防堵料玻璃钢智能粉碎系统的制作方法
本发明涉及粉碎设备,具体是防堵料玻璃钢智能粉碎系统。
背景技术:
1、风电叶片主要采用玻璃钢材料制成,一般体积庞大。当风电叶片到达使用期限时,需要对其进行处理。目前,多数企业仅采用人工切割的方式将其切割成相对小的叶片块以备再利用或丢弃。
2、风电叶片回收再利用需要对风电叶片进行切割、多级破碎、粉碎等多个环节,最后形成满足工业需求的纤维颗粒和纤维粉末。玻璃钢在破碎过程中会产生较多玻璃钢粉末,玻璃钢粉末物料流动性较差,进入粉碎设备容易造成粉碎设备进口阻塞。
技术实现思路
1、本发明意在提供一种防堵料玻璃钢智能粉碎系统,以解决玻璃钢粉末物料流动性较差,进入粉碎设备容易造成粉碎设备进口阻塞的问题。
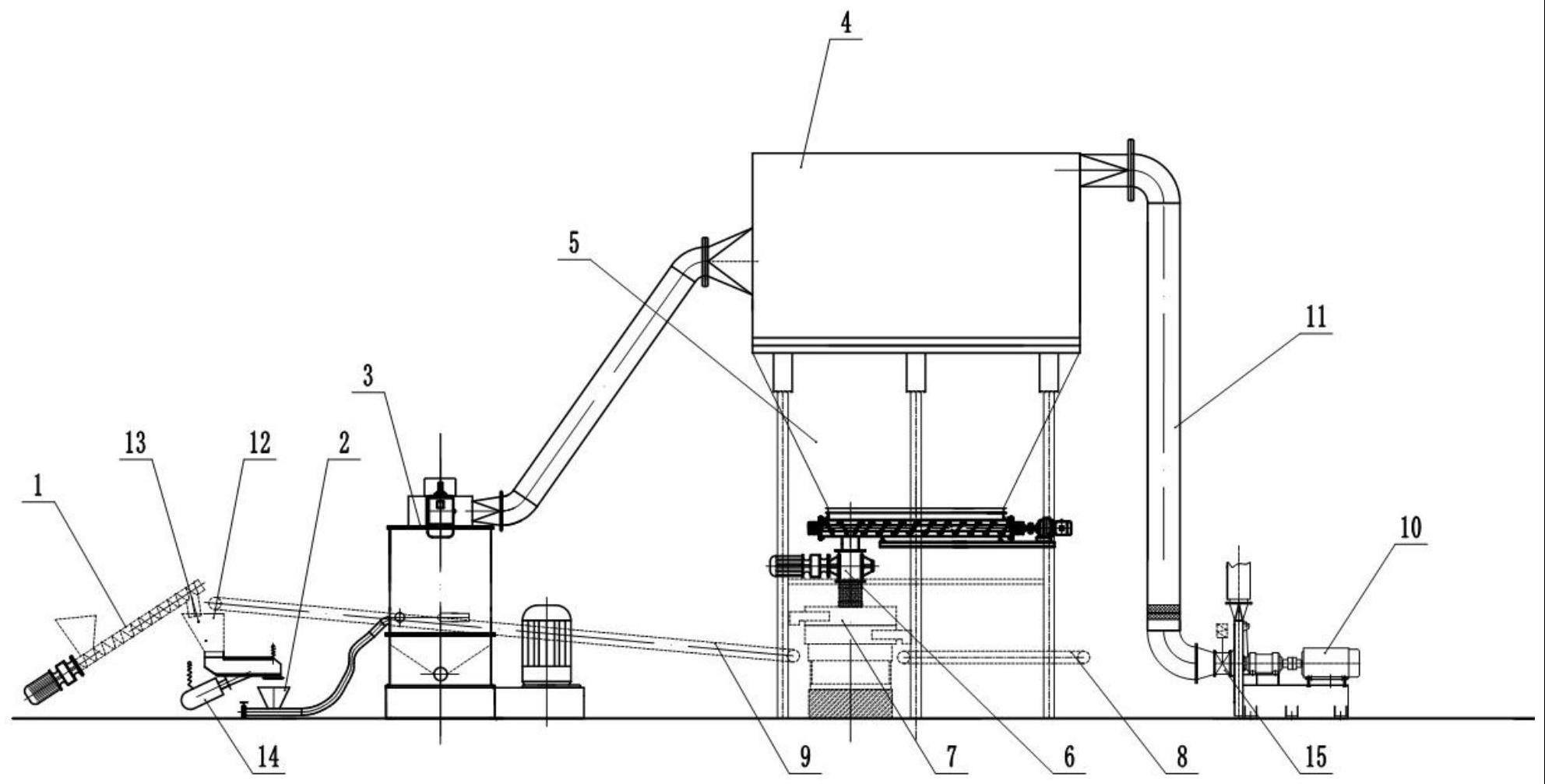
2、为了达到上述目的,本发明的基础方案如下:防堵料玻璃钢智能粉碎系统,包括螺旋输送机、振动加料机、进料斗、分级机、粉碎机、粉末收集器、旋风下料机、负压风机、风管和控制柜,所述螺旋输送机、振动加料机、进料斗、分级机和粉碎机依次连接,所述粉末收集器和旋风下料机依次连接在粉碎机下部的出料口,所述负压风机通过风管连接在粉碎机的顶部,所述振动加料机包括料仓、光电感应管、振动器和若干连接弹簧,所述料仓位于螺旋输送机出料端的正下方,所述光电感应管安装在料仓内侧,所述料仓的出料口位于进料斗正上方,所述振动器安装在料仓下方,若干所述连接弹簧安装在料仓下方,所述螺旋输送机、振动器、光电感应管、分级机、粉碎机、粉末收集器、旋风下料机和负压风机均与控制柜电连接,当光电感应管感应到加料机料仓中粉末物料积累超过光电感应管位置时,所述控制柜启动振动器进行振动,振动使累计粉末物料顺利进入下部进料斗。
3、进一步,还包括振动筛,所述振动筛位于粉末收集器下方,所述振动筛包括合格粉末出口和不合格粉末出口。
4、进一步,还包括第一皮带输送机和第二皮带输送机,所述第一皮带输送机端部与振动筛合格粉末出口连接,所述第二皮带输送机一端与不合格粉末出口连接,所述第二皮带输送机另一端位于振动加料机的料仓正上方。
5、进一步,所述分级机的分级电机为变频电机,所述第一皮带输送机和第二皮带输送机下部均安装有称重装置,所述称重装置均与控制柜连接,所述控制柜接收称重装置的重量数据,当第一皮带输送机和第二皮带输送机的合计重量低于设定产量的90%,此时控制柜控制分级机分级电机转速调节原转速至0.9倍,直至第一皮带输送机和第二皮带输送机的合计重量高于设定产量超过1分钟则分级电机的转速恢复到初始状态。
