一种硅钢冲裁片连续涂层机组系统及工艺的制作方法
本发明涉及硅钢绝缘涂层涂覆,具体涉及一种硅钢冲裁片连续涂层机组系统及工艺。
背景技术:
1、将硅钢板加工成铁芯时,为改善其加工性能并防止相当于钢板厚度自乘的涡电流损失,采用连续涂镀设备,在钢板上下面喷射绝缘涂液。例如,cn105331879a公开了一种高功率密度电机用无取向硅钢,其生产方法为:按低al纯净钢冶炼并连铸成坯;将铸坯加热;热轧;卷取并冷却至室温;常化;常规酸洗后采用一次冷轧法轧制至成品厚度;成品退火;冷却、涂层及精整。
2、目前国内电机或发电机厂家定子叠片用硅钢都是由硅钢生产厂家提供带绝缘涂层的硅钢钢板经过冲裁形成的扇形梳齿片。经过涂层的硅钢在经过冲裁工序后,首先硅钢裁切片边缘部分绝缘层会被破坏,使后续叠片后的绝缘变差,其次破环的绝缘层对环境和操作人员的健康也会带来不良影响。
技术实现思路
1、针对现有技术存在的上述不足,本发明的目的在于提供一种硅钢冲裁片连续涂层机组系统及工艺。
2、为实现以上目的,本发明一方面涉及一种硅钢冲裁片连续涂层机组系统,采用如下技术方案:
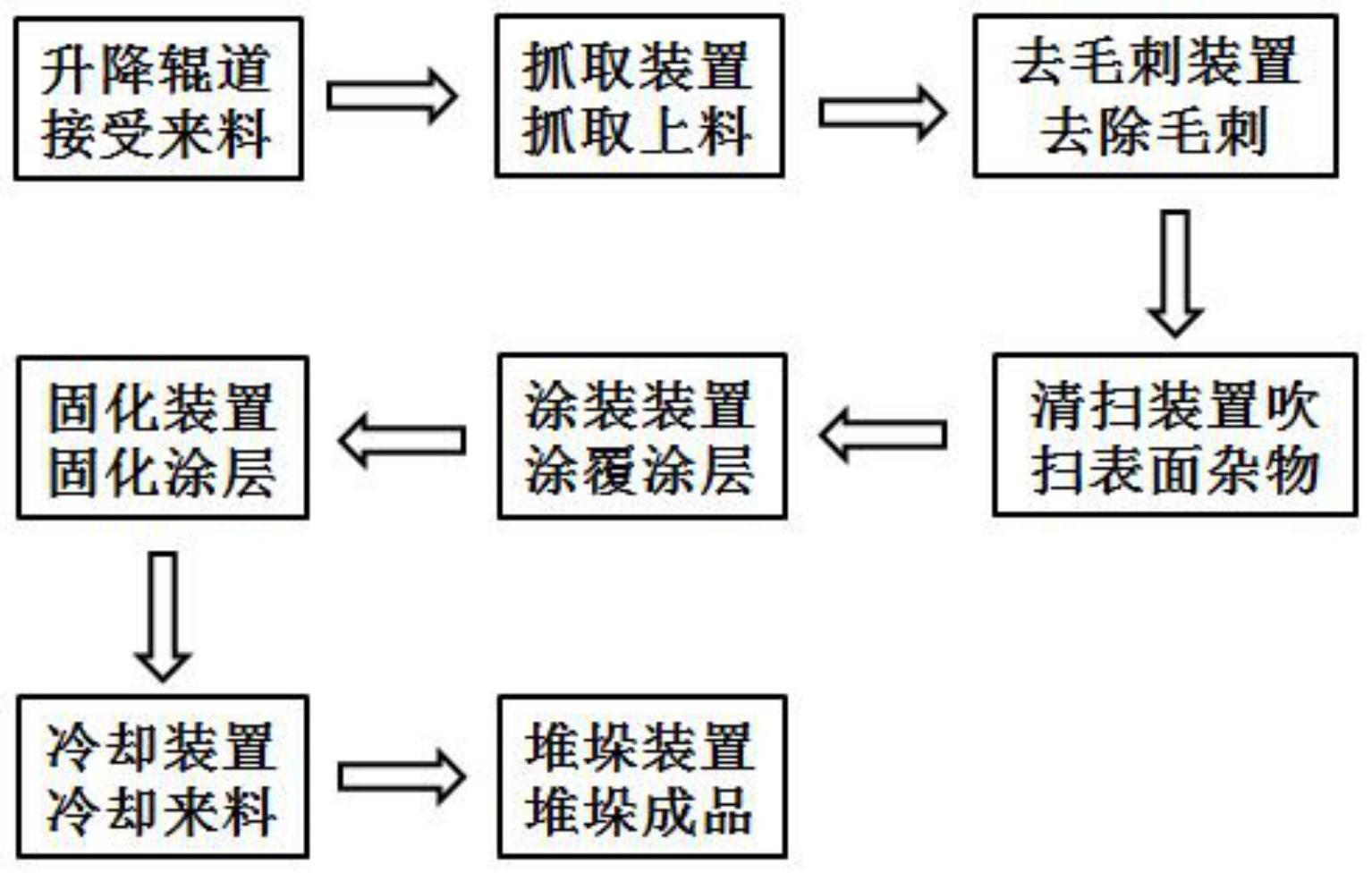
3、一种硅钢冲裁片连续涂层机组系统,包括依次连接的升降辊道、来料抓取装置、去毛刺装置、清扫装置、涂层装置、固化装置、冷却装置和堆垛装置。
4、进一步地,所述来料抓取装置和去毛刺装置之间、去毛刺装置和清扫装置之间、清扫装置和涂层装置之间、以及冷却装置和堆垛装置之间通过输送装置连接。
5、本发明另一方面涉及一种硅钢冲裁片连续涂层工艺,采用所述的硅钢冲裁片连续涂层机组系统,首先将堆垛的硅钢裁切片运送至来料升降辊道上,抓取装置将堆垛的硅钢裁切片抓取送到冲裁片输送装置上,输送装置将来硅钢切片送往硅钢裁切片去毛刺装置进行去毛刺工艺处理,然后再将硅钢裁切片送往硅钢裁切片清扫装置进行清扫工艺处理,清扫完成后送往硅钢裁切片涂装装置对硅钢裁切片进行涂层涂覆,涂装后将硅钢裁切片送至涂层固化装置处固化涂层,固化后将硅钢裁切片送至冷却装置处冷却后由堆垛装置将硅钢裁切片收集成垛然后由叉车运送至成品库。
6、进一步地,冷却后的硅钢裁切片由堆垛装置收集成垛然后运送至成品库。
7、优选的,所述升降辊道能够根据来料堆垛高度进行自动调整,从而使抓取装置能够顺利将堆垛的来料裁切片抓取送到冲裁片输送装置上。
8、优选的,涂覆的涂层为绝缘涂层。
