一种基于胶水滴数控制的点胶质量控制方法与流程
本发明涉及点胶设备,尤其涉及一种基于胶水滴数控制的点胶质量控制方法。
背景技术:
1、点胶机广泛应用于半导体封装领域,通过在相关产品的指定位置进行胶水的涂覆,用以保证对产品的使用进行质量封装。其中,在点胶机使用过程中,基于胶水滴数控制的点胶质量控制至关重要。但是现有的点胶机在进行点胶质量的控制过程中,通常存在胶水滴数控制不准确,导致胶水涂覆不均匀的问题;以及点胶过程中,由于胶水温度与粘性等属性的变化,导致点胶机的控制参数与实际点胶质量之间出现不对应的问题,从而难以保证产品封装的质量与稳定性。
2、公开号为cn115591742a的中国专利,提供了一种点胶质量识别的点胶机自动控制方法及系统,此专利中通过视觉识别的方式,对局部区域内的点胶数据进行采集,并将采集的点胶数据进行分析后反馈至系统中的点胶工艺参数,进行点胶工艺参数的调整,但是此专利中并未详细分析胶水属性与点胶参数对点胶质量的影响,仅说明了点胶缺陷监测流程。公开号为cn110639763a的中国专利,提供了一种点胶方法及系统,此专利中通过预设出胶参数进行点胶速度与点胶压力的控制,但是仅采用预设值进行出胶参数的控制,由于外界多种误差的影响无法提高实际的点胶精度,从而无法提高产品点胶的均匀性与点胶质量。
3、因此,针对现有的点胶质量控制方法中存在的问题,本发明中提供了一种基于胶水滴数控制的点胶质量控制方法。
技术实现思路
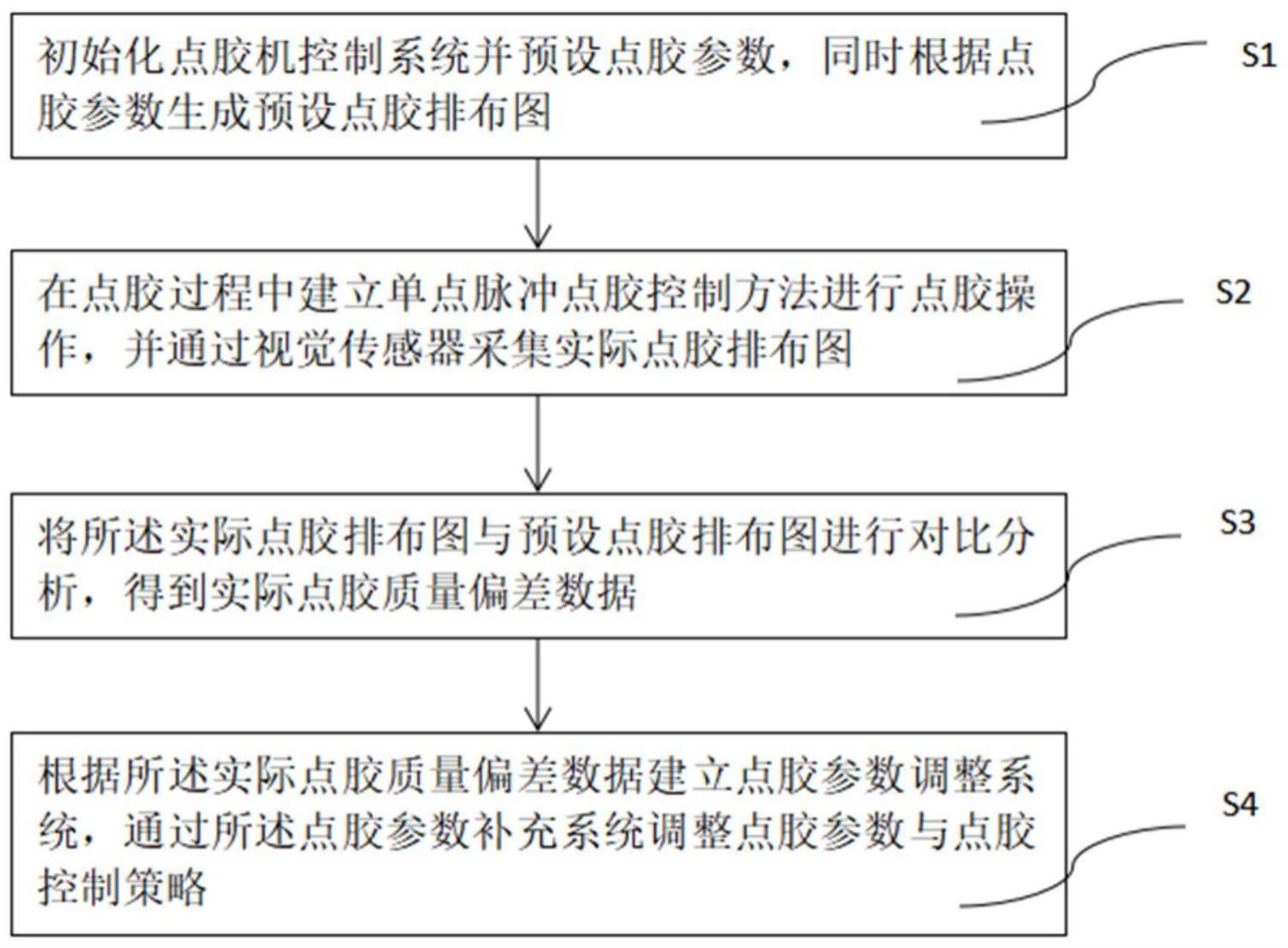
1、针对上述存在的问题,本发明中提供了一种基于胶水滴数控制的点胶质量控制方法,具体流程为:初始化点胶机控制系统并预设点胶参数,同时根据点胶参数生成预设点胶排布图;在点胶过程中建立单点脉冲点胶控制方法进行点胶操作,并通过视觉传感器采集实际点胶排布图,将所述实际点胶排布图与预设点胶排布图进行对比分析,得到实际点胶质量偏差数据,根据所述实际点胶质量偏差数据建立点胶参数调整系统,通过所述点胶参数补充系统调整点胶参数与点胶控制策略。
2、优选的,所述单点脉冲点胶控制方法,预设单点胶水所需的点胶气压、点胶阀开度与点胶高度参数,并在所述点胶过程中建立离散时序脉冲控制单点胶水进行瞬时喷射。
3、优选的,所述单点脉冲点胶控制方法,结合基于待点胶胶水属性的固化温度曲线进行联合控制使用。
4、优选的,所述联合控制使用中,在持续点胶过程中,当固化温度曲线中的胶水属性参数位置在规定阈值范围内时,将进行单点脉冲点胶控制点胶操作;反之停止,并等待胶水属性调整完成后再启动单点脉冲点胶控制点胶操作。
5、优选的,根据所述点胶高度参数,建立了动态点胶高度控制流程。
6、优选的,所述动态点胶高度控制流程,在点胶过程中,对点胶阀的控制流程为点胶-上升工艺流程。
