一种航空机轮扭力筒自动喷涂工装的制作方法
本技术属于喷漆,尤其涉及一种航空机轮扭力筒自动喷涂工装。
背景技术:
1、航空机轮扭力筒是航空机轮制动装置的关键件,航空机轮扭力筒外表面采用喷漆处理。长期以来,航空机轮扭力筒产品的喷涂一直采用手动喷涂,但是随着航空产品外观质量及防腐要求的不断提高,手动喷涂的漆层质量已经难以满足要求,经常暴漏出漆层外观不一致、漆层结合力差等明显缺陷,在这种严峻的质量形势下,自动喷涂代替手动喷涂是从根本上解决此类问题的重要途径。
2、但在对航空扭力筒产品进行自动喷涂时,手动喷涂工装因不具备定位、夹持、旋转功能,不能满足自动喷涂对喷涂工装的要求,也不能实现一套工装适用于多尺寸航空机轮扭力筒喷涂的需要。因此必须设计、制作自动喷涂需用的航空机轮扭力筒喷涂工装,将航空机轮扭力筒的喷涂模式由手动喷涂升级为自动喷涂,从根本上提升航空机轮扭力筒产品的喷漆质量。
技术实现思路
1、本实用新型的目的是:为解决多尺寸航空机轮扭力筒自动喷涂时的定位、夹持及旋转问题,本实用新型提供了一种航空机轮扭力筒自动喷涂工装,解决了上述背景技术中提出的问题。
2、本实用新型的技术方案是:
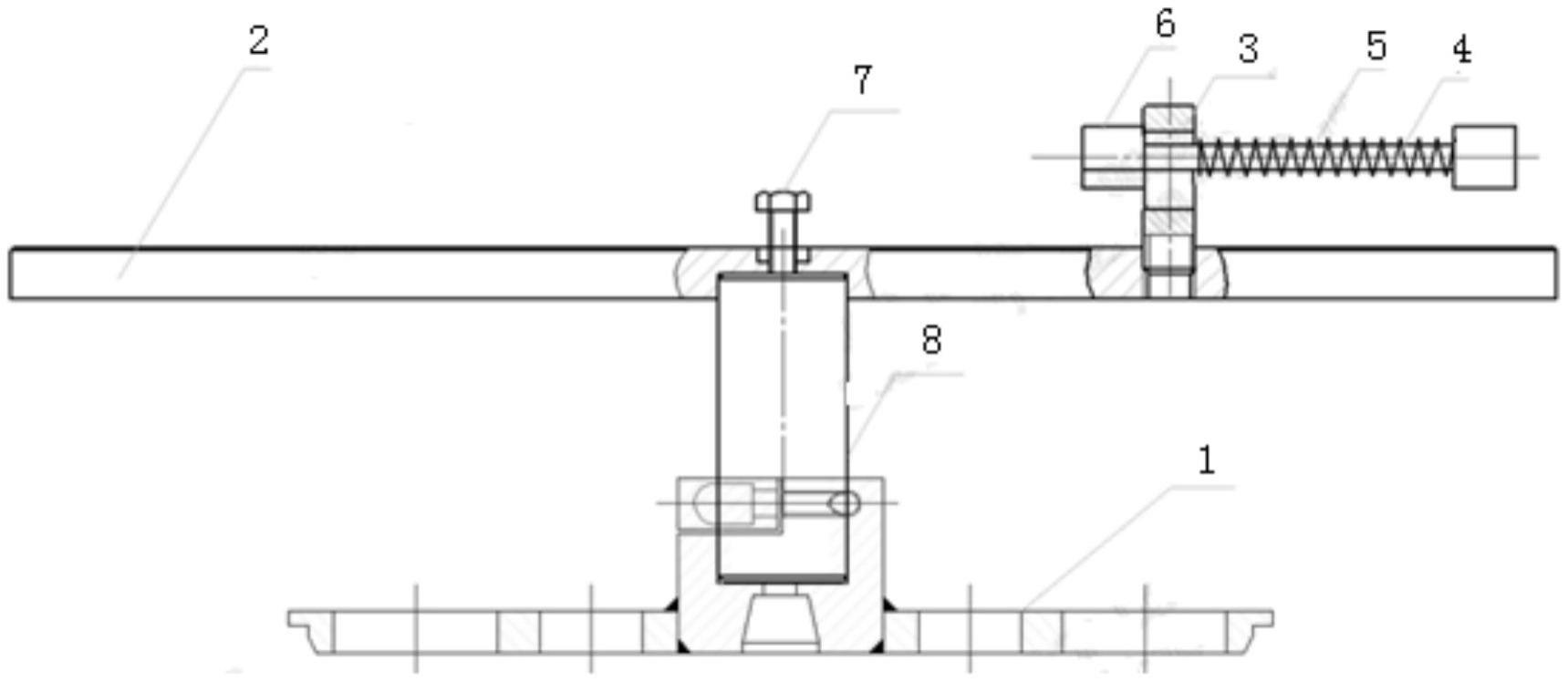
3、一种航空机轮扭力筒自动喷涂工装,所述工装包括:包括底盘1、圆盘2、穿心螺杆3、横杆4、弹簧5、方形螺母6、六方螺栓7、连接轴8;
4、所述底盘1与连接轴8下端连接,所述圆盘2与连接轴8上端连接,通过底盘1的旋转,带动圆盘2进行旋转,所述穿心螺杆3固定在圆盘2上,所述横杆4安装在穿心螺杆3上,所述弹簧5安装在横杆4轴上,所述方形螺母7安装在横杆4两端。
5、本实用新型技术方案的特点和进一步的改进为:
6、(1)所述圆盘2上表面均布至少三条长形槽,用于保证横杆4、弹簧5和方形螺母6的组合装置在长形槽内位移。
7、(2)所述穿心螺杆3上设置有腰型孔,用于横杆4在竖直方向移动。
8、(3)根据扭力筒直径大小将至少三个穿心螺杆3均布固定在圆盘上的长形槽中,且每个穿心螺杆3上安装有所述一个组合装置。
9、(4)所述扭力筒稳定搁置在圆盘中间,然后在弹簧力的驱动下,方形螺母对扭力筒进行多点定位,在底盘的匀速旋转下,带动圆盘及圆盘上的扭力筒自动旋转。
10、(5)初始安装时,将横杆4放置在穿心螺杆3腰型孔的下方,对扭力筒进行第一遍喷涂;第一遍喷涂完成后,将横杆4放置在穿心螺杆3腰型孔的上方,对扭力筒进行第二遍补涂。
11、本实用新型提供了一种航空机轮扭力筒自动喷涂工装。具有以下有益效果:
