打胶胶嘴结构及适用于成型胶嘴结构的制造方法与流程
本发明涉及打胶,特别是涉及一种打胶胶嘴结构,还具体涉及一种适用于成型胶嘴结构的制造方法。
背景技术:
1、在建筑及家装行业内,难免会出现破损或在安装过程中间隔较大,为了补修加固或美化外观需要使用密封胶完成。在施工过程中密封胶的形状有严格的定义,为了保证密封胶加工质量,使用胶枪施工是密封胶的常规施工手段之一。发明人在打胶过程中发现如下问题:
2、受施工条件限制,例如施工处没有电或负压设备,无法连接气动或电动胶枪,施工人员只能通过手动施胶。而在手动施胶的情况下,由于工件的不规则性,容易导致密封胶溢出至需要施胶以外的位置,难以清洗并影响外观。同时打完胶后也难以进行修整,使得胶面质量难以保证,因而手动施胶的难度很大。
技术实现思路
1、基于此,有必要针对手动施胶的难度大的问题,提供一种打胶胶嘴结构及适用于成型胶嘴结构的制造方法。
2、第一方面,本申请提供了一种打胶胶嘴结构,包括:
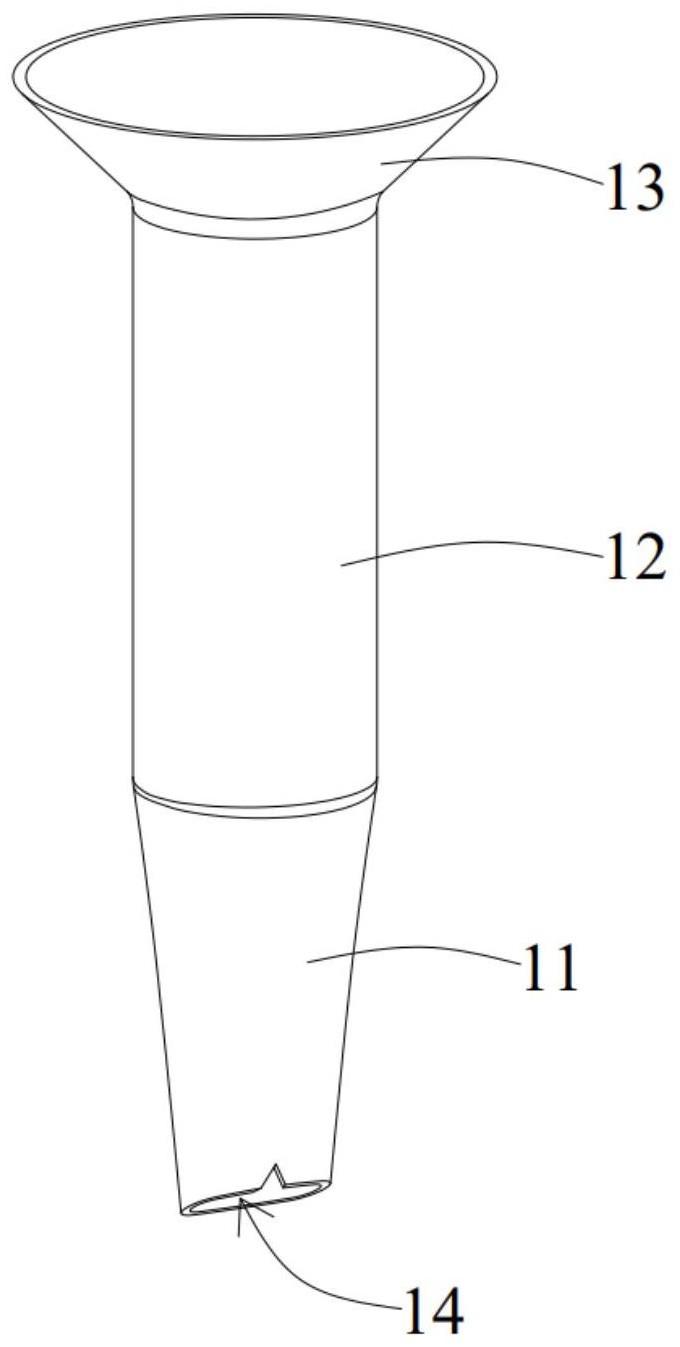
3、尖嘴部,尖嘴部靠近施胶面设置,尖嘴部包括注胶面,注胶面相对施胶面倾斜,使得注胶面的一侧能够贴合在施胶面;注胶面上具有一缺口,缺口位于注胶面上远离施胶面的另一侧上;
4、其中,该胶嘴结构内设有胶道腔,胶道腔延伸至注胶面形成出胶口,注胶面呈扁平环状。
5、上述实施例中的打胶胶嘴结构,注胶面相对施胶面倾斜,使得注胶面贴合在施胶面的一侧能够将胶面刮平,打出的胶条平整美观,以便于该胶嘴结构适配不规则环境下打胶的要求。同时,注胶面上的缺口能够缓冲密封胶,打胶时胶枪的移动速度可适当减缓,以提高胶条质量。
6、在其中一种实施方式中,尖嘴部包括位于外围的侧壁,侧壁与注胶面相交形成扁平的闭合棱边,棱边包括相对设置的高侧边及低侧边;
7、注胶面从低侧边朝高侧边方向逐渐靠近施胶面偏移,缺口设于注胶面上设有低侧边的一侧。
8、在其中一种实施方式中,棱边还包括位于高侧边、低侧边两侧的弧形边,高侧边、低侧边通过弧形边相互连接,使得形成的棱边呈闭合状。
9、在其中一种实施方式中,侧壁包括相邻设置的第一壁面及第二壁面,第一壁面与注胶面相交形成高侧边或低侧边,缺口从第一壁面上向内延伸至连接胶道腔;
10、第二壁面与注胶面相交形成弧形边。
11、在其中一种实施方式中,缺口开设在第一壁面的中心线上,使得缺口到两侧第二壁面的距离相等。
12、在其中一种实施方式中,缺口呈三角形。
13、第二方面,本申请提供了一种适用于成型上述实施例中胶嘴结构的制造方法,其步骤包括:
14、选取尖嘴部的基面呈圆环的常规胶嘴,对尖嘴部进行加热软化;
15、在尖嘴部软化后,从相对应的两侧挤压尖嘴部,使得基面被挤压成扁平环状;
16、待尖嘴部冷却固化后,裁切刀斜切尖嘴部上设有基面的一端以裁切出注胶面;
17、在注胶面上裁切出缺口。
18、上述实施例中的制造方法,通过对常规胶嘴手动加工,使得常规胶嘴改进成上述的胶嘴结构,以适配不规则的工件,方便成型出胶嘴结构。
19、在其中一种实施方式中,裁切刀斜切尖嘴部上设有基面的一端,包括:
