一种多车型侧围外板涂胶辅助定位工装及其切换装置的制作方法
本发明涉及汽车生产工装,尤其涉及一种多车型侧围外板涂胶辅助定位工装及其切换装置。
背景技术:
1、侧围外板总成是形成轿车左右侧壁,组成座舱的重要结构,也是后叶子板,向前a、b、c柱,两个车门框,底边梁,这些部位的外表皮,同时也是支撑顶盖,连接车身前后部分的侧围面构件。是固定前后风窗玻璃,并用来安装侧门,保证车身受到侧面撞击安全性的承载框架,具有较大的抗弯、抗扭的刚性和强度。
2、侧围外板在加工时,需要在其上安装铰链等部件,若只是采用点焊进行连接,则无法起到密封作用,此时需使用涂密封胶的方式,防止雨水进入车内,所以在生产过程中,需要在侧围外板的指定部位进行涂胶作业。
3、公开号为cn109822281a的“一种固定性极佳的汽车侧围总成夹具”,其公开了汽车侧围焊接时,进行对汽车侧围进行固定的夹具,采用该夹具也可对汽车侧围进行涂胶作业。
4、虽然采用上述方案,可在汽车侧围涂胶作业时,对汽车的侧围外板进行定位与固定,但是,由于不同汽车的侧围外板规格及外形均不一致,导致夹具无法针对不同的侧围外板进行装夹,使得不同侧围外板涂胶时,需要改换不同的夹具,或者在夹具座上成套的更换夹头,不论采用何种方式,均增大了设备与人力成本。
技术实现思路
1、有鉴于此,本发明提出了一种多车型侧围外板涂胶辅助定位工装及其切换装置,通过将各种规格汽车外板的成套工装进行集合安装,并将无法集合安装的部分进行更换以适配各种侧围外板,从而适用于多车型的侧围外板。
2、本发明的技术方案是这样实现的:
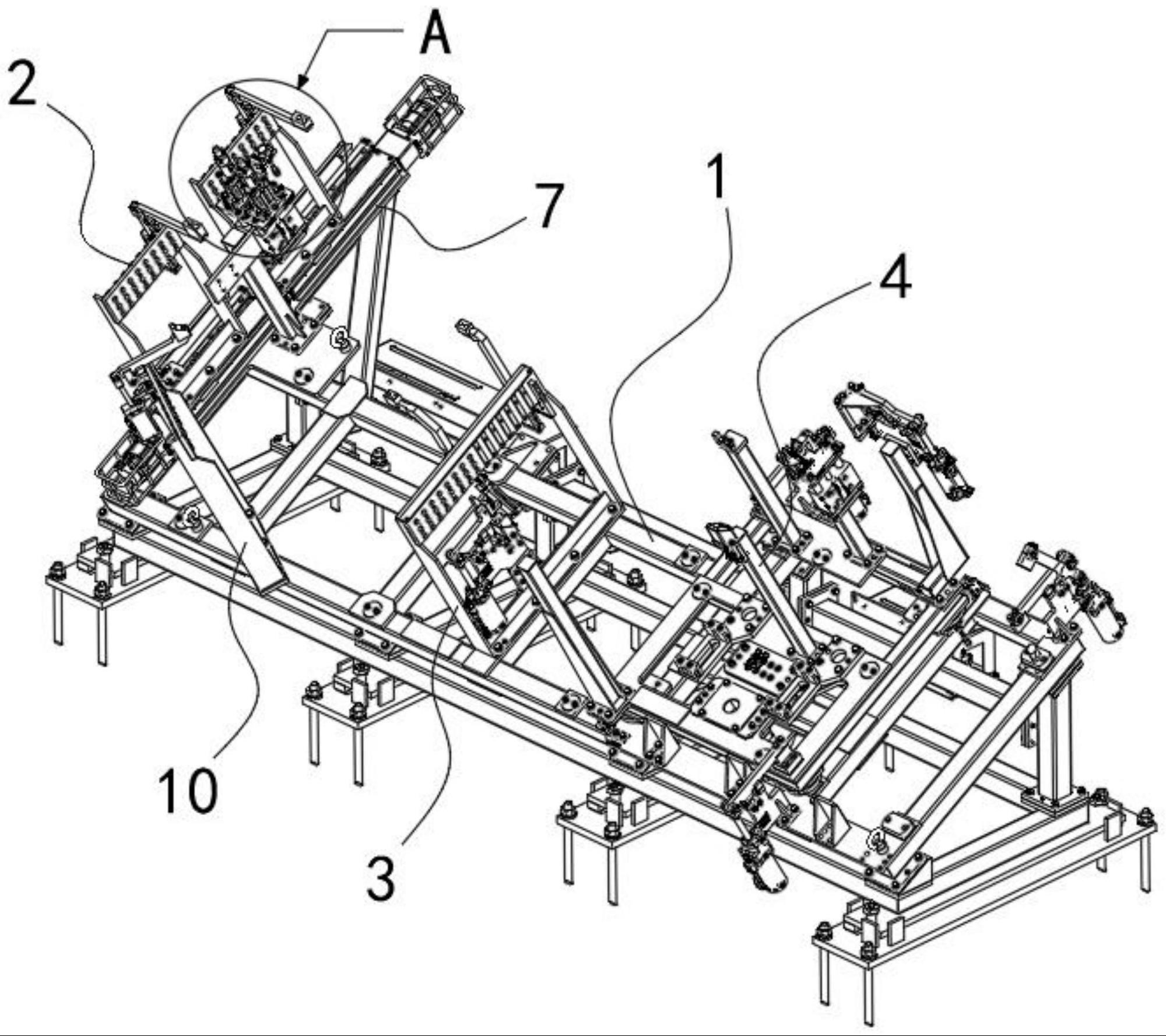
3、一方面,本发明提供了一种多车型侧围外板涂胶辅助定位工装,包括底架、头部支撑架、中部支撑架、尾部定位组件与前定位销,其中,
4、头部支撑架活动设置在底架上;
5、中部支撑架固定在底架上,所述头部支撑架与中部支撑架均具备多个支撑机构,所述头部支撑架上的各个支撑机构分别用于支撑不同车型侧围外板的a柱,所述中部支撑架上的各个支撑机构分别用于支撑不同车型侧围外板的b柱;
6、尾部定位组件可拆卸的固定在底架上,用于支撑并固定侧围外板的轮罩部分;
7、前定位销设置在底架上,用于插入侧围外板的前定位孔。
8、在以上技术方案的基础上,优选的,还包括直线模组,所述直线模组固定在底架上,且与头部支撑架的底部固定,用于带动头部支撑架进行直线运动。
9、在以上技术方案的基础上,优选的,所述尾部定位组件包括连接架、轮罩支撑组件、轮罩夹持组件与后定位销,其中,
10、连接架固定在底架上;
11、轮罩支撑组件固定在连接架上,用于支撑侧围外板的轮罩部分;
12、轮罩夹持组件固定在连接架上,用于夹持固定侧围外板的轮罩部分;
13、后定位销设置在连接架上,用于插入侧围外板的后定位孔。
14、在以上技术方案的基础上,优选的,还包括插头对接组件,所述插头对接组件固定在底架上,用于使航插与尾部定位组件连接。