9、与现有技术相比,本发明具有以下有益效果:为电机或发电机厂家提供一种硅钢冲裁片连续涂层机组系统及工艺。电机或发电机厂家采用本发明方法,可以直接使用无绝缘涂层的硅钢钢板,用冲片机组冲片后再用硅钢裁切片涂层机组对裁切片涂装绝缘涂层的工艺,首先优化了硅钢生产厂家的生产工艺,降低了硅钢生产成本;其次避免了硅钢冲裁时绝缘层的破坏和操作人员健康的危害,另外电机或发电机厂家可以根据功率对绝缘要求的不同自主选择不同的绝缘涂层进行硅钢绝缘涂层的涂覆,能更好的利用绝缘涂层的性能。
技术特征:
1.一种硅钢冲裁片连续涂层机组系统,其特征在于,包括依次连接的升降辊道、来料抓取装置、去毛刺装置、清扫装置、涂层装置、固化装置、冷却装置和堆垛装置。
2.根据权利要求1所述的硅钢冲裁片连续涂层机组系统,其特征在于,所述来料抓取装置和去毛刺装置之间、去毛刺装置和清扫装置之间、清扫装置和涂层装置之间、以及冷却装置和堆垛装置之间通过输送装置连接。
3.一种硅钢冲裁片连续涂层工艺,其特征在于,采用如权利要求1或2所述的硅钢冲裁片连续涂层机组系统,首先将堆垛的硅钢裁切片运送至来料升降辊道上,抓取装置将堆垛的硅钢裁切片抓取送到冲裁片输送装置上,输送装置将来硅钢切片送往硅钢裁切片去毛刺装置进行去毛刺工艺处理,然后再将硅钢裁切片送往硅钢裁切片清扫装置进行清扫工艺处理,清扫完成后送往硅钢裁切片涂装装置对硅钢裁切片进行涂层涂覆,涂装后将硅钢裁切片送至涂层固化装置处固化涂层,固化后将硅钢裁切片送至冷却装置处冷却后由堆垛装置将硅钢裁切片收集成垛然后由叉车运送至成品库。
4.根据权利要求3所述的硅钢冲裁片连续涂层工艺,其特征在于,冷却后的硅钢裁切片由堆垛装置收集成垛然后运送至成品库。
5.根据权利要求3所述的硅钢冲裁片连续涂层工艺,其特征在于,所述升降辊道能够根据来料堆垛高度进行自动调整,从而使抓取装置能够顺利将堆垛的来料裁切片抓取送到冲裁片输送装置上。
6.根据权利要求1所述的硅钢冲裁片连续涂层工艺,其特征在于,涂覆的涂层为绝缘涂层。
技术总结
本发明涉及硅钢绝缘涂层涂覆技术领域,公开了一种硅钢冲裁片连续涂层机组系统及工艺,所述系统包括依次连接的升降辊道、来料抓取装置、去毛刺装置、清扫装置、涂层装置、固化装置、冷却装置和堆垛装置。电机或发电机厂家采用本发明方法可以直接使用无绝缘涂层的硅钢钢板,用冲片机组冲片后再用硅钢裁切片涂层机组对裁切片涂装绝缘涂层的工艺,首先优化了硅钢生产厂家的生产工艺,降低了硅钢生产成本;其次避免了硅钢冲裁时绝缘层的破坏和操作人员健康的危害,另外电机或发电机厂家可以根据功率对绝缘要求的不同自主选择不同的绝缘涂层进行硅钢绝缘涂层的涂覆,能更好的利用绝缘涂层的性能。
技术研发人员:程军周,吴永杰,刘渭苗,浦文杰
受保护的技术使用者:中国重型机械研究院股份公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!