多组可单独实时自动修正点胶系统以及固晶机的制作方法
本技术属于自动化点胶设备,尤其涉及一种多组可单独实时自动修正点胶系统以及固晶机。
背景技术:
1、点胶是半导体行业封装重要的工序,受晶片封装尺寸大小的影响,之前使用的蘸胶方式已满足不了大晶片大胶点的要求以及小胶点位置精度要求,传统的点胶方式属于盲打方式,导致胶点位置无法实时自动修正造成产品不良率增多,随着市场要求品质越来越高的情况下,对胶点位置要求精度也越来越高。为此,亟需一种新型的点胶系统以解决与现有点胶方式所存在的胶点位置容易偏差、胶点小以及点胶效率低下等问题。
技术实现思路
1、本实用新型的目的在于提供一种多组可单独实时自动修正点胶系统以及固晶机,旨在解决现有点胶方式所存在的胶点位置容易偏差、胶点小以及点胶效率低下的问题。
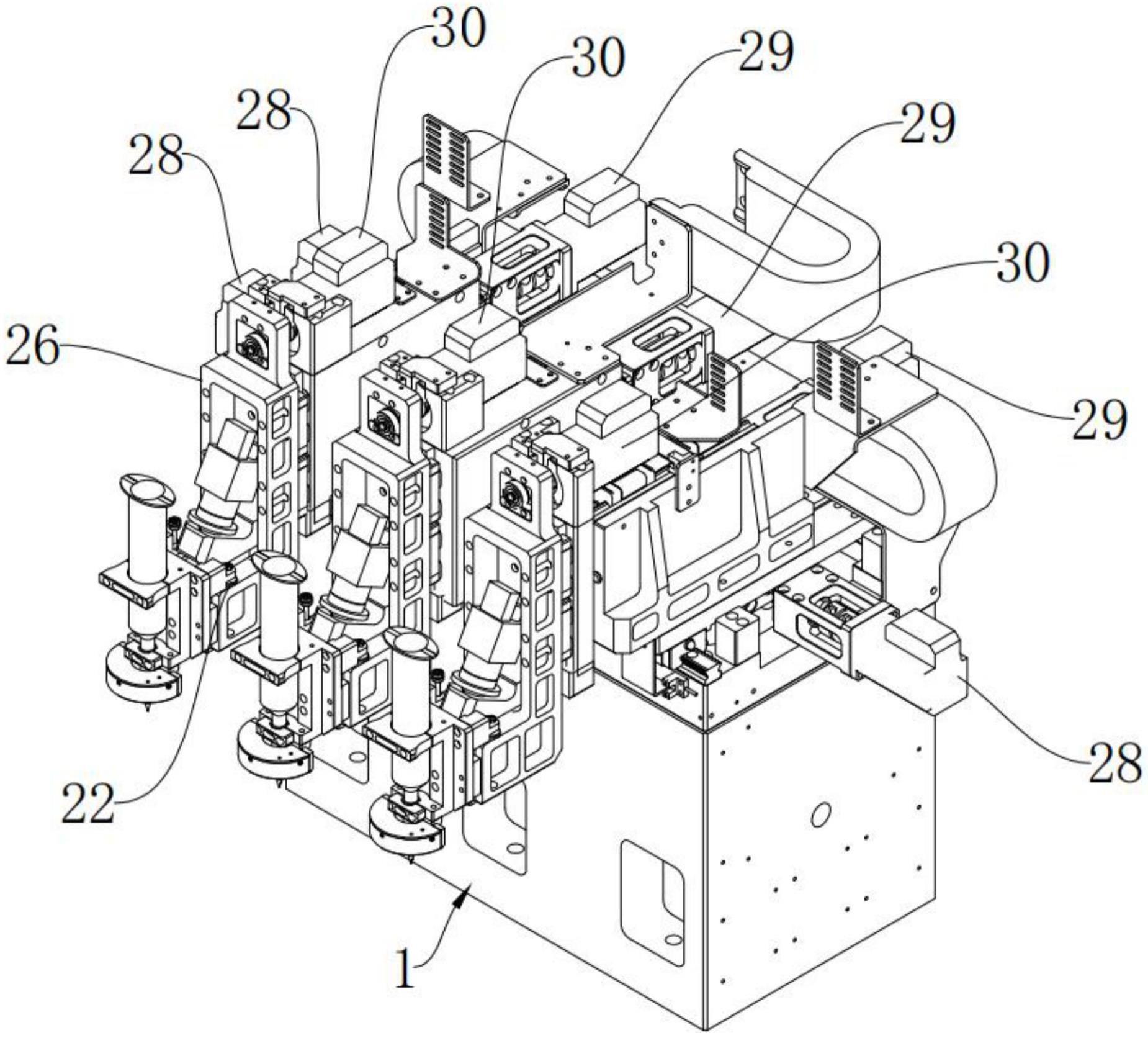
2、本实用新型是这样实现的,一种多组可单独实时自动修正点胶系统,其特征在于,包括多组点胶单元,每组所述点胶单元均包括x向驱动模组、y向驱动模组、z向驱动模组、视觉系统、触点、点胶组件以及点胶控制器;
3、所述视觉系统、触点和点胶组件均与所述z向驱动模组的动力输出端固定连接;所述x向驱动模组、y向驱动模组、z向驱动模组共同驱动所述视觉系统、触点和点胶组件在三维空间中移动;
4、所述视觉系统与所述点胶控制器电连接,所述视觉系统将拍摄到的待点胶产品的图像信息,传输至所述点胶控制器,所述点胶控制器根据所述图像信息计算和确定点胶位置,并控制所述点胶组件移动至待点胶产品的点胶位置上方;所述点胶控制器控制所述点胶组件进行点胶动作。
5、进一步的,所述点胶组件包括胶桶以及点胶嘴,所述点胶嘴位于所述胶桶下方,当所述点胶组件移动至所述点胶位置上方时,所述点胶控制器控制所述胶桶内的胶水向下运动,通过所述点胶嘴,将胶水挤到所述点胶位置上。
6、进一步的,还包括基座,所述多组点胶单元并排安装在所述基座上。
7、进一步的,所述x向驱动模组包括x向动力源,所述x向动力源驱动所述y向驱动模组沿x向做直线往复运动;所述y向驱动模组包括y向动力源,所述y向动力源驱动所述z向驱动模组沿y向做直线往复运动。
8、进一步的,所述y向驱动模组与所述x向驱动模组的动力输出端固定连接,所述z向驱动模组与所述y向驱动模组的动力输出端固定连接,所述z向驱动模组包括z向动力源,所述z向动力源驱动所述点胶组件、触点以及视觉系统沿z方向做直线往复运动。
9、进一步的,所述视觉系统与水平面成一定角度安装,将初始位置调节固定到一直对准点胶位置,实现视觉系统不移动的情况下就能拍到点胶位置的图片和点完胶后的图片,并将图片信息传输至所述点胶控制器,所述点胶控制器用于实时计算点胶位置和胶点质量分析。