12、该航空机轮扭力筒的喷涂工装通过底盘、圆盘、连接轴的设置,实现了航空机轮扭力筒的稳定旋转,方便快捷的实现了航空机轮扭力筒自动喷涂时旋转地需要,通过圆盘上的刻度线保证航空扭力筒的精确定位,实现了精确喷涂,保证自动喷涂质量,通过圆盘上减轻孔的设置,大大减少了自动喷涂时油漆雾流的反流,提高了喷涂质量。
13、该航空机轮扭力筒喷涂工装通过穿心螺杆、横杆、弹簧、方形螺母的设置,实现了航空机轮扭力筒产品夹持、定位的需求,同时保证了旋转过程中的不移位,同时,可以通过调整穿心螺杆的位置,实现了对不同尺寸航空机轮扭力筒的夹持、定位。
技术特征:
1.一种航空机轮扭力筒自动喷涂工装,其特征在于,所述工装包括:包括底盘(1)、圆盘(2)、穿心螺杆(3)、横杆(4)、弹簧(5)、方形螺母(6)、六方螺栓(7)、连接轴(8);
2.根据权利要求1所述的一种航空机轮扭力筒自动喷涂工装,其特征在于,所述圆盘(2)上表面均布至少三条长形槽,用于保证横杆(4)、弹簧(5)和方形螺母(6)的组合装置在长形槽内位移。
3.根据权利要求1所述的一种航空机轮扭力筒自动喷涂工装,其特征在于,所述穿心螺杆(3)上设置有腰型孔,用于横杆(4)在竖直方向移动。
4.根据权利要求2所述的一种航空机轮扭力筒自动喷涂工装,其特征在于,根据扭力筒直径大小将至少三个穿心螺杆(3)均布固定在圆盘上的长形槽中,且每个穿心螺杆(3)上安装有所述一个组合装置。
5.根据权利要求4所述的一种航空机轮扭力筒自动喷涂工装,其特征在于,所述扭力筒稳定搁置在圆盘中间,然后在弹簧力的驱动下,方形螺母对扭力筒进行多点定位,在底盘的匀速旋转下,带动圆盘及圆盘上的扭力筒自动旋转。
6.根据权利要求3所述的一种航空机轮扭力筒自动喷涂工装,其特征在于,初始安装时,将横杆(4)放置在穿心螺杆(3)腰型孔的下方,对扭力筒进行第一遍喷涂;第一遍喷涂完成后,将横杆(4)放置在穿心螺杆(3)腰型孔的上方,对扭力筒进行第二遍补涂。
技术总结
本技术属于喷漆技术领域,尤其涉及一种航空机轮扭力筒自动喷涂工装。包括底盘、圆盘、穿心螺杆、横杆、弹簧、方形螺母、六方螺栓、连接轴;所述底盘与连接轴下端连接,所述圆盘与连接轴上端连接,通过底盘的旋转,带动圆盘进行旋转,所述穿心螺杆固定在圆盘上,所述横杆安装在穿心螺杆上,所述弹簧安装在横杆轴上,所述方形螺母安装在横杆两端,解决多尺寸航空机轮扭力筒自动喷涂时的定位、夹持及旋转问题。
技术研发人员:张学武,马帅,杨霁泽,何佩
受保护的技术使用者:西安航空制动科技有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!