20、裁切刀从尖嘴部的第二壁面切入,且裁切刀的切线相对于基面倾斜;
21、其中,切线与基面之间形成的夹角角度为20°~60°。
22、在其中一种实施方式中,在注胶面上裁切出缺口,包括:
23、裁切刀在注胶面上设有低侧边的一侧斜向裁切出三角形的缺口。
24、在其中一种实施方式中,其步骤还包括:对尖嘴部进行加热软化,包括:
25、将尖嘴部放置在500℃~2000℃的高温环境内烘烤预定时间,使得尖嘴部软化;
26、其中,预定时间为5s~10s。
技术特征:
1.一种打胶胶嘴结构,其特征在于,包括:
2.根据权利要求1所述的胶嘴结构,其特征在于,所述尖嘴部(11)包括位于外围的侧壁(114),所述侧壁(114)与所述注胶面(111)相交形成扁平的闭合棱边,所述棱边包括相对设置的高侧边(1111)及低侧边(1112);
3.根据权利要求2所述的胶嘴结构,其特征在于,所述棱边还包括位于所述高侧边(1111)、低侧边(1112)两侧的弧形边(1113),所述高侧边(1111)、低侧边(1112)通过所述弧形边(1113)相互连接,使得形成的所述棱边呈闭合状。
4.根据权利要求3所述的胶嘴结构,其特征在于,所述侧壁(114)包括相邻设置的第一壁面(1141)及第二壁面(1142),所述第一壁面(1141)与所述注胶面(111)相交形成所述高侧边(1111)或低侧边(1112),所述缺口(112)从所述第一壁面(1141)上向内延伸至连接所述胶道腔(14);
5.根据权利要求4所述的胶嘴结构,其特征在于,所述缺口(112)开设在所述第一壁面(1141)的中心线上,使得所述缺口(112)到两侧第二壁面(1142)的距离相等。
6.根据权利要求1-5中任一项所述的胶嘴结构,其特征在于,所述缺口(112)呈三角形。
7.适用于成型如权利要求1-6中任一项所述胶嘴结构的制造方法,其特征在于,其步骤包括:
8.根据权利要求7所述的制造方法,其特征在于,所述裁切刀斜切尖嘴部(11)上设有基面(113)的一端,包括:
9.根据权利要求8所述的制造方法,其特征在于,所述在注胶面(111)上裁切出缺口(112),包括:
10.根据权利要求7所述的制造方法,其特征在于,所述对尖嘴部(11)进行加热软化,包括:
技术总结
本发明涉及一种打胶胶嘴结构,包括尖嘴部,尖嘴部靠近施胶面设置,尖嘴部包括注胶面,注胶面相对施胶面倾斜,使得注胶面的一侧能够贴合在施胶面;注胶面上具有一缺口,缺口位于注胶面上远离施胶面的另一侧上;其中,该胶嘴结构内设有胶道腔,胶道腔延伸至注胶面形成出胶口,注胶面呈扁平环状。本发明涉及一种适用于成型胶嘴结构的制造方法。通过将注胶面设置成相对施胶面倾斜,使得注胶面贴合在施胶面的一侧将胶面刮平,同时密封胶能够从注胶面上的缺口流出,缺口用以缓冲密封胶,以便于减缓胶枪的移动速度,从而提高胶条质量。
技术研发人员:宗程,石东,华永军
受保护的技术使用者:苏州桐力光电股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!