10、进一步的,所述触点装在所述z向驱动模组的z向驱动源上,将所述触点的初始位置调节到所述点胶嘴对准点胶位置上方且刚好接触产品表面,所述点胶嘴再向下运动时,所述触点断开发出断开信号,所述点胶嘴向上运动时,所述触点接触闭合发出闭合信号,所述触点的断开和闭合动作通过电信号传输到所述点胶控制器,所述点胶控制器一旦接受到断开信号时,即时通过电信号控制所述z向驱动源往上运动实现所述点胶嘴与产品表面脱离,以避免所述点胶嘴继续向下运动与产品触碰受损。
11、进一步的,每组所述点胶单元还包括z向安装支架,所述点胶组件、触点以及视觉系统均安装在所述z向安装支架上。
12、进一步的,还包括y向原点传感器和z向原点传感器,所述y向原点传感器与所述x向驱动模组的动力输出端固定连接,所述z向原点传感器与所述y向驱动模组的动力输出端固定连接,所述y向原点传感器、z向原点传感器均与所述点胶控制器电连接,所述z向安装支架通过所述y向原点传感器确定其在y向的始初位置,通过所述z向原点传感器确定其在z向的初始位置。
13、为了实现上述目的,本实用新型还提供了一种固晶机,其包括上述任一项的多组可单独实时自动修正点胶系统。
14、本实用新型与现有技术相比,有益效果在于:
15、本实用新型设置了多组点胶单元,每一组点胶单元均可单独实时自动修正点胶位置以及单独进行点胶作业,结构简单,实现方便,点胶效率高。每一组点胶单元中设置了触点检测实现点胶位置的定位,避免了点胶嘴与产品直接触碰的风险,有利于提高点胶嘴的使用寿命。通过视觉系统定位到待点胶产品的每一个点胶位置并能实时修正,提高了胶点位置精度,解决了之前盲打胶方式所存在的胶点位置偏差大的问题,极大地提升了点胶品质,降低了生产厂家的生产材料成本及后续返修成本。
技术特征:
1.一种多组可单独实时自动修正点胶系统,其特征在于,包括多组点胶单元,每组所述点胶单元均包括x向驱动模组、y向驱动模组、z向驱动模组、视觉系统、触点、点胶组件以及点胶控制器;
2.如权利要求1所述的多组可单独实时自动修正点胶系统,其特征在于,所述点胶组件包括胶桶以及点胶嘴,所述点胶嘴位于所述胶桶下方,当所述点胶组件移动至所述点胶位置上方时,所述点胶控制器控制所述胶桶内的胶水向下运动,通过所述点胶嘴,将胶水挤到所述点胶位置上。
3.如权利要求1所述的多组可单独实时自动修正点胶系统,其特征在于,还包括基座,所述多组点胶单元并排安装在所述基座上。
4.如权利要求1所述的多组可单独实时自动修正点胶系统,其特征在于,所述x向驱动模组包括x向动力源,所述x向动力源驱动所述y向驱动模组沿x向做直线往复运动;所述y向驱动模组包括y向动力源,所述y向动力源驱动所述z向驱动模组沿y向做直线往复运动。
5.如权利要求1所述的多组可单独实时自动修正点胶系统,其特征在于,所述y向驱动模组与所述x向驱动模组的动力输出端固定连接,所述z向驱动模组与所述y向驱动模组的动力输出端固定连接,所述z向驱动模组包括z向动力源,所述z向动力源驱动所述点胶组件、触点以及视觉系统沿z方向做直线往复运动。
