情况,可以做到及时停止下料、及时送料,自动调节送料速度、调节辊压机的负荷,减少了需要人工长时值守的麻烦,从而节约人力,提高了生产效率。
技术特征:
1.一种辊压机(4)智能送料系统,其特征在于:包括进料螺旋(3),所述进料螺旋(3)的输入端(5)连接有料仓(1),所述料仓(1)与所述进料螺旋(3)的输入端(5)之间设有星型下料阀(2),所述进料螺旋(3)的输出端(6)与辊压机(4)的料斗(7)连接;
2.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:所述进料螺旋(3)的输入端(5)位于本体一端的上方,其输出端(6)位于本体另一端的下方;所述进料螺旋(3)的电机位于输入端(5)所在的一端。
3.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:所述粉料料位计包括均与所述处理器连接的上位粉料料位计和下位粉料料位计,所述上位粉料料位计位于所述料斗(7)内壁上方靠近所述进料螺旋(3)出料端的位置,所述下位粉料料位计位于所述料斗(7)内壁下方靠近料斗(7)出口的位置。
4.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:所述辊压机(4)变频器的输入端(5)与电源连接,输出端(6)与所述辊压机(4)的电机连接,所述辊压机(4)变频器与电源之间还依次连接有第一隔离开关和第一接触器,所述辊压机(4)变频器还连接有第一继电器。
5.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:所述进料螺旋(3)变频器的输入端(5)连接有电源,输出端(6)与所述进料螺旋(3)的电机连接;所述进料螺旋(3)变频器还连接有第二继电器和第二电流计。
6.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:所述星型下料阀(2)变频器的输入端(5)连接有电源,输出端(6)与所述星型下料阀(2)的电机连接;所述星型下料阀(2)变频器还连接有第三继电器和第三电流计。
7.根据权利要求1所述的辊压机(4)智能送料系统,其特征在于:还包括位于所述处理器内的控制电路,所述控制电路包括辊压机(4)控制电路、星型下料阀(2)控制电路和进料螺旋(3)控制电路。
8.根据权利要求7所述的辊压机(4)智能送料系统,其特征在于:所述辊压机(4)控制电路包括依次连接的第一按钮开关、第二按钮开关、故障停机开关和第一继电器。
9.根据权利要求8所述的辊压机(4)智能送料系统,其特征在于:所述进料螺旋(3)控制电路包括依次连接的第一继电器触点、第三按钮开关、第四按钮开关和第二继电器。
10.根据权利要求9所述的辊压机(4)智能送料系统,其特征在于:所述星型下料阀(2)控制电路包括依次连接的第二继电器触点开关、上限位开关、下限位开关和第三继电器。
技术总结
本技术属于工业加工技术领域,尤其是涉及一种辊压机智能送料系统,包括进料螺旋,所述进料螺旋的输入端连接有料仓,所述料仓与所述进料螺旋的输入端之间设有星型下料阀,所述进料螺旋的输出端与辊压机的料斗连接;所述星型下料阀的电机连接有星型下料阀变频器,所述进料螺旋的电机连接有进料螺旋变频器,所述辊压机的电机连接有辊压机变频器;所述料斗的内壁上设有粉料料位计;还包括处理器和控制面板,所述处理器与所述星型下料阀变频器、进料螺旋变频器、辊压机变频器、粉料料位计和控制面板连接。本技术结构简单,操作方便,自动调节智能送料,节约人力。
技术研发人员:蒋再春,陈寿华,吴哲明,罗小军,王宗亮,郑天平,何彬,罗春丽,伍春波,周兵,李祥瑞,梁晓东,余文富,赵明,周兴,冉毅,董继鹏,罗宏,尹红成
受保护的技术使用者:攀枝花大互通钛业有限公司
技术研发日:20221031
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!