15、在以上技术方案的基础上,优选的,所述气路对接组件,所述气路对接组件设置在底架与尾部定位组件上,用于使尾部定位组件的气路可分离的连接至底架上。
16、在以上技术方案的基础上,优选的,还包括横梁支撑架,所述横梁支撑架具备多个支撑机构,所述横梁支撑架上的各个支撑机构分别用于支撑不同车型的侧围上横梁。
17、另一方面,本发明提供了一种切换装置,用于拆卸或安装上述尾部定位组件,所述切换装置包括配合座与对接机构,其中,
18、配合座固定在尾部定位组件上;
19、对接机构与配合座相对设置,且选择性的与配合座固定。
20、在以上技术方案的基础上,优选的,所述配合座包括固定板与两个连接耳,其中,
21、固定板固定在尾部定位组件上,所述固定板上开设有对位口;
22、两个连接耳均固定在固定板上,且分别位于对位口的两侧。
23、进一步优选的,所述对接机构包括安装架、插件、勾爪与驱动部,其中,
24、安装架与配合座相对设置;
25、插件固定在安装架上,并选择性的插入对位口;
26、勾爪的数量为两个,两个所述勾爪均铰接在安装架上,且分别位于插件的两侧,所述勾爪选择性的插入连接耳;
27、驱动部设置在两个勾爪上,用于推动两个勾爪插入或离开连接耳。
28、在以上技术方案的基础上,优选的,所述对接机构固定在机械臂或吊运设备上。
29、本发明的多车型侧围外板涂胶辅助定位工装及其切换装置相对于现有技术具有以下有益效果:
30、(1)通过在头部支撑架与中部支撑架上安装多个支撑机构,通过安装的多个支撑机构来适应不同车型的侧围外板支撑作业,从而大幅度降低需更换支撑部件的数量,同时,设置可拆卸的尾部支撑组件,将剩下需更换的支撑与固定部分均设置在尾部支撑组件上,通过更换尾部支撑组件整体,直接完成针对不同车型侧围外板的模式切换,避免了实际操作过程中,作业人员需要成套更换支撑与装夹部件,导致成套工装丢失或安装错误的风险,同时极大的缩减了更换工装所需的时间与成本;
31、(2)将头部支撑架通过直线模组可活动的安装在底架上,针对不同车型侧围外板进行支撑时,均可保证至少有两个支撑机构与侧围外板的a柱部分接触,有效的提高了支撑侧围外板的稳定性,避免了a柱部分可支撑位置有限导致无法充分支撑的问题;
32、(3)通过设置插头对接组件,在安装尾部定位组件时,采用气缸顶升的方式,将航插推送插入电气插座内,从而实现尾部定位组件与底架的电气连接,如果航插直接固定在底架上,那么在更换尾部定位组件时,容易损坏航插,通过气缸顶升可以等到尾部定位组件定位完成后,再去顶升对接航插,可有效避免航插的损坏,同时无需人工进行插头对接,进一步提高针对不同车型侧围外板定位切换的效率;
33、(4)通过设置气路对接组件,在安装尾部定位组件时,上气路块与下气路块接触,并完成对接,从而使尾部定位组件的气路与底架上的气路连通,在下气路块或上气路块上还需设置弹性密封板,上气路块与下气路块接触过程中,弹性密封板压缩形变,将上气路块与下气路块的连接处进行密封,无需人工进行气路更换对接操作,进一步节省尾部定位组件更换的时间。