6、进一步,当所述第一皮带输送机和第二皮带输送机的合计重量达到设定产量5分钟后,此时如果第二皮带输送机的输送重量超过第一皮带输送机输送重量1/4且时间超过1分钟;此时提高分级机分级电机转速调节原转速至1.05倍,直至第二皮带输送机的输送重量低于第一皮带输送机输送重量1/4且时间超过1分钟则分级电机转速恢复到初始状态。
7、进一步,所述风管上还设有风量调节阀,所述风量调节阀与控制柜电连接,且由控制柜控制其风量,当第一皮带输送机和第二皮带输送机的合计重量低于设定产量的90%,此时控制柜控制风量调节阀增大至原风量的1.1倍,直至第一皮带输送机和第二皮带输送机的合计重量高于设定产量超过1分钟则风量调节阀的风量恢复到初始状态。
8、本方案的有益效果:(1)本方案能够根据料仓当中粉末的堆积程度通过振动使累积粉末物料顺利进入到下部进料斗中,避免了粉末物料堆积在物料进口,从而造成进口阻塞的问题。
9、(2)本方案可以根据粉碎机粉碎完的粉末的重量情况控制进料量,从而避免粉碎机过载,同时避免不合格粉末占比过高。
技术特征:
1.防堵料玻璃钢智能粉碎系统,其特征在于:包括螺旋输送机、振动加料机、进料斗、分级机、粉碎机、粉末收集器、旋风下料机、负压风机、风管和控制柜,所述螺旋输送机、振动加料机、进料斗、分级机和粉碎机依次连接,所述粉末收集器和旋风下料机依次连接在粉碎机下部的出料口,所述负压风机通过风管连接在粉碎机的顶部,所述振动加料机包括料仓、光电感应管、振动器和若干连接弹簧,所述料仓位于螺旋输送机出料端的正下方,所述光电感应管安装在料仓内侧,所述料仓的出料口位于进料斗正上方,所述振动器安装在料仓下方,若干所述连接弹簧安装在料仓下方,所述螺旋输送机、振动器、光电感应管、分级机、粉碎机、粉末收集器、旋风下料机和负压风机均与控制柜电连接,当光电感应管感应到加料机料仓中粉末物料积累超过光电感应管位置时,所述控制柜启动振动器进行振动,振动使累计粉末物料顺利进入下部进料斗。
2.根据权利要求1所述的防堵料玻璃钢智能粉碎系统,其特征在于:还包括振动筛,所述振动筛位于粉末收集器下方,所述振动筛包括合格粉末出口和不合格粉末出口。
