一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺的制作方法
本发明属于燃煤锅炉保护,一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺。
背景技术:
1、对于燃煤电站锅炉的高温腐蚀问题,长期以来,国内外进行了大量的试验研究工作,并普遍认为,高温腐蚀主要是煤中硫和氯的腐蚀行为。硫主要是以硫酸盐为主要成分的熔盐腐蚀和h2s及硫氧化物造成的气态腐蚀,氯主要是以hcl造成的气态腐蚀。在煤粉锅炉中,高温腐蚀主要有三种:硫酸盐型、氯化物型和硫化物型。硫酸盐型主要发生在高温受热面上,如锅炉的过热器和再热器上;氯化物主要发生在小型锅炉的过热器上和大型锅炉燃烧器区域的水冷壁上;硫化物型腐蚀大多发生在炉膛水冷壁上。
2、锅炉水冷壁管的腐蚀,容易发生突发性爆管事故,必须要立刻停炉抢修,防止事态进一步恶化,影响了电厂的正常工作进度,降低发电产或者供热值,增加电厂的额外检修费用和员工的劳动强度,给电厂带来经济损失。锅炉水冷壁管发生腐蚀,使管壁变薄,这将给锅炉运行造成严重的安全隐患,威胁着工作人员的人身安全和电厂工作的正常进行,增加了电厂日常检修和维护的工作量。除此以外,锅炉水冷壁管还会发生结焦、磨损等问题。
技术实现思路
1、本发明的目的在于:
2、为解决现有技术中锅炉水冷壁管容易在腐蚀、结焦、磨损等情况下快速损坏的问题,提供一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺。
3、本发明采用的技术方案如下:
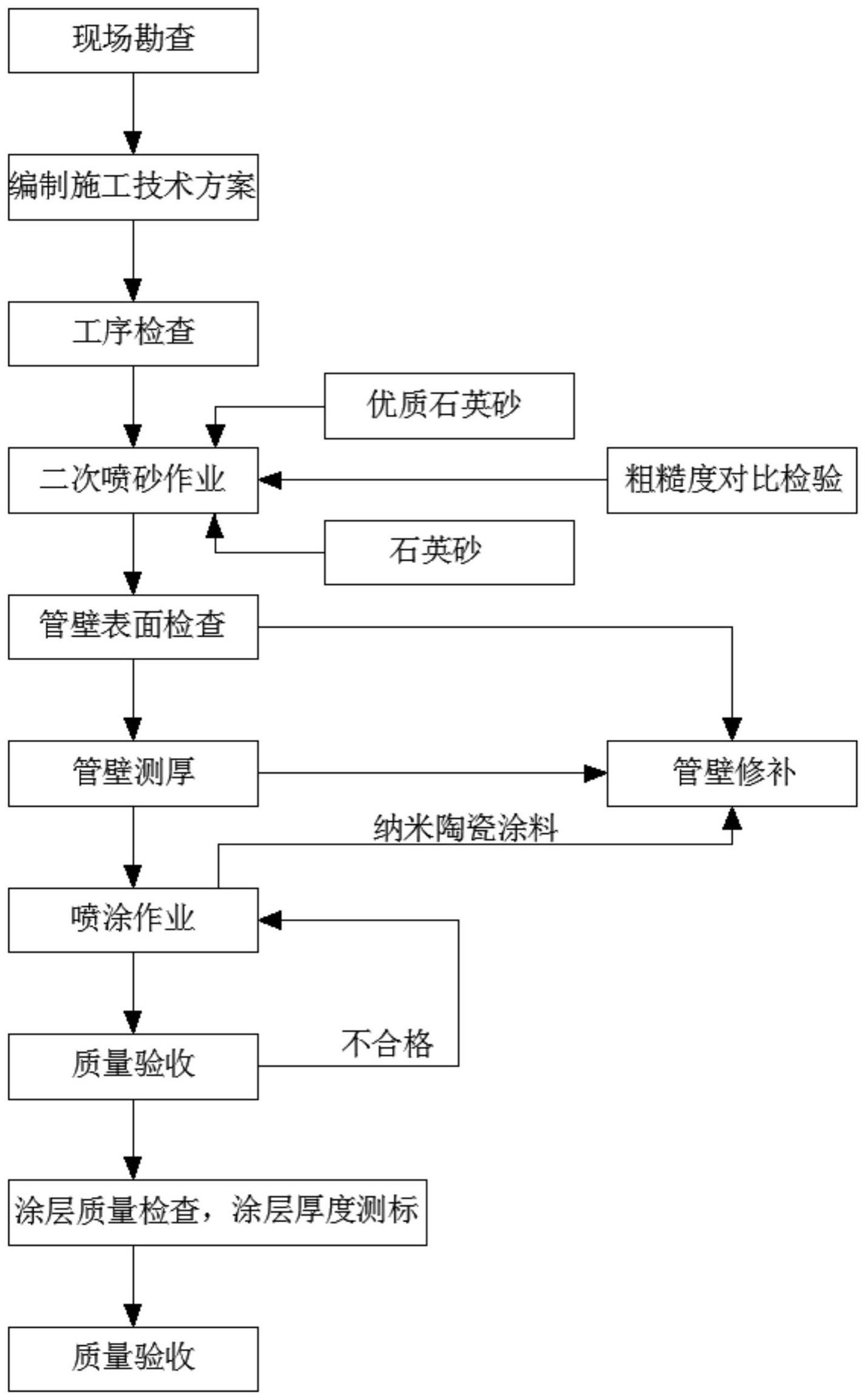
4、一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,包括如下步骤:
5、a、根据工艺需要将涂层设置为单层、双层、三层中的一种,双层设置为底层和表层,三层设置为底层、中层和表层,所述底层为功能识别层,中层和表层均为功能涂层;
6、b、表面预处理:用石英砂去除管壁表面氧化皮,直至管子表面露出金属光泽;再用石英砂进行表面粗糙化处理,使其表面粗糙度达到rz>50μm要求;
7、c、表面喷砂:采用石英砂或铜矿渣砂料对表面进行喷砂;
8、d、喷涂:喷涂高温纳米陶瓷涂层,在基材表面用压缩空气常温喷涂复合纳米陶瓷涂料,经干燥固化和随炉升温过程中烧结后,在基材表面形成一层陶瓷涂层薄膜;