6.如权利要求1所述的多组可单独实时自动修正点胶系统,其特征在于,所述视觉系统与水平面成一定角度安装,将初始位置调节固定到一直对准点胶位置,实现视觉系统不移动的情况下就能拍到点胶位置的图片和点完胶后的图片,并将图片信息传输至所述点胶控制器,所述点胶控制器用于实时计算点胶位置和胶点质量分析。
7.如权利要求2所述的多组可单独实时自动修正点胶系统,其特征在于,所述触点装在所述z向驱动模组的z向驱动源上,将所述触点的初始位置调节到所述点胶嘴对准点胶位置上方且刚好接触产品表面,所述点胶嘴再向下运动时,所述触点断开发出断开信号,所述点胶嘴向上运动时,所述触点接触闭合发出闭合信号,所述触点的断开和闭合动作通过电信号传输到所述点胶控制器,所述点胶控制器一旦接受到断开信号时,即时通过电信号控制所述z向驱动源往上运动实现所述点胶嘴与产品表面脱离,以避免所述点胶嘴继续向下运动与产品触碰受损。
8.如权利要求5所述的多组可单独实时自动修正点胶系统,其特征在于,每组所述点胶单元还包括z向安装支架,所述点胶组件、触点以及视觉系统均安装在所述z向安装支架上。
9.如权利要求8所述的多组可单独实时自动修正点胶系统,其特征在于,还包括y向原点传感器和z向原点传感器,所述y向原点传感器与所述x向驱动模组的动力输出端固定连接,所述z向原点传感器与所述y向驱动模组的动力输出端固定连接,所述y向原点传感器、z向原点传感器均与所述点胶控制器电连接,所述z向安装支架通过所述y向原点传感器确定其在y向的始初位置,通过所述z向原点传感器确定其在z向的初始位置。
10.一种固晶机,其特征在于,包括如权利要求1至9中任一项所述的多组可单独实时自动修正点胶系统。
技术总结
本技术提供了一种多组可单独实时自动修正点胶系统以及固晶机。该多组可单独实时自动修正点胶系统包括多组点胶单元,每组点胶单元均包括X向驱动模组、Y向驱动模组、Z向驱动模组、视觉系统、触点、点胶组件和点胶控制器。视觉系统将拍摄到的图像信息传输至点胶控制器,点胶控制器根据图像信息确定点胶位置,并控制点胶组件移动至点胶位置上方进行点胶。每组点胶单元均可单独实时自动修正点胶位置以及进行点胶作业,结构简单,实现方便,点胶效率高。通过触点检测实现点胶位置定位,避免了点胶嘴与产品直接触碰,提高了点胶嘴的使用寿命。通过视觉系统定位到的每一个点胶位置并能实时修正,提高了胶点位置精度,提升了点胶品质。
技术研发人员:唐文轩,曾志军,杨世国
受保护的技术使用者:深圳市微恒自动化设备有限公司
技术研发日:20221213
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!