7、优选的,所述实际点胶质量偏差数据,包括单滴胶水形状数据、拖尾数据、内凹数据,漏滴数据,多滴胶水距离排布数据。
8、优选的,所述点胶参数调整系统中,根据所述单滴胶水形状数据、漏滴数据调整实际点胶参数;所述拖尾数据,调整单点脉冲点胶控制方法与固化温度曲线之间的关系;所述内凹数据中,调整动态点胶高度控制流程。
9、优选的,根据所述视觉传感器监测点胶阀点胶流量,根据所述点胶流量反馈调节点胶参数中的脉冲频率,根据所述脉冲频率进行多滴胶水距离排布数据调节。
10、优选的,所述点胶参数调整系统中,根据所述实际点胶质量偏差数据,自动识别点胶胶水粘度值,并根据点胶胶水粘度值计算并显示胶水预期配比。
11、与现有技术相比,本发明的有益效果在于:
12、(1)本发明提供的基于胶水滴数控制的点胶质量控制方法,通过建立单点脉冲点胶控制方法,用于确保点胶机的胶水流量准确可控,通过瞬时气压将胶水喷出,对点胶拖尾问题进行优化。
13、(2)在(1)的基础上,本发明中将单点脉冲点胶控制方法与固化温度曲线进行联合控制,根据点胶机中胶水的属性进行单点脉冲点胶控制参数与控制过程的调整,避免由于长时间点胶操作,造成胶水属性发生变化影响点胶质量。
14、(3)在(2)的基础上,本发明中建立了动态点胶高度控制流程,在点胶控制工艺中增设点胶-上升工艺,用以对点胶过程中胶水形状凹陷问题进行进一步优化处理。
15、(4)在(3)的基础上,本发明中通过建立视觉传感器进行实际点胶排布图与预设点胶排布图进行对比分析,对点胶排布过程中产生的偏差数据进行采集计算,并反馈至点胶控制系统中进行点胶参数调整,用以进一步保证点胶排布的一致性。
16、(5)在(4)的基础上,本发明中所述点胶参数调整系统中,可根据采集的偏差数据进行点胶机中基于胶水粘度值的胶水属性的计算,通过计算得到最适胶水属性配比进行显示,用以通知工作人员进行调整,保证合理的胶水点胶属性。
技术特征:
1.一种基于胶水滴数控制的点胶质量控制方法,其特征在于,具体流程为:初始化点胶机控制系统并预设点胶参数,同时根据点胶参数生成预设点胶排布图;在点胶过程中建立单点脉冲点胶控制方法进行点胶操作,并通过视觉传感器采集实际点胶排布图,将所述实际点胶排布图与预设点胶排布图进行对比分析,得到实际点胶质量偏差数据,根据所述实际点胶质量偏差数据建立点胶参数调整系统,通过所述点胶参数补充系统调整点胶参数与点胶控制策略。
2.根据权利要求1所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述单点脉冲点胶控制方法中,预设了单点胶水所需的点胶气压、点胶阀开度与点胶高度参数,同时在所述点胶过程中建立离散时序脉冲控制单点胶水进行瞬时喷射。
3.根据权利要求2所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述单点脉冲点胶控制方法,结合基于待点胶胶水属性的固化温度曲线进行联合控制使用。