9、e、喷砂与喷涂两道工序交替进行,喷涂行走路线为从上至下,行程0.8m-1.2m,再从下至上,重复进行,每次行走自左向右错动一道轨迹,当自左至右移至0.8m-1.2m时,再将喷枪移至初次喷涂部位,重复喷涂第二遍,重复喷涂3-5遍后达到所要求的厚度即喷涂完毕。
10、进一步地,所述步骤d喷涂的工艺参数如下:砂料粒度:14-16目;含湿量:<1%;风压>6kg/cm2;喷砂喷距:125-150mm;喷砂角度:45-90℃;喷涂移运速度:10-15cm/秒;喷涂角度:45-90℃;喷涂距离:120±25风压:>4kg/cm2;喷涂时采用分片多遍喷涂的方法;采用喷射式喷涂纳米陶瓷涂料,使用前充分搅拌,涂刷均匀,避免漏喷。
11、进一步地,所述步骤b的工艺包括:
12、喷砂前检查现场炉管温度及空气相对湿度,管屏温度高于露点3℃以上且空气相对湿度低于85%时方可进行喷砂操作;
13、喷砂前检查压缩空气压力,确认压力在>5kg/cm2以上,压缩空气无水无油;
14、喷砂时枪头与工作部位保持30~90°夹角,距离在100~200mm之间;
15、喷砂过程中保持喷砂枪在不断移动,避免喷砂枪对准某点持续喷射;
16、喷砂处理过程中发现管屏缺陷立即停工;
17、喷砂后基体表面干燥、无灰尘、无油污、无氧化皮、无锈迹,管屏显示均匀的灰白色,预处理后基体具有粗糙度;处理后的清洁度达到sa3.0级;
18、喷砂过程中边喷砂边测厚,避免喷砂工艺伤害到管壁;
19、砂粒清洁而干燥,砂粒中不含油、长石、杂物、尖锐的棱角;
20、砂粒度为0.5~1mm(20~40目);
21、喷涂用砂一次性使用。
22、进一步地,所述步骤d的工艺包括:
23、喷枪平稳匀速移动,保证均匀一致的涂层厚度;
24、控制喷涂时喷枪喷射的方向与工件表面垂直;
25、控制喷枪与工件表面的距离在120±25cm之间;
26、喷涂时对喷涂区域采取迂回搭接的方式,每一道间有重叠区域,防止漏喷;
27、喷砂后6小时内进行喷涂作业;
28、喷涂过程中避免大颗粒飘灰,规划作业面一次性完工;
29、喷涂涂料时涂层平整光滑,不出现流挂、粉化、空鼓、脱落、漏涂、裂纹缺陷;
30、涂层厚度均匀,涂层表面平整、光洁、致密、均匀,无起皮、开裂、麻面、脱落缺陷,边缘与母材光滑过渡,无台阶,基材无变形。
31、综上所述,由于采用了上述技术方案,本发明的有益效果是:
32、1、本发明采用纳米陶瓷涂料,结合创新工艺,在常温下可快速固化,高温下形成坚硬的陶瓷体,其高温耐磨性好,导热系数大,抗蚀性强,与金属表面粘结具有极强的吸附性和热震稳定性,不脱落、不出现裂纹等特点。用其对金属表面进行喷涂,在高温下逐渐陶瓷化,可使整个涂层更致密,阻止介质中的有害成份腐蚀管壁。
