一种铜管内壁浆料涂布装置及涂布方法与流程
本发明属于浆料涂布,具体涉及一种铜管内壁浆料涂布装置及涂布方法。
背景技术:
1、液态浆料涂布在管内的成形技术主要是利用喷涂的形式进行加工,这类加工工艺适用于直径较大的管子,对于直径≤10mm、长度≥200mm的管子来说,喷枪难以进入如此狭小的空间内,加工空间受限。
2、点胶是将液态材质涂抹在产品表面的方法,然而传统的点胶工艺中是正面涂抹液态浆料,受限于点胶针头的长度和液态浆料的粘度等因素,在直径≤10mm、长度≥200mm的管子内进行加工难以实现。
技术实现思路
1、本发明的目的是在于克服现有技术中存在的不足,提供一种铜管内壁浆料涂布方法。本发明的涂布装置利用浆料的流动性并通过铜管旋转将浆料均匀涂布在铜管内壁上,适用于加工空间有限的直径≤10mm、长度≥200mm的管子。
2、为实现以上技术目的,本发明实施例采用的技术方案是:
3、第一方面,本发明实施例提供了一种铜管内壁浆料涂布装置,包括参数控制模块以及与所述参数控制模块电连接的侧面点胶模块、旋转涂布模块和加热干燥模块;
4、所述侧面点胶模块包括侧面点胶针头,所述侧面点胶针头的一端与料筒连接,另一端封闭并在侧壁上开设有出料口,所述侧面点胶针头能够相对所述旋转涂布模块左右运动;
5、所述旋转涂布模块能够相对所述加热干燥模块前后运动,所述旋转涂布模块包括平台,所述平台的两端设置有支撑板,所述支撑板上设置有支撑杆及旋转滚轮,待涂覆铜管在所述旋转滚轮的带动下进行旋转;
6、所述加热干燥模块包括加热装置和夹紧装置,所述加热装置用于对所述待涂覆铜管进行加热,所述夹紧装置用于对所述待涂覆铜管进行夹紧。
7、进一步地,所述侧面点胶模块还包括用于监测进入所述侧面点胶针头中浆料量的流量计以及第一导轨,所述侧面点胶针头能够在所述第一导轨上相对所述待涂覆铜管左右运动。
8、进一步地,所述旋转涂布模块设置在所述侧面点胶模块的右端,所述旋转涂布模块还包括第二导轨和能够带动所述旋转滚轮旋转的电机,所述电机与所述参数控制模块电连接。
9、进一步地,所述旋转滚轮包括成对设置的主动旋转滚轮、大旋转滚轮和小旋转滚轮,所述待涂覆铜管放置在所述主动旋转滚轮、大旋转滚轮及小旋转滚轮围合成的空间内;
10、所述电机带动所述主动旋转滚轮旋转,所述主动旋转滚轮带动所述待涂覆铜管旋转,所述待涂覆铜管带动大旋转滚轮及小旋转滚轮旋转。
11、进一步地,所述加热装置具有加热腔,所述加热腔能够容纳所述待涂覆铜管并对其进行加热。
12、进一步地,所述夹紧装置包括夹紧管,所述夹紧管的内径等于或略大于所述待涂覆铜管的外径,所述待涂覆铜管的一端卡接在所述夹紧管中,所述夹紧管能够随所述待涂覆铜管转动。