技术特征:
1.一种多车型侧围外板涂胶辅助定位工装,其特征在于:包括底架(1)、头部支撑架(2)、中部支撑架(3)、尾部定位组件(4)与前定位销(5),其中,
2.如权利要求1所述的多车型侧围外板涂胶辅助定位工装,其特征在于:还包括直线模组(7),所述直线模组(7)固定在底架(1)上,且与头部支撑架(2)的底部固定,用于带动头部支撑架(2)进行直线运动。
3.如权利要求1所述的多车型侧围外板涂胶辅助定位工装,其特征在于:所述尾部定位组件(4)包括连接架(41)、轮罩支撑组件(42)、轮罩夹持组件(43)与后定位销(44),其中,
4.如权利要求1所述的多车型侧围外板涂胶辅助定位工装,其特征在于:还包括插头对接组件(8),所述插头对接组件(8)固定在底架(1)上,用于使航插与尾部定位组件(4)连接。
5.如权利要求1所述的多车型侧围外板涂胶辅助定位工装,其特征在于:所述气路对接组件(9),所述气路对接组件(9)设置在底架(1)与尾部定位组件(4)上,用于使尾部定位组件(4)的气路可分离的连接至底架(1)上。
6.如权利要求1所述的多车型侧围外板涂胶辅助定位工装,其特征在于:还包括横梁支撑架(10),所述横梁支撑架(10)具备多个支撑机构(6),所述横梁支撑架(10)上的各个支撑机构(6)分别用于支撑不同车型的侧围上横梁。
7.一种切换装置,其特征在于:用于拆卸或安装权利要求1-6任一项所述的尾部定位组件(4),所述切换装置包括配合座(11)与对接机构(12),其中,
8.如权利要求7所述的多车型侧围外板涂胶辅助定位工装,其特征在于:所述配合座(11)包括固定板(111)与两个连接耳(112),其中,
9.如权利要求8所述的多车型侧围外板涂胶辅助定位工装,其特征在于:所述对接机构(12)包括安装架(121)、插件(122)、勾爪(123)与驱动部(124),其中,
10.如权利要求7所述的多车型侧围外板涂胶辅助定位工装,其特征在于:所述对接机构(12)固定在机械臂或吊运设备上。
技术总结
本发明提出了一种多车型侧围外板涂胶辅助定位工装及其切换装置,包括底架、头部支撑架、中部支撑架、尾部定位组件与前定位销,头部支撑架活动设置在底架上;中部支撑架固定在底架上,所述头部支撑架与中部支撑架均具备多个支撑机构,所述头部支撑架上的各个支撑机构分别用于支撑不同车型侧围外板的A柱,所述中部支撑架上的各个支撑机构分别用于支撑不同车型侧围外板的B柱。该多车型侧围外板涂胶辅助定位工装及其切换装置,通过在头部支撑架与中部支撑架上安装多个支撑机构,并设置可拆卸的尾部支撑组件,避免了实际操作过程中,作业人员需要成套更换支撑与装夹部件,导致成套工装丢失或安装错误的风险。
技术研发人员:孙振超,何君,黄国胜
受保护的技术使用者:武汉汉孚装备技术有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!