4.根据权利要求3所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述联合控制使用中,在持续点胶过程中,当固化温度曲线中的胶水属性参数位置在规定阈值范围内时,将进行单点脉冲点胶控制点胶操作;反之停止,并等待胶水属性调整完成后再启动单点脉冲点胶控制点胶操作。
5.根据权利要求2所述基于胶水滴数控制的点胶质量控制方法,其特征在于,根据所述点胶高度参数,建立了动态点胶高度控制流程。
6.根据权利要求5所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述动态点胶高度控制流程中,在点胶过程中,对点胶阀的控制流程为点胶-上升工艺流程。
7.根据权利要求1所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述实际点胶质量偏差数据,包括单滴胶水形状数据、拖尾数据、内凹数据,漏滴数据,多滴胶水距离排布数据。
8.根据权利要求1所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述点胶参数调整系统中,根据所述单滴胶水形状数据、漏滴数据调整实际点胶参数;所述拖尾数据,调整单点脉冲点胶控制方法与固化温度曲线之间的关系;所述内凹数据中,调整动态点胶高度控制流程。
9.根据权利要求8所述基于胶水滴数控制的点胶质量控制方法,其特征在于,根据所述视觉传感器监测点胶阀点胶流量,根据所述点胶流量反馈调节点胶参数中的脉冲频率,根据所述脉冲频率进行多滴胶水距离排布数据调节。
10.根据权利要求8所述基于胶水滴数控制的点胶质量控制方法,其特征在于,所述点胶参数调整系统中,根据所述实际点胶质量偏差数据,自动识别点胶胶水粘度值,并根据点胶胶水粘度值计算并显示胶水预期配比。
技术总结
本发明涉及点胶设备技术领域,尤其涉及一种基于胶水滴数控制的点胶质量控制方法。本发明具体流程为:初始化点胶机控制系统并预设点胶参数,同时根据点胶参数生成预设点胶排布图;在点胶过程中建立单点脉冲点胶控制方法进行点胶操作,并通过视觉传感器采集实际点胶排布图,将所述实际点胶排布图与预设点胶排布图进行对比分析,得到实际点胶质量偏差数据,根据所述实际点胶质量偏差数据建立点胶参数调整系统,通过所述点胶参数补充系统调整点胶参数与点胶控制策略。本发明通过建立单点脉冲点胶控制方法,用于确保点胶机的胶水流量准确可控,通过瞬时气压将胶水喷出,对点胶拖尾问题进行优化。
技术研发人员:苏宁
受保护的技术使用者:昆山文慧电子有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!