13、进一步地,所述侧面点胶针头和待涂覆铜管在气缸的带动下分别在所述第一导轨和第二导轨上运动,所述气缸与所述参数控制模块电连接。
14、第二方面,本发明实施例提供了一种铜管内壁浆料涂布方法,在上述涂布装置上进行,包括以下步骤:
15、步骤s1、制浆:将铜粉、粘结剂和有机发泡剂按一定的质量比混合,通过超声辅助搅拌得到的浆料注入料筒中;
16、步骤s2、旋转涂布:设置参数控制模块的相关参数,侧面点胶针头以一定的速度向右运动,将储存在所述料筒中的浆料通过侧面点胶针头定量灌入所述待涂覆铜管,所述待涂覆铜管在主动旋转滚轮的带动下旋转,浆料均匀涂布在铜管内壁后,所述侧面点胶针头恢复至原位;
17、步骤s3、干燥:所述待涂覆铜管运动至加热装置的加热腔中进行加热干燥,干燥温度为80-250℃,干燥时间为1-30min,干燥完成后已涂覆铜管恢复至原位,冷却后取下。
18、进一步地,步骤s1中所述粘结剂是浓度为5%-15%的聚乙烯醇,铜粉与粘结剂的质量比为1:0.4-1:2,铜粉与有机发泡剂的质量比为1:0.005-1:0.03,铜粉粒径为25-180μm,搅拌转速为300-1000r/min。
19、进一步地,步骤s2中所述待涂覆铜管的转速为0.1-5r/min,点胶速度为6000-15000mm/min。
20、本发明实施例提供的技术方案带来的有益效果是:
21、本发明的铜管内壁浆料涂布装置包括参数控制模块以及与参数控制模块电连接的侧面点胶模块、旋转涂布模块和加热干燥模块,其中参数控制模块用于对涂布装置的相关参数进行控制,本发明的涂布装置能够在铜管内壁实现浆料的均匀涂布,且浆料的涂布量可控,尤其适用于加工空间有限的直径≤10mm、长度≥200mm的铜管内壁的涂布。
22、本发明通过侧面点胶的方法可以将铜浆料注入到铜管中,工艺简单,利用铜浆料的流动性和铜管的旋转将铜浆均匀地涂布在铜管内壁,通过后续处理即可得到不同厚度的吸液芯。
技术特征:
1.一种铜管内壁浆料涂布装置,其特征在于,包括参数控制模块以及与所述参数控制模块电连接的侧面点胶模块、旋转涂布模块和加热干燥模块;
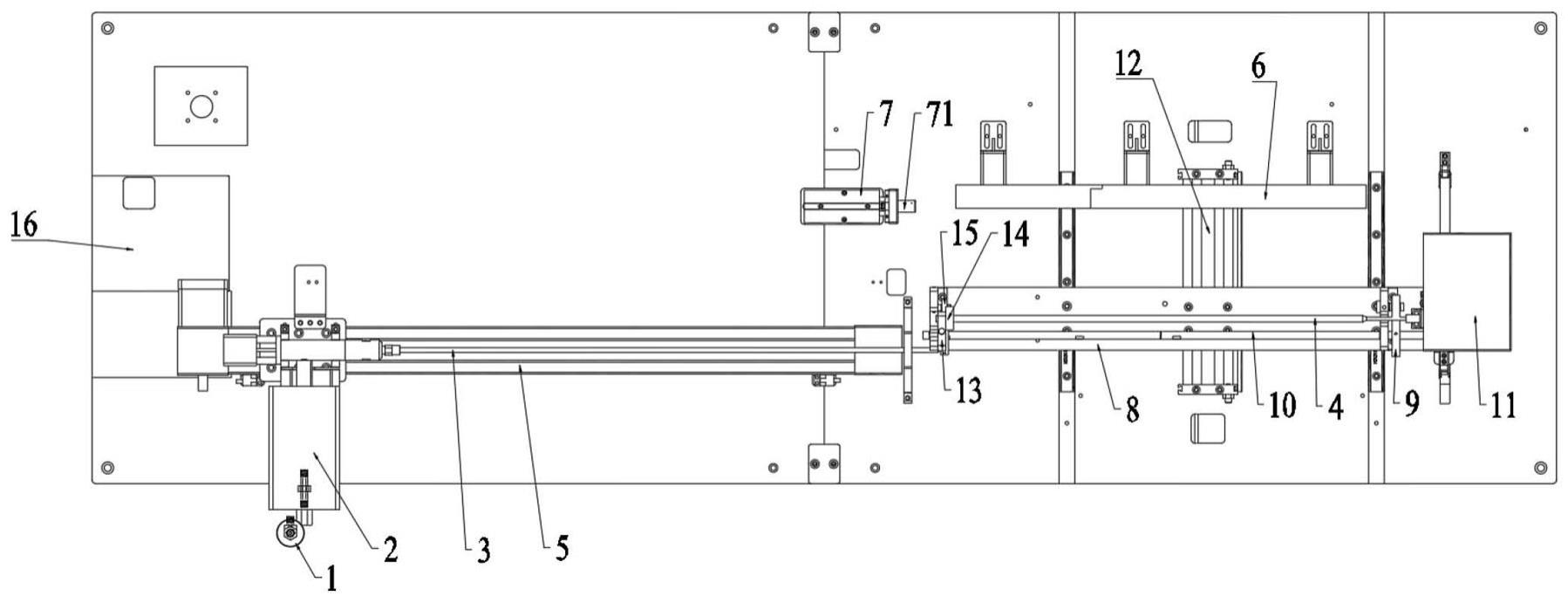
2.根据权利要求1所述的铜管内壁浆料涂布装置,其特征在于,所述侧面点胶模块还包括用于监测进入所述侧面点胶针头(3)中浆料量的流量计(2)以及第一导轨(5),所述侧面点胶针头(3)能够在所述第一导轨(5)上相对所述待涂覆铜管(4)左右运动。
3.根据权利要求1所述的铜管内壁浆料涂布装置,其特征在于,所述旋转涂布模块设置在所述侧面点胶模块的右端,所述旋转涂布模块还包括第二导轨(12)和能够带动所述旋转滚轮旋转的电机(11),所述电机(11)与所述参数控制模块电连接。