3.根据权利要求2所述的防堵料玻璃钢智能粉碎系统,其特征在于:还包括第一皮带输送机和第二皮带输送机,所述第一皮带输送机端部与振动筛合格粉末出口连接,所述第二皮带输送机一端与不合格粉末出口连接,所述第二皮带输送机另一端位于振动加料机的料仓正上方。
4.根据权利要求3所述的防堵料玻璃钢智能粉碎系统,其特征在于:所述分级机的分级电机为变频电机,所述第一皮带输送机和第二皮带输送机下部均安装有称重装置,所述称重装置均与控制柜连接,所述控制柜接收称重装置的重量数据,当第一皮带输送机和第二皮带输送机的合计重量低于设定产量的90%,此时控制柜控制分级机分级电机转速调节原转速至0.9倍,直至第一皮带输送机和第二皮带输送机的合计重量高于设定产量超过1分钟则分级电机的转速恢复到初始状态。
5.根据权利要求4所述的防堵料玻璃钢智能粉碎系统,其特征在于:当所述第一皮带输送机和第二皮带输送机的合计重量达到设定产量5分钟后,此时如果第二皮带输送机的输送重量超过第一皮带输送机输送重量1/4且时间超过1分钟;此时提高分级机分级电机转速调节原转速至1.05倍,直至第二皮带输送机的输送重量低于第一皮带输送机输送重量1/4且时间超过1分钟则分级电机转速恢复到初始状态。
6.根据权利要求5所述的防堵料玻璃钢智能粉碎系统,其特征在于:所述风管上还设有风量调节阀,所述风量调节阀与控制柜电连接,且由控制柜控制其风量,当第一皮带输送机和第二皮带输送机的合计重量低于设定产量的90%,此时控制柜控制风量调节阀增大至原风量的1.1倍,直至第一皮带输送机和第二皮带输送机的合计重量高于设定产量超过1分钟则风量调节阀的风量恢复到初始状态。
技术总结
本专利涉及粉碎设备技术领域,具体是防堵料玻璃钢智能粉碎系统,包括螺旋输送机、振动加料机、进料斗、分级机、粉碎机、粉末收集器、旋风下料机、负压风机、风管和控制柜,振动加料机包括料仓、光电感应管、振动器和若干连接弹簧,光电感应管安装在料仓内侧,料仓的出料口位于进料斗正上方,振动器安装在料仓下方,若干连接弹簧安装在料仓下方,当光电感应管感应到加料机料仓中粉末物料积累超过光电感应管位置时,控制柜启动振动器进行振动,振动使累计粉末物料顺利进入下部进料斗。本方案能够根据料仓当中粉末的堆积程度通过振动使累积粉末物料顺利进入到下部进料斗中,避免了粉末物料堆积在物料进口,从而造成进口阻塞的问题。
技术研发人员:张磊,刘祥菊,熊人祥
受保护的技术使用者:锡林浩特晨飞风电设备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!