33、2、本发明的制造工艺具有:
34、安全性:
35、抗沾污结渣(受热均匀、防爆管、防垮焦灭火);耐磨(有效缓解吹灰磨损和飞灰磨损等炉膛内磨损);抗热交变能力强;防腐(防焦硫酸盐、还原性气氛、na离子等碱性金属腐蚀)。
36、经济性:
37、节能:高温下稳定的高发射率,提高产能;减少或避免吹灰器的使用,既节能又避免管壁受损;减少或避免除焦剂的使用;减少减温水的使用;减少或避免炉爆清渣,安全又经济;延长基材使用寿命:涂层使用一定周期后,无需喷砂,用高压水将受热面浮灰冲洗干净后,可直接喷涂(露出基材的表面除外);减少nox(热力氮)的产生,降低脱硝成本。
技术特征:
1.一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,其特征在于,所述步骤d喷涂的工艺参数如下:砂料粒度:14-16目;含湿量:<1%;风压>6kg/cm2;喷砂喷距:125-150mm;喷砂角度:45-90℃;喷涂移运速度:10-15cm/秒;喷涂角度:45-90℃;喷涂距离:120±25风压:>4kg/cm2;喷涂时采用分片多遍喷涂的方法;采用喷射式喷涂纳米陶瓷涂料,使用前充分搅拌,涂刷均匀,避免漏喷。
3.根据权利要求1所述的一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,其特征在于,所述步骤b的工艺包括:
4.根据权利要求1所述的一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,其特征在于,所述步骤d的工艺包括:
技术总结
本发明公开了一种煤粉锅炉膜式水冷壁高温纳米保护层制造工艺,属于燃煤锅炉保护技术领域,解决了锅炉水冷壁管容易在腐蚀、结焦、磨损等情况下快速损坏的问题,本发明包括:根据工艺需要将涂层设置为单层、双层、三层中的一种;表面预处理:用石英砂去除管壁表面氧化皮,直至管子表面露出金属光泽;再用石英砂进行表面粗糙化处理;表面喷砂:采用石英砂或铜矿渣砂料对表面进行喷砂;喷涂:喷涂高温纳米陶瓷涂层,在基材表面用压缩空气常温喷涂复合纳米陶瓷涂料,经干燥固化、随炉升温;喷砂与喷涂两道工序交替进行,重复喷涂3‑5遍后达到所要求的厚度即喷涂完毕。本发明用于各种锅炉的膜式水冷壁的保护层制造,便于维护、防护效果好。
技术研发人员:陈丹,明小强,李大庸,胡鑫
受保护的技术使用者:四川齐高新能源科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!