4.根据权利要求3所述的铜管内壁浆料涂布装置,其特征在于,所述旋转滚轮包括成对设置的主动旋转滚轮(13)、大旋转滚轮(14)和小旋转滚轮(15),所述待涂覆铜管(4)放置在所述主动旋转滚轮(13)、大旋转滚轮(14)及小旋转滚轮(15)围合成的空间内;
5.根据权利要求1所述的铜管内壁浆料涂布装置,其特征在于,所述加热装置(6)具有加热腔,所述加热腔能够容纳所述待涂覆铜管(4)并对其进行加热。
6.根据权利要求1所述的铜管内壁浆料涂布装置,其特征在于,所述夹紧装置(7)包括夹紧管(71),所述夹紧管(71)的内径等于或略大于所述待涂覆铜管(4)的外径,所述待涂覆铜管(4)的一端卡接在所述夹紧管(71)中,所述夹紧管(71)能够随所述待涂覆铜管(4)转动。
7.根据权利要求1所述的铜管内壁浆料涂布装置,其特征在于,所述侧面点胶针头(3)和待涂覆铜管(4)在气缸的带动下分别在所述第一导轨(5)和第二导轨(12)上运动,所述气缸与所述参数控制模块电连接。
8.一种铜管内壁浆料涂布方法,其特征在于,在权利要求1-7任一项所述的涂布装置上进行,包括以下步骤:
9.根据权利要求8所述的铜管内壁浆料涂布方法,其特征在于,步骤s1中所述粘结剂是浓度为5%-15%的聚乙烯醇,铜粉与粘结剂的质量比为1:0.4-1:2,铜粉与有机发泡剂的质量比为1:0.005-1:0.03,铜粉粒径为25-180μm,搅拌转速为300-1000r/min。
10.根据权利要求8所述的铜管内壁浆料涂布方法,其特征在于,步骤s2中所述待涂覆铜管(4)的转速为0.1-5r/min,点胶速度为6000-15000mm/min。
技术总结
本发明属于浆料涂布技术领域,具体涉及一种铜管内壁浆料涂布装置及涂布方法。本发明的铜管内壁浆料涂布装置,包括参数控制模块以及与其电连接的侧面点胶模块、旋转涂布模块和加热干燥模块;侧面点胶模块包括侧面点胶针头,侧面点胶针头的一端与料筒连接,另一端封闭并在侧壁上开设有出料口,侧面点胶针头能够相对旋转涂布模块左右运动;旋转涂布模块包括平台,平台的两端设置有支撑板,支撑板上设置有支撑杆及旋转滚轮,待涂覆铜管在旋转滚轮的带动下进行旋转;加热干燥模块包括加热装置和夹紧装置。本发明的涂布装置利用浆料的流动性并通过铜管旋转将浆料均匀涂布在铜管内壁上,适用于加工空间有限的直径≤10mm、长度≥200mm的管子。
技术研发人员:汝金明,吴水淼,潘腾飞,胡旭鸣,陈曲
受保护的技术使用者:北京中石伟业科